- Cursussen voor lassers
- Pijp lassen:
- Fouten van beginnende lassers
- Hoe elektroden te kiezen om te lassen?
- Boogontsteking
- Hoe een naad te lassen?
- Verticale naden lassen
- Hoe een horizontale naad te lassen
- Plafond naad
- Veiligheidsmaatregelen voor elektrisch lassen
- Voorbereiden op het lassen
- Tips: zelf leren koken met elektrisch lassen
- Handmatige booglastechniek. Hoe te koken door te lassen
- Booglassen:
- Halfautomatisch lassen met inert gas (MIG)
- Gereedschap en uitrusting
- Soorten apparatuur
- Gereedschap en uitrusting
- Veelvoorkomende beginnersfouten
- Soorten lasmachines
- transformator
- omvormers
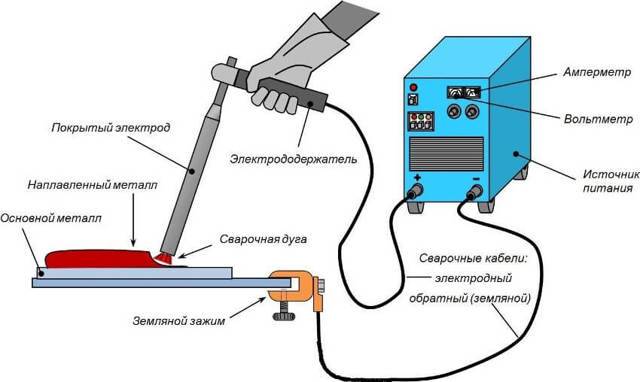
- Elektrische lastechniek
- Hoe maak je een boog aan?
- Lassen snelheid:
Cursussen voor lassers
Lassen kan worden beheerst in speciale cursussen. De lasopleiding is opgedeeld in theorie en praktijkopleiding. Je kunt persoonlijk of op afstand studeren. De cursussen leren lastechnologie voor beginners en andere belangrijke wijsheid. Belangrijk is de mogelijkheid om te leren koken door te lassen in praktijklessen onder toezicht van een leraar. De studenten krijgen een idee over de beschikbare apparatuur om te lassen, de keuze van elektroden, veiligheidsregels.
Je kunt individueel of met een groep studeren.Elke optie heeft zijn eigen voordelen. Als je individueel studeert, kun je alleen die kennis beheersen die in de toekomst nuttig kan zijn. Maar als je in een groep studeert, is er de mogelijkheid om de analyse van de fouten van hun medestudenten te horen en zo aanvullende kennis op te doen.
Na het voltooien van de cursussen en het behalen van de examens die de verworven kennis en praktische vaardigheden bevestigen, wordt een certificaat van het goedgekeurde monster uitgereikt.
Pijp lassen:
Met elektrisch booglassen is het mogelijk om een horizontale naad te maken die rond de omtrek van de buis loopt en een verticale die aan de zijkant loopt, evenals boven- en ondernaden. De handigste optie is de onderste naad.

Stalen buizen moeten van begin tot eind worden gelast, terwijl alle randen langs de hoogte van de muren worden gelast. Tijdens bedrijf moet de elektrode onder een hoek van 45 graden worden geïnstalleerd - dit wordt gedaan om de instroom in de producten te verminderen. De breedte van de naad moet 2-3 mm zijn, hoogte - 6-8 mm. Als het lassen overlapt, is de vereiste breedte al 6-8 mm en is de hoogte 3 mm.
Direct voor aanvang van de werkzaamheden is het noodzakelijk om voorbereidende procedures uit te voeren:
- U moet het item opruimen.
- Als de randen van de buis vervormd zijn, lijn ze dan uit of snij ze af met een haakse slijper of in een eenvoudige slijper.
- De randen waar de naad zal passeren, moeten worden schoongemaakt om te glanzen.
Na voorbereiding kun je aan de slag. Het is noodzakelijk om alle verbindingen continu te lassen, volledig gelast. Buisverbindingen met een breedte tot 6 mm worden in 2 lagen gelast, met een breedte van 6-12 mm in 3 lagen en met een wandbreedte van meer dan 19 mm in 4 lagen. Het belangrijkste kenmerk is de constante reiniging van pijpen van slakken, d.w.z. na elke voltooide laag is het noodzakelijk om deze van slak te reinigen en pas dan een nieuwe te koken.Bijzondere aandacht moet worden besteed aan het werken aan de eerste naad, het is noodzakelijk om alle saaiheid en randen te smelten. De eerste laag wordt zorgvuldig gecontroleerd op scheurtjes, als deze aanwezig zijn, dan moeten deze omgesmolten of afgezaagd worden en opnieuw gelast.
Alle volgende lagen worden gelast door de buis langzaam te draaien. De laatste laag is gelast met een vloeiende overgang naar het basismetaal.
Fouten van beginnende lassers
Om te leren koken met elektrisch lassen, moet u rekening houden met de belangrijkste fouten die beginners maken:
- De elektrode te snel verplaatsen, wat resulteert in een ongelijke naad.
- Te langzame beweging van de naad, terwijl er gaten en brandwonden in het metaal ontstaan.
- Te ongelijke en platte naad. De belangrijkste fout hier zit in de hoek van de elektrode.
- Metaal falen. Dit gebeurt omdat de opening van 5 mm tussen het metaal en de elektrode niet werd waargenomen, d.w.z. de opening was te klein.
- Anders, wanneer de opening te groot is, kookt het metaal niet door.
Alle bovenstaande fouten zijn slechts de meest grove. Er zijn veel meer nuances die alleen met ervaring kunnen worden begrepen.
Bij het lassen van dunwandig metaal of profielen is een zorgvuldige werkwijze vereist. Dunne onderdelen kunnen worden gelast door een gereinigde elektrode aan te brengen en er direct op te lassen.
Lassen op non-ferro metalen is opvallend anders, omdat er andere elektroden voor nodig zijn. Er is ook een speciale beschermende omgeving nodig. Nu kunt u universele apparaten kopen die bijna elk metaal koken.
Er zijn ook halfautomatische apparaten voor het werken met dunwandige metalen. De essentie ervan ligt in de afzetting van een speciale draad.
Hoe elektroden te kiezen om te lassen?
Een elektrode is een metalen staaf waarmee u stroom naar het te lassen werkstuk kunt geleiden. Er zijn verschillende merken elektroden, maar om te lassen staal zijn conventionele elektroden voor een omvormer met een diameter van 3 mm geschikt. Hoe dikker het metaal, hoe groter de diameter van de te lassen elektroden moet worden gekozen.

Het is erg belangrijk dat de elektroden voor lastrainingen van hoge kwaliteit zijn en natuurlijk droog. Bij het gebruik van vochtige elektroden is het zelfs voor een ervaren lasser erg moeilijk om de boog aan te slaan en in een stabiele toestand te houden.
Daarom, als u besluit te leren lassen, moet u voor deze doeleinden alleen hoogwaardige verbruiksartikelen gebruiken.
Boogontsteking
Dan moet je de omvormer aanzetten. Deze eenvoudigste procedure voor elektrisch lassen wordt uitgevoerd door de tuimelschakelaar in te schakelen. De huidige waarde moet worden ingesteld met een regelaar, die gemakkelijk te zien is op het voorpaneel van het apparaat. Voor de geselecteerde elektrode is een stroomsterkte van 100 A geschikt.Laat het masker zakken en ga verder.

Allereerst moet je de vaardigheid van het ontsteken van de boog uitwerken. Bij de nieuwe elektrode gebeurt dit door deze eenvoudig over het onderdeel te vegen. Onthoud hoe je lucifers aansteekt. Als de elektrode al in gebruik was, moeten ze op het metalen oppervlak kloppen. Het komt voor dat de elektrode in de handen van beginners aan het metaal blijft kleven. Dit is eenvoudig te corrigeren door de elektrode scherp opzij te kantelen. Als het niet mogelijk was om af te scheuren, moet u de omvormer uitschakelen. Dan verdwijnen de knelpunten vanzelf.





De ontstoken elektrode vormt een lasboog. Om het te behouden, moet je leren hoe je een afstand tot het metaal van 3-5 mm kunt behouden. Bij het naderen kan er kortsluiting ontstaan, gepaard gaande met plakken. Bij het weggaan zal de boog verdwijnen.
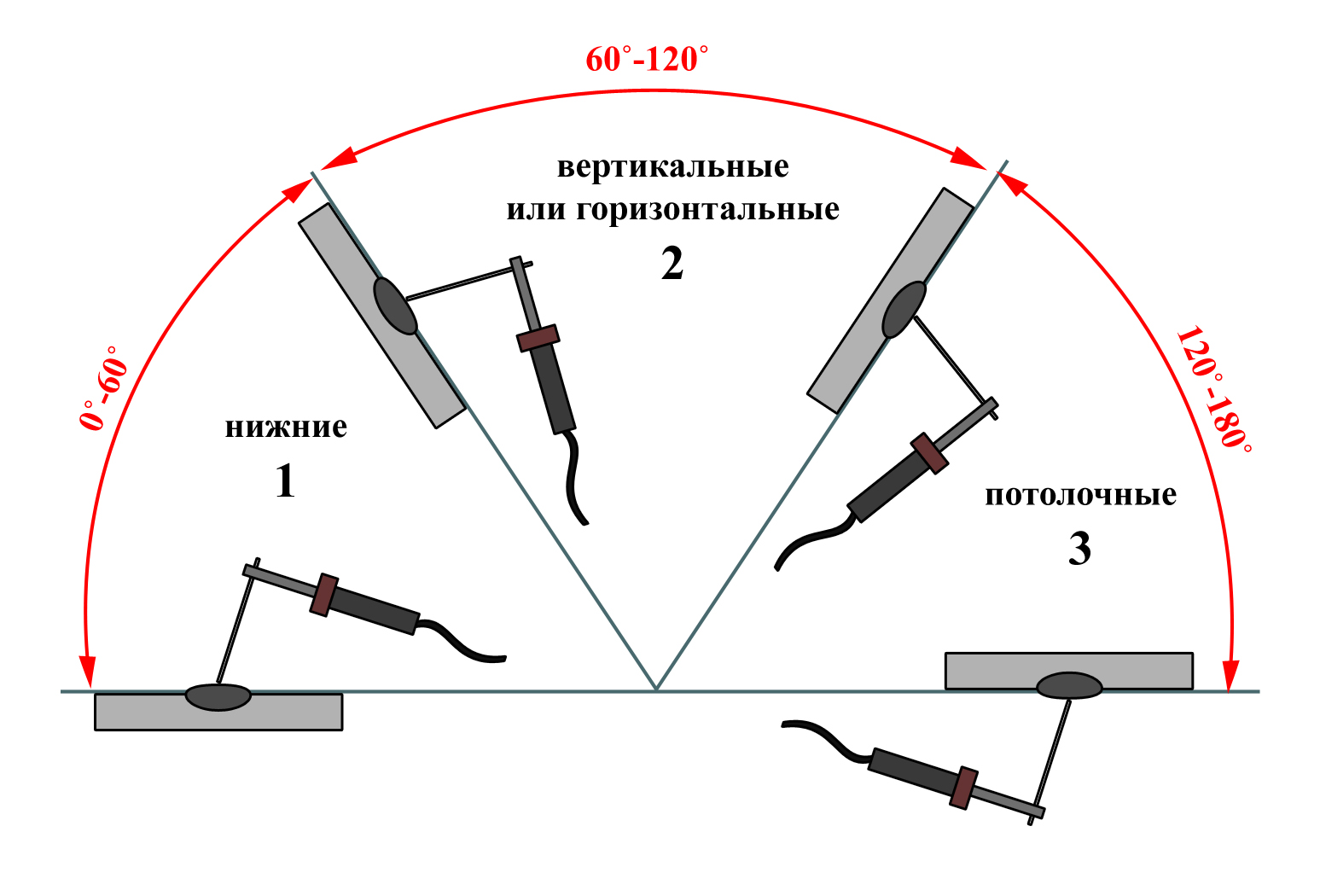
Hoe een naad te lassen?
Bij het lassen in de lagere positie ontstaan er zelfs voor een beginnende lasser geen problemen. Maar alle andere voorzieningen vereisen kennis van technologie. Elke positie heeft zijn eigen aanbevelingen. De techniek voor het maken van lassen van elk type wordt hieronder besproken.
Verticale naden lassen
Tijdens het lassen van onderdelen in een verticale positie glijdt het gesmolten metaal naar beneden onder invloed van de zwaartekracht. Om te voorkomen dat er druppels vallen, wordt een kortere boog gebruikt (de punt van de elektrode bevindt zich dichter bij het smeltbad). Sommige vakmensen leunen, als de elektroden het toelaten (plakken niet), ze over het algemeen op het onderdeel.
De metaalvoorbereiding (groefsteken) wordt uitgevoerd in overeenstemming met het type verbinding en de dikte van de te lassen delen. Vervolgens worden ze in een vooraf bepaalde positie gefixeerd, verbonden met een stap van enkele centimeters met korte dwarsnaden - "kopspijkers". Door deze naden kunnen de onderdelen niet bewegen.
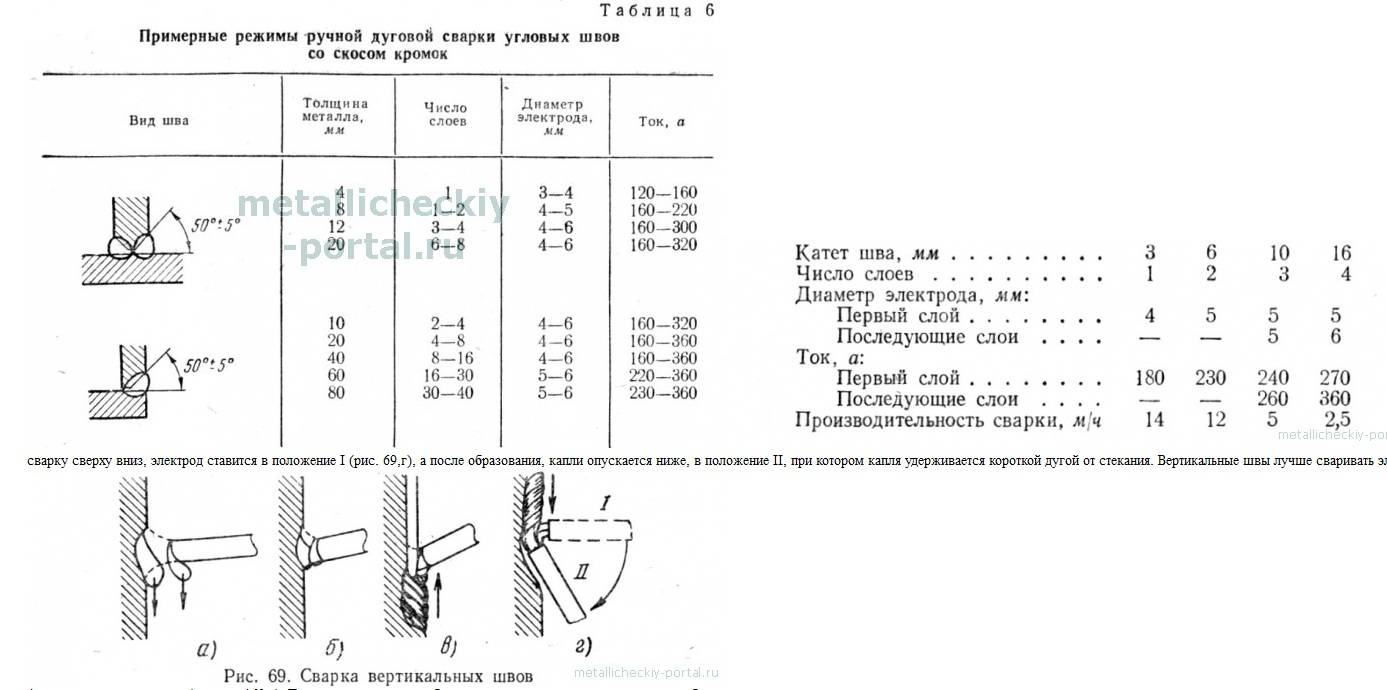
Een verticale naad kan van boven naar beneden of van onder naar boven worden gelast. Het is handiger om van onder naar boven te werken: zo duwt de boog het smeltbad omhoog en voorkomt dat het naar beneden zakt. Dit maakt het gemakkelijker om een kwaliteitsnaad te maken.
Hoe een verticale naad van onder naar boven te lassen: de positie van de elektrode en mogelijke bewegingen
Deze video laat zien hoe u een verticale naad goed kunt lassen door elektrisch lassen met de beweging van de elektrode van onder naar boven zonder scheiding. Ook wordt de short roll techniek gedemonstreerd. In dit geval vinden de elektrodebewegingen alleen op en neer plaats, zonder horizontale verplaatsing, de naad is bijna vlak.
Het is mogelijk om delen in verticale positie te verbinden met een boogscheiding.Voor beginnende lassers kan dit handiger zijn: tijdens de scheiding heeft het metaal tijd om af te koelen. Met deze methode kunt u de elektrode zelfs op de plank van de gelaste krater laten rusten. Het is makkelijker. Het bewegingspatroon is bijna hetzelfde als zonder pauze: van links naar rechts, met lussen of een "korte roller" - op en neer.
Hoe je een verticale naad met een opening kookt, zie de volgende video. Dezelfde video-tutorial toont het effect van stroomsterkte op de vorm van de naad. Over het algemeen moet de stroom 5-10 A minder zijn dan aanbevolen voor een bepaald type elektrode en metaaldikte. Maar, zoals te zien is in de video, is dit niet altijd waar en wordt het experimenteel bepaald.
Soms wordt een verticale naad van boven naar beneden gelast. Houd in dit geval bij het starten van de boog de elektrode loodrecht op de te lassen oppervlakken. Na ontsteking in deze positie, verwarm het metaal, laat dan de elektrode zakken en kook in deze positie. Een verticale naad van boven naar beneden lassen is niet erg handig, het vereist een goede beheersing van het smeltbad, maar op deze manier kun je goede resultaten behalen.
Hoe een verticale naad te lassen door elektrisch lassen van boven naar beneden: de positie van de elektrode en de beweging van de punt
Hoe een horizontale naad te lassen
Een horizontale naad op een verticaal vlak kan zowel van rechts naar links als van links naar rechts worden uitgevoerd. Het maakt niet uit voor wie het handiger is, zo kookt hij. Net als bij het lassen van een verticale naad, zal het bad de neiging hebben om naar beneden te gaan. Daarom is de hellingshoek van de elektrode vrij groot. Het wordt geselecteerd afhankelijk van de bewegingssnelheid en de huidige parameters. Het belangrijkste is dat het bad op zijn plaats blijft.
Horizontale naden lassen: positie en bewegingen van de elektroden
Als het metaal naar beneden stroomt, verhoog dan de bewegingssnelheid, waardoor het metaal minder opwarmt.Een andere manier is om boogonderbrekingen te maken. Tijdens deze korte tussenpozen koelt het metaal een beetje af en loopt het niet weg. Je kunt de stroom ook een beetje verminderen. Alleen al deze maatregelen worden gefaseerd toegepast, en niet allemaal tegelijk.
Onderstaande video laat zien hoe u metaal goed horizontaal kunt lassen. Het tweede deel van de video over verticale naden.
Plafond naad
Dit type lasverbinding is het moeilijkst. Vereist een hoge vaardigheid en een goede beheersing van het smeltbad. Om deze naad uit te voeren, wordt de elektrode haaks op het plafond gehouden. De boog is kort, de bewegingssnelheid is constant. Voer voornamelijk cirkelvormige bewegingen uit die de naad uitzetten.








Veiligheidsmaatregelen voor elektrisch lassen
Elektrisch lassen van metaal gaat niet alleen gepaard met het vrijkomen van warmte, vonken, enz. Bij onjuist gebruik kunt u gemakkelijk een elektrische schok krijgen.
Voordat u de elektrodehouder voor de eerste keer vastpakt, moet u daarom aan een aantal van de volgende vereisten voldoen:
- Bescherm je ogen. Voor deze doeleinden zijn er speciale maskers voor lassers of hun voorgangers, schilden met lichtfilters;
- Zorg ervoor dat u in een overall werkt, deze moet zijn gemaakt van onbrandbare materialen, armen en benen moeten bedekt zijn;
- Gebruik rubberen schoenen en handschoenen, lassersleggings. Zo minimaliseer je het risico op een elektrische schok.
We mogen niet vergeten dat onder andere elektrisch lassen ook gevaarlijk is door elektrische schokken. Daarom is het onmogelijk om te koken door op straat te lassen als het zelfs maar licht regent. U kunt ook niet koken in containers van brandstof, gas, enz. U moet altijd een rubberen overall dragen om uw handen en voeten te beschermen.

Tegenwoordig worden omvormers het vaakst gebruikt voor huishoudelijk lassen. Dit zijn lichtgewicht en mobiele apparaten die staal, gietijzer en roestvrij staal kunnen lassen.
Voorbereiden op het lassen
Training elektrisch lassen is een praktisch proces dat enige training vereist. Allereerst moet u zorgen voor beveiliging. Het werk van een lasser is behoorlijk gevaarlijk:
- Mogelijkheid van brandwonden door spatten van gesmolten metaal;
- Vergiftiging met giftige afscheidingen bij hoge temperaturen;
- Mogelijkheid van elektrische schokken;
- Oogletsel als er geen veiligheidsbril wordt gedragen.

De juiste keuze van apparatuur en apparatuur voor elektrisch lassen is de sleutel tot een veilig proces. Voor laswerkzaamheden heeft u nodig:
Pak gemaakt van dichte stof, die het lichaam, armen en benen volledig bedekt;
Er kan een speciale bril worden gebruikt om de ogen te beschermen, maar we raden aan om op maskers te letten. Ze beschermen ook het gezicht en zijn veiliger in het lasproces;
Kwaliteitsapparatuur voor het lassen;
elektroden;
Een emmer water om eventuele branden te blussen;
De juiste plek om te lassen
Het verdient de voorkeur om buiten te blijven en alle brandbare voorwerpen in de buurt te verwijderen.
De moderne markt vertegenwoordigt een brede selectie van elektrische lasmachines, waarvan de verscheidenheid neerkomt op drie hoofdtypen:
- Een transformator die wisselstroom omzet voor het lassen. Dit type lasapparaat geeft vaak geen stabiele vlamboog, maar vreet veel spanning op;
- De gelijkrichter converteert naar gelijkstroom van het consumentennetwerk. Met deze apparaten kan een elektrische boog met hoge stabiliteit worden verkregen;
- Met de omvormer kunt u de stroom van het huishoudelijke netwerk omzetten in gelijkstroom voor het lassen. Deze units worden gekenmerkt door het gemak van boogontsteking en hoge prestaties.
Lassen voor beginners: video-tutorials - bekijk en leer de nuances.
Beginners worden geadviseerd om elektroden te kiezen, zoals massieve staven die zijn gecoat met een verbruikbare samenstelling. Het zal voor een beginnende lasser gemakkelijker zijn om met dergelijke elektroden een gelijkmatige naad te maken. De maat van de hengels voor een beginner is 3 mm.
Tips: zelf leren koken met elektrisch lassen
Het is heel goed mogelijk om in 1 dag zelf een metalen constructie te lassen als je weet hoeveel elektroden je nodig hebt, welke je moet gebruiken en mits het product niet te groot is.
En waar u nog meer op moet letten om zelf te leren koken:
Het is belangrijk voor een lasser om niet alleen correct te werken, maar ook om de basis te leren, met name welke manier van werken vereist is voor een bepaald materiaal, aangezien het metaal staal, legeringen of stoffen zoals de kleur van metaal kan zijn. .
Zorg ervoor dat u de methoden bestudeert waarmee u een specifieke naad kunt maken.
Het is noodzakelijk om de keuze van elektroden en lasdraad correct te benaderen.
Als het in eerste instantie niet nodig is om een professional van de hoogste categorie te worden, dan kun je zelf leren lassen als je video-tutorials, tekeningen met naden bekijkt en ook het advies van professionals bestudeert. De training zal lang zijn, maar mogelijk productief, vooral als je geleidelijk naden probeert te maken, waardoor de hoeveelheid werkervaring toeneemt.

Veel mensen geven er de voorkeur aan om een resant te gebruiken, omdat de techniek bestand is tegen langdurige belastingen, waardoor je snel een einde kunt maken aan de zaak. Bij de eerste pogingen om met lassen te werken, is het beter om een echte omvormer te gebruiken, en alleen dan, met veel ervaring, is het mogelijk met elk ander apparaat. Voor wat betreft de elektroden is het raadzaam om "3" te kiezen.Ze zijn gemakkelijk te gebruiken en, belangrijker nog, ze belasten het elektriciteitsnetwerk niet.
Over het algemeen is lasapparatuur onderverdeeld in typen - transformator, gelijkrichter, omvormer. Waarom blijft populariteit achter omvormers? Ze zijn compact, licht van gewicht en zeer gemakkelijk te hanteren voor een beginner. Bij de eerste stappen om te leren lassen, is het de moeite waard om eenvoudigere soorten metaal te nemen en bij voorkeur zelfs elementen om de taak niet ingewikkelder te maken.






Voordat u gaat lassen, moet u het volgende voorbereiden:
- Emmer met water;
- Hamer voor het karnen van slakken;
- ijzeren borstel;
- Een masker dat het gezicht en de hals beschermt;
- Handschoenen gemaakt van speciale stof geïmpregneerd met een samenstelling om ontbranding en doorbranden van het canvas te voorkomen;
- Bijzondere kleding met lange mouwen.
Vergeet niet dat het gelaste bedrijf brandgevaarlijk is en daarom is het ten strengste verboden om in de buurt van brandbare of ontvlambare objecten te zijn om ernstige gevolgen uit te sluiten.
Handmatige booglastechniek. Hoe te koken door te lassen
Alvorens over te gaan tot praktische oefeningen, wil ik u nogmaals herinneren aan veiligheidsmaatregelen. Geen houten werkbanken en brandbare materialen in de buurt van de werkplek. Zorg ervoor dat u een bak met water op de werkplek plaatst. Houd rekening met het risico op brand.
Om erachter te komen hoe u goed kunt lassen door middel van lassen, presenteren wij u gedetailleerde instructies en een video van het lasproces.
Probeer eerst de boog te raken en houd deze de vereiste tijd vast. Volg hiervoor ons advies:
- Met behulp van een metalen borstel is het nodig om de oppervlakken van de te lassen onderdelen te reinigen van vuil en roest.Indien nodig worden hun randen op elkaar afgestemd.
- Het is het beste om te leren koken door correct elektrisch te lassen met gelijkstroom, dus sluit de "positieve" aansluiting op het onderdeel aan, installeer de elektrode in de klem en stel de vereiste stroomsterkte in op het lasapparaat.
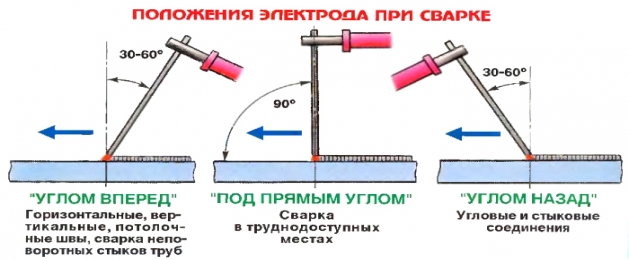
- Kantel de elektrode ten opzichte van het werkstuk in een hoek van ongeveer 60° en beweeg deze langzaam over het metalen oppervlak. Als er vonken verschijnen, tilt u het uiteinde van de staaf 5 mm op om de elektrische boog te ontsteken. Misschien heb je geen vonken gekregen door een laagje coating of slak op de rand van de elektrode. Tik in dit geval op het onderdeel met de punt van de elektrode, zoals voorgesteld in de video over hoe goed te lassen met elektrisch lassen. De resulterende boog wordt gedurende het hele lasproces ondersteund door een lasspleet van 5 mm.
- Als de boog zeer onwillig oplicht en de elektrode blijft de hele tijd aan het metalen oppervlak plakken, verhoog dan de stroom met 10-20 A. Als de elektrode plakt, schudt u de houder heen en weer, mogelijk zelfs met kracht.
- Onthoud dat de staaf de hele tijd zal doorbranden, dus alleen door een opening van 3-5 mm aan te houden, kunt u een stabiele boog behouden.
Nadat u hebt geleerd hoe u een boog moet slaan, probeert u de elektrode langzaam naar u toe te bewegen, terwijl u bewegingen maakt met een amplitude van 3-5 mm van links naar rechts. Probeer de smelt van de periferie naar het midden van het smeltbad te leiden. Na het lassen van een naad van ongeveer 5 cm lang, verwijder de elektrode en laat de onderdelen afkoelen, tik dan met een hamer op de kruising om de slak neer te slaan. De juiste naad heeft een monolithische golvende structuur zonder kraters en inhomogeniteiten.
De zuiverheid van de naad hangt direct af van de grootte van de boog en de juiste beweging van de elektrode tijdens het lassen.Bekijk een video over koken door te lassen, gefilmd met beschermende filters. In dergelijke video's kunt u duidelijk zien hoe u de boog behoudt en de elektrode verplaatst om een hoogwaardige naad te verkrijgen. We kunnen de volgende aanbevelingen doen:
- De vereiste lengte van de boog wordt gehandhaafd door de translatiebeweging van de staaf langs de as. Tijdens het smelten neemt de lengte van de elektrode af, dus het is noodzakelijk om de houder met de staaf constant dichter bij het onderdeel te brengen, met inachtneming van de vereiste speling. Dit wordt benadrukt in talloze video's over hoe je kunt leren koken.
- Longitudinale beweging van de elektrode creëert een afzetting van de zogenaamde filamentrol, waarvan de breedte meestal 2-3 mm groter is dan de diameter van de staaf, en de dikte hangt af van de bewegingssnelheid en de stroomsterkte. De draadrol is een echte smalle las.
- Om de breedte van de naad te vergroten, wordt de elektrode over zijn lijn bewogen, waarbij oscillerende heen en weer gaande bewegingen worden uitgevoerd. De breedte van de las hangt af van de grootte van hun amplitude, dus de grootte van de amplitude wordt bepaald op basis van specifieke omstandigheden.
Het lasproces gebruikt een combinatie van deze drie bewegingen om een complex pad te vormen.
Na het bekijken van de video over het lassen met elektrisch lassen en het bestuderen van de diagrammen van dergelijke trajecten, kunt u erachter komen welke van deze kunnen worden gebruikt voor overlap- of stuiklassen, met verticale of plafondopstelling van onderdelen, enz.
Tijdens bedrijf zal de elektrode vroeg of laat volledig smelten. In dit geval wordt het lassen gestopt en wordt de staaf in de houder teruggeplaatst. Om het werk voort te zetten, wordt slak neergeslagen en wordt een boog in brand gestoken op een afstand van 12 mm van de krater die aan het einde van de naad is gevormd.Daarna wordt het einde van de oude naad met een nieuwe elektrode versmolten en gaat het werk verder.
Booglassen:
Handmatig booglassen wordt veel gebruikt in alle sectoren van de nationale economie en in het dagelijks leven voor het verbinden van elementen van metalen constructies. Zijn onderscheidende eigenschappen in vergelijking met andere soorten lasverbindingen zijn:
- De relatief lage kosten van de lasmachine en verbruiksartikelen, dat zijn de elektroden.
- Het verkrijgen van hoogwaardige lasverbindingen van veelvoorkomende soorten metalen, inclusief roestvaste legeringen.
- De mogelijkheid om laswerkzaamheden uit te voeren op veel moeilijk bereikbare plaatsen - dit wordt mogelijk gemaakt door het lage gewicht en het gemak waarmee de apparatuur op elektriciteit kan worden aangesloten.

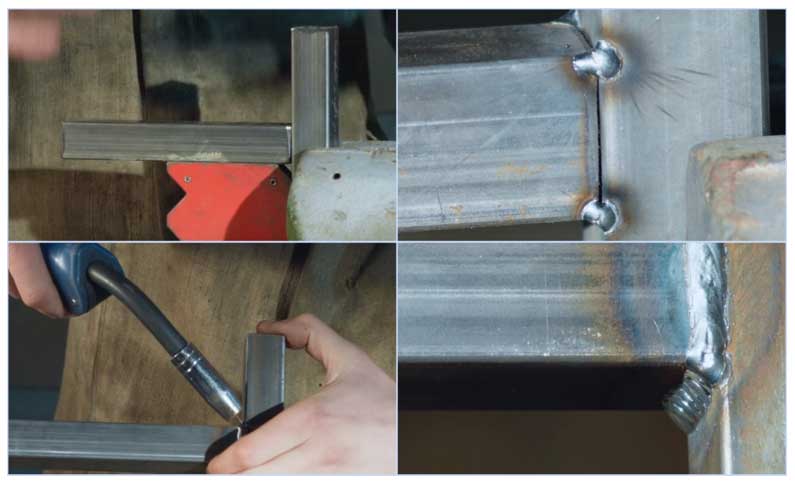
Rijst. 7 Een dun profielbuis lassen - type naden
Het uitvoeren van werkzaamheden met elektrisch booglassen bestaat uit de volgende stappen:
- De uiteinden van de pijpen worden voorbereid om te lassen, hiervoor worden ze van roest ontdaan, waarna de plano's op de vereiste afstand worden gezet om de naad te vullen met metaal van de gesmolten elektrode, hiervoor worden vaak speciale apparaten gebruikt.
- Het lasapparaat is ingeschakeld, stelt de vereiste stroom in volgens de ingebouwde indicator, de elektrode wordt in de houder gestoken die op het lasapparaat is aangesloten, het tweede uiteinde wordt op de buis bevestigd.
- De positie van de te lassen delen ten opzichte van elkaar wordt bepaald door puntlassen (tacks), waarna elektrisch gelast wordt met beschermende kleding, een masker en handschoenen van de lasser.
- Aan het einde van het werk wordt de schaal neergeslagen en wordt de naad schoongemaakt met een metalen borstel.
Halfautomatisch lassen met inert gas (MIG)
Dankzij moderne technologieën is het mogelijk geworden om profielproducten op de meest eenvoudige manier in huishoudelijke omstandigheden te lassen, waarvoor niet veel ervaring en jarenlange opleiding als lasser vereist is.
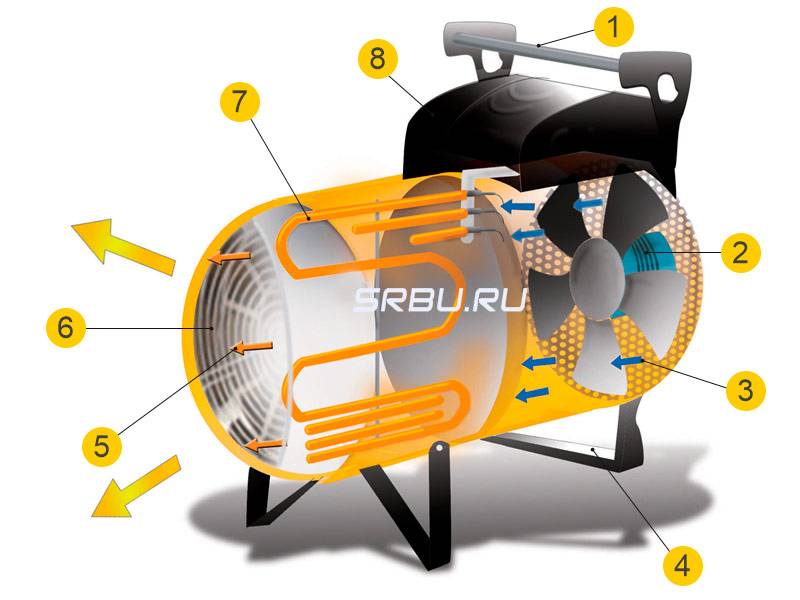
Rijst. 8 Hoe MIG werkt
Semi-automatisch lassen met inert gas (MIG) is een evolutionaire stap in de ontwikkeling van conventioneel booglassen, in vergelijking daarmee heeft het de volgende voordelen:
- In plaats van een elektrode wordt automatisch een speciale draad met een diameter van 0,6 tot 1,2 mm via de toorts in het smeltbad gevoerd, op haspels gewikkeld - dit automatiseert het proces en vermindert de tijd voor het verwisselen van elektroden.
- Samen met de draad wordt via de lasmof een inert gas (meestal een mengsel van kooldioxide en argon) aan de brander toegevoerd - dit voorkomt de vorming van slak en verbetert de kwaliteit van de las.
Dankzij deze technologie heeft semi-automatisch lassen de volgende voordelen ten opzichte van elektrische boogmachines:
- Hiermee kunt u dunne werkstukken met een dikte van 0,5 mm lassen.
- Kookt staal, roestvrij staal, gietijzer, aluminium en non-ferro metalen.
- Bij het uitvoeren van werkzaamheden is er geen slak en is er praktisch geen rook - dit is minder schadelijk voor de gezondheid, verbetert de kwaliteit van de naad in vergelijking met elektrische boogmethoden.
De nadelen van MIG zijn onder meer omvangrijkheid (een massieve gasfles en een draadtoevoersysteem naar de brander zijn vereist) en de onmogelijkheid om bij harde wind te werken die gas uit de laszone blaast.
Rijst. 9 Lassen van dunwandige profielbuizen in een omgeving met inert gas
Gereedschap en uitrusting
De techniek van handmatig booglassen is relatief eenvoudig en wordt uitgevoerd met behulp van gespecialiseerde apparatuur en elektroden.Je hebt ook hulpgereedschap en beschermingsmiddelen nodig.





Soorten apparatuur
Er zijn drie soorten apparaten die kunnen worden gebruikt voor doe-het-zelf booglassen:
- transformatoren. Het werkingsprincipe van dergelijke apparaten is gebaseerd op wisselstroom. Opgemerkt moet worden dat ze vrij zwaar zijn, in staat zijn om plotselinge veranderingen in de spanning in het algemene elektrische netwerk te veroorzaken en erg luidruchtig zijn. Het is best lastig om een egale naad op een transformator te maken; alleen ervaren lassers kunnen dit. Maar als beginnende vakmensen zijn opgeleid in booglassen met behulp van een transformator, dan zal het veel gemakkelijker zijn om met andere apparatuur te werken;
- gelijkrichters. De werking van de apparaten wordt verzorgd door halfgeleiderdiodes. Eenheden van dit type zetten wisselstroom om in gelijkstroom. Dit zijn veelzijdige apparaten. Vrijwel alle elektroden zijn hiervoor geschikt en er kan op verschillende metalen gelast worden. In vergelijking met een transformator is het lasproces veel eenvoudiger en blijft de boogstabiliteit behouden;
- omvormers. Ze werken bijna geruisloos. Eenvoudig in gebruik door compactheid en automatisch verstelsysteem. Tijdens bedrijf produceert het apparaat een hoogvermogen gelijkstroom door de wisselstroom om te zetten.
Van alle apparaten worden omvormers als de beste beschouwd. Ze creëren een stabiele boog, zelfs tijdens stroompieken en zijn multifunctioneel.
Gereedschap en uitrusting
Voordat u gaat lassen met elektrisch booglassen, moet u eerst persoonlijke beschermingsmiddelen en gereedschappen voorbereiden:
- apparaat om te lassen en elektroden eraan.Degenen die net lasvaardigheden leren, moeten meer elektroden voorbereiden;
- hulpgereedschappen. De booglastechniek omvat het verwijderen van de slak die is ontstaan tijdens het lassen, en hiervoor heb je een hamer en een borstel voor metaal nodig;
- beschermende kleding. Begin niet met lassen zonder een speciaal masker, handschoenen en beschermende kleding van dichte materialen. Het is niet de moeite waard om dergelijke middelen te verwaarlozen, omdat de veiligheid van mensen ervan afhangt.
Als u voor het eerst met het apparaat werkt en wilt leren hoe u goed kunt lassen met handmatig booglassen, is het raadzaam om de training van metalen elementen vooraf voor te bereiden.
Veelvoorkomende beginnersfouten
Schema van booglassen.
Het is gebruikelijk dat beginnende lassers fouten maken die verband houden met onwetendheid over de basisprincipes van het gebruik van lasapparatuur. Beginners weten bijvoorbeeld misschien niet hoe ze de juiste polariteit moeten kiezen voor het lassen met een inverter, wat zal leiden tot een slechte verbindingsvorming of zelfs doorbranden van het onderdeel.
De volgende hoofdfouten zijn te onderscheiden:
- verwaarlozing van veiligheidsmaatregelen;
- verkeerde keuze van lasapparaat;
- het gebruik van elektroden van lage kwaliteit of onvoorbereid;
- werk zonder proefnaden.
Voor beginners moet één functie apart worden vermeld als u Resant kookt door te lassen. Deze apparatuur is erg populair, maar heeft korte aansluitkabels, wat onhandig in het gebruik kan zijn.
Soorten lasmachines
Er is een groot aantal modellen lasmachines van verschillende typen op de markt.
Van al hun verscheidenheid:
- transformatoren;
- gelijkrichters;
- omvormers;
- halfautomatisch;
- automatische machines;
- plasma;
In een thuiswerkplaats worden transformatoren het meest gebruikt vanwege hun lage prijs en omvormers vanwege hun eenvoud en gebruiksgemak. De rest vereist ofwel speciale arbeidsvoorwaarden, die alleen in productie kunnen worden bereikt, ofwel speciale training en langdurige verwerving van vaardigheden.
transformator
Het apparaat van dergelijke apparaten is uiterst eenvoudig - het is een krachtige step-down transformator, in de secundaire wikkeling waarvan een werkend elektrisch circuit is opgenomen.

transformator lasmachine:
Transformator voordelen:
- bescheidenheid;
- overlevingskansen;
- eenvoud;
- goedkoopheid.
Gebreken
- zeer groot gewicht en afmetingen;
- lage boogstabiliteit;
- werken met wisselstroom;
- spanningspieken veroorzaakt.
Zo'n apparaat vereist vaardigheid en uitgebreide ervaring van de lasser. Om een beginnende lasser goed te leren lassen is het niet geschikt.
omvormers
Het inverterapparaat heeft een veel complexer ontwerp. De invertereenheid converteert herhaaldelijk de ingangsnetspanning en brengt de parameters naar de vereiste parameters. Door de transformatie van hoogfrequente stroom zijn de afmetingen en het gewicht van de transformator vele malen kleiner.

omvormer
Voordelen van de omvormer:
- laag gewicht en afmetingen;
- gestabiliseerde spanning en stroom in het circuit;
- extra functies van anti-kleef en hot start;
- de mogelijkheid om de stroom- en boogparameters te verfijnen;
- veroorzaakt geen spanningspieken in het voedingsnet.
De omvormer heeft ook nadelen:
- hoge prijs;
- lage vorstbestendigheid.
Goed leren koken kun je het beste beginnen met een omvormer.De stabiliteit van de boogparameters en extra functies die het starten gemakkelijker maken en "plakken" voorkomen, stellen de beginner in staat zich op de naad te concentreren en de technologie snel onder de knie te krijgen.



Elektrische lastechniek
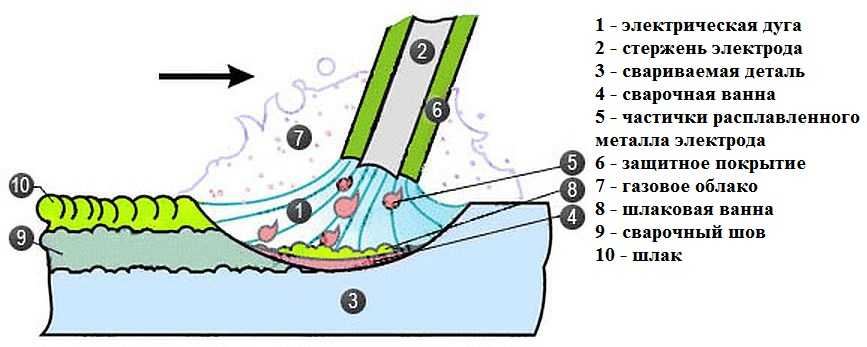
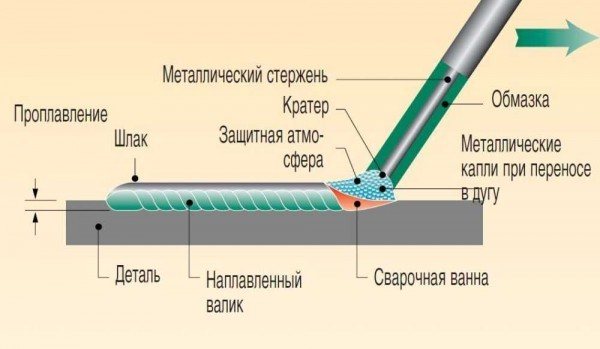
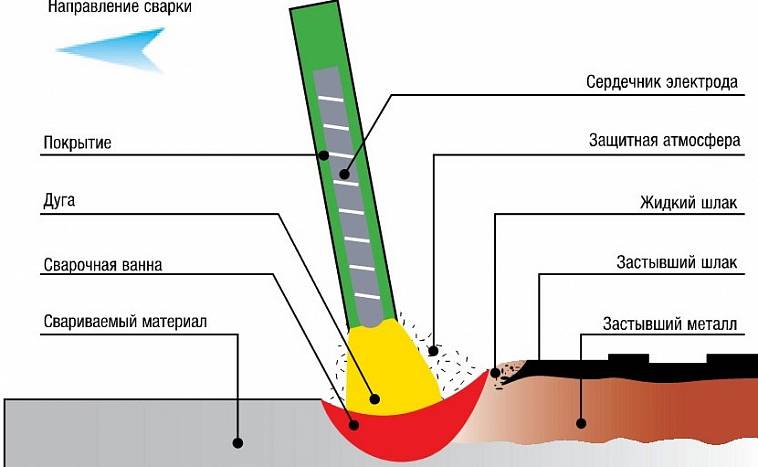
Elektrisch lassen is een proces dat plaatsvindt onder invloed van hoge temperaturen, boven het smelten van het metaal. Als gevolg van het lassen wordt op het metalen oppervlak een zogenaamd lasbad gevormd, dat wordt gevuld met een gesmolten elektrode, waardoor een las ontstaat.
Daarom zijn de belangrijkste voorwaarden voor de uitvoering van elektrisch lassen het ontsteken van de elektrodeboog, het smelten van het metaal op de te lassen werkstukken en het ermee vullen van het smeltbad. Het lijkt er in alle eenvoud op dat het erg moeilijk is voor een onvoorbereid persoon om dit te doen. Eerst moet u begrijpen hoe snel de elektrode brandt, en dit hangt af van de diameter en de stroomsterkte, en ook slakken kunnen onderscheiden tijdens het lassen van metaal.
Bovendien is het noodzakelijk om een uniforme snelheid en de juiste beweging van de elektrode tijdens het lassen (van links naar rechts) te handhaven, zodat de las soepel en betrouwbaar is en bestand is tegen breukbelastingen.
Hoe maak je een boog aan?
De ontwikkeling van elektrisch lassen moet beginnen met de juiste ontsteking van de boog. Trainen kan het beste op een onnodig stuk metaal, maar het mag niet roestig zijn, omdat dit de taak ernstig bemoeilijkt en een beginnende lasser in verwarring kan brengen.
Er zijn twee eenvoudige manieren om een boog te starten:
- Door de elektrode snel op het oppervlak van het werkstuk aan te raken en deze vervolgens tot een afstand van 2-3 mm omhoog te trekken. Als u de elektrode van het metaal erboven tilt, kan de boog verdwijnen of te onstabiel worden;
- De elektrode op het oppervlak van het te lassen werkstuk slaan, alsof u een lucifer aansteekt.Het is noodzakelijk om het metaal aan te raken met de punt van de elektrode en deze 2-3 cm langs het oppervlak (in de richting van de lasplaats) te trekken totdat de boog ontsteekt.
De tweede methode van boogontsteking is het meest geschikt voor beginnende elektrische lassers, omdat het de eenvoudigste is. Ook verwarmt korte-termijnbegeleiding op metaal de elektrode, en dan wordt het veel gemakkelijker om ermee te koken.
Na het ontsteken van de boog moet deze zo dicht mogelijk bij het oppervlak van het werkstuk worden gehouden, op een afstand van niet meer dan 0,5 cm Bovendien moet deze afstand altijd ongeveer gelijk worden gehouden, anders zal de las lelijk en ongelijk zijn.
Lassen snelheid:
De snelheid van de elektrode hangt af van de dikte van het te lassen metaal. Dienovereenkomstig, hoe dunner het is, hoe sneller de lassnelheid is, en vice versa. Ervaring hierin zal met de tijd komen, wanneer je leert een boog aan te steken en min of meer begint te koken. Onderstaande afbeeldingen tonen illustratieve voorbeelden waardoor u kunt begrijpen met welke snelheid het lassen is uitgevoerd.
Als het langzaam gaat, blijkt de lasnaad dik te zijn en zijn de randen sterk gesmolten. Als de elektrode daarentegen te snel wordt aangedreven, is de naad zwak en dun, evenals ongelijk. Bij de juiste lassnelheid vult het metaal het smeltbad volledig.
Bovendien moet u bij het oefenen met lassen de juiste hoek van de elektrode ten opzichte van het metalen oppervlak in de gaten houden. De hoek moet ongeveer 70 graden zijn en kan indien nodig worden gewijzigd. Tijdens de vorming van de las kan de beweging van de elektrode longitudinaal, translatie en oscillerend zijn, van links naar rechts.
Met elk van deze elektrodegeleidingstechnieken kunt u de gewenste naad bereiken, de breedte verkleinen of vergroten en ook enkele andere parameters wijzigen.