
- Pijpbuiggereedschappen
- buigen plaat
- Doorn buigen
- Profiel buigen toepassing:
- Buigen met of zonder zelfgemaakte apparatuur
- Hulpmethoden voor pijpbuigen
- Wat kan worden gebogen en wat niet?
- Het juiste gereedschap kiezen
- Classificatie van pijpenbuigers
- Pijpbuigtechnologie
- Eenvoudige manieren om pijpen te buigen
- Met de hand gebogen
- De hete methode gebruiken
- We gebruiken vulstoffen - zand en water
- Warmtebehandelingsmethode:
- Buigradii buis
- Buigradii buis
- Hoe u thuis met een pijpenbuiger werkt
Pijpbuiggereedschappen
De vraag hoe een pijp te buigen zonder een pijpenbuiger zal geen problemen veroorzaken als u de eenvoudigste apparaten gebruikt om deze bewerking uit te voeren. U kunt buizen koud buigen met behulp van de volgende apparaten.
- In gevallen waarin het nodig is om een zachte (aluminium) of stalen buis met een profielhoogte van niet meer dan 10 mm te buigen, wordt een horizontale plaat met gaten gebruikt, waarin aanslagen worden gestoken - metalen pennen. Met behulp van deze pinnen worden producten gebogen volgens de vereiste parameters. Deze methode heeft twee ernstige nadelen: de lage nauwkeurigheid van buigen, evenals het feit dat het bij gebruik ervan een aanzienlijke fysieke inspanning vereist.
- Producten met een profielhoogte van 25 mm kunnen het beste worden gebogen met rolopspanningen. De buis zit stevig vast in een bankschroef en er wordt kracht uitgeoefend op dat deel dat moet worden gebogen met een speciale rol. Met dit apparaat kun je een betere bocht maken, maar het vereist ook fysieke inspanning.

Optie, zoals ze zeggen, haastig. De lange hendel van dit uiterst eenvoudige apparaat stelt u in staat om vrij dikke buizen aan te pakken.
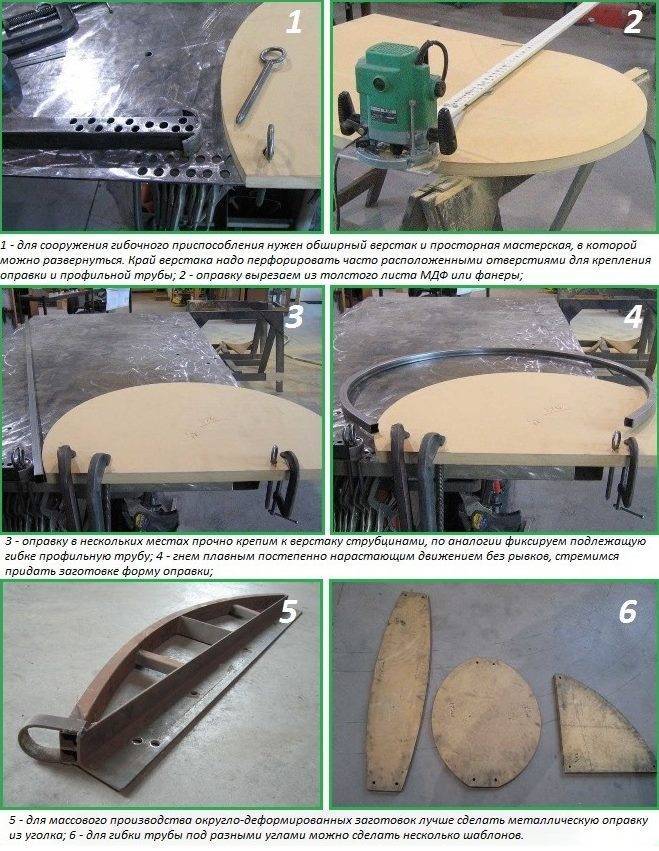
Om een bocht met een grote kromtestraal te vormen op stalen of aluminium gegolfde buizen, worden vaste ronde sjablonen gebruikt, waarop speciale klemmen worden gemonteerd om het product te bevestigen. Op een dergelijke inrichting wordt de buis ook handmatig gebogen, waarbij deze met kracht in de groef van de sjabloon wordt gelegd, waarvan de vorm exact overeenkomt met de vereiste buigradius.

Multiplex en metalen nietjes zijn alles wat je nodig hebt om een buigsjabloon te maken
buigen plaat
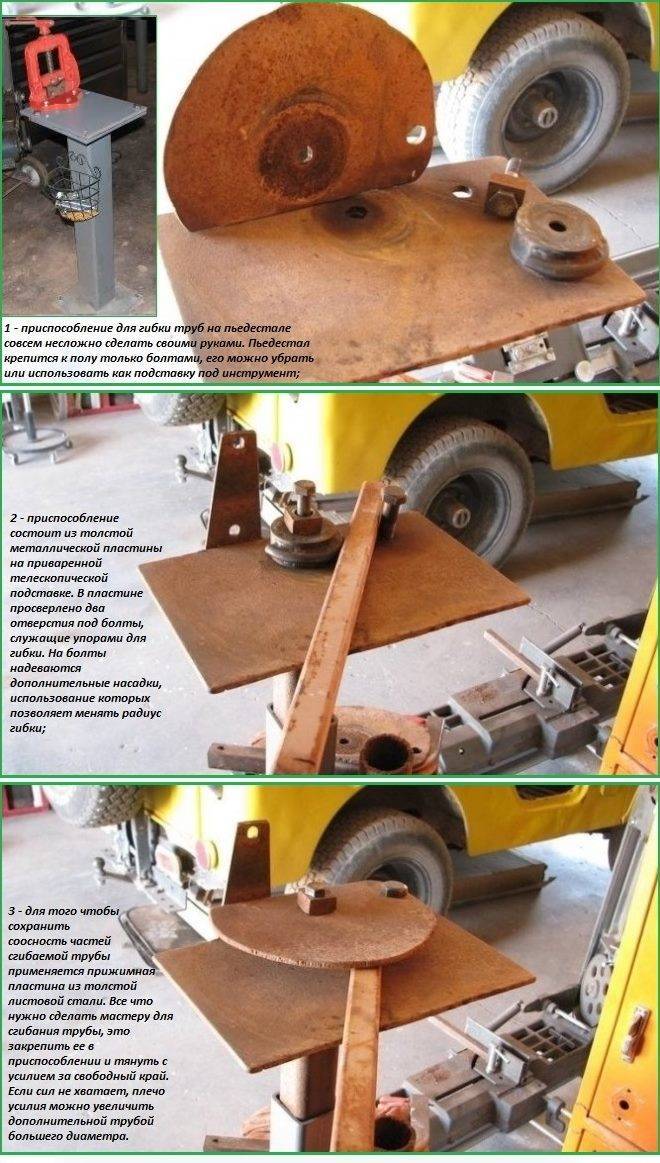
Om thuis effectief stalen of aluminium buizen te buigen, kunt u een verbeterde buigplaat maken met behulp van de volgende richtlijnen.
- De rol van zo'n plaat wordt gespeeld door een paneel, dat uit plaatwerk van grote dikte is gesneden.
- Het op deze manier gemaakte paneel wordt aan het rek gelast, dat op een speciaal voetstuk is geïnstalleerd.
- In het paneel zijn twee gaten geboord die nodig zijn voor het monteren van bouten die dienen als aanslagen voor de profielbuis.
- Op een van de stopbouten is een speciaal mondstuk geïnstalleerd, met behulp waarvan de buigradius wordt aangepast.
- Om de uitlijning van de pijpsecties naast de bocht te verzekeren, wordt een metalen plaat boven het werkstuk geplaatst, bevestigd met bouten.
Doorn buigen
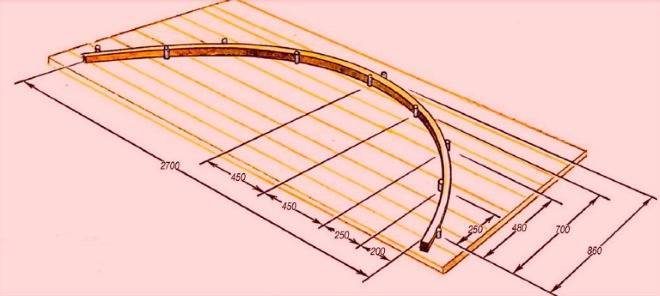
Voor het thuis buigen van profielbuisproducten waarvan de wandhoogte niet groter is dan 25 mm, kan een speciale doorn worden gemaakt. Voor deze doeleinden is het beter om een algehele werkbank te gebruiken, op het oppervlak waarvan er voldoende ruimte is voor een dergelijk apparaat. Om de optimale locatie te kiezen van het element dat de buigbare buis bevestigt, worden vaak gaten gemaakt aan het ene uiteinde van de werkbank. Een speciale sjabloon zorgt voor de vereiste buigradius van de gegolfde buis, die kan worden gemaakt van dik multiplex of een metalen hoek als u deze vaak gaat gebruiken.
Profiel buigen toepassing:
Als u veel werk heeft aan het buigen van profielbuizen, is het natuurlijk beter om hiervoor een speciale machine te maken, waarvan de tekeningen gemakkelijk te vinden zijn op internet. We zullen dit probleem hier niet analyseren, omdat het in meer dan detail wordt besproken in de artikelen op de onderstaande links.

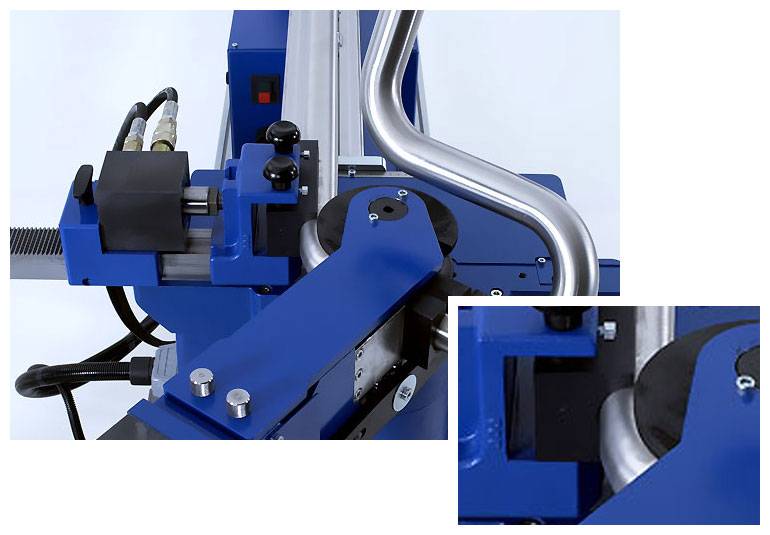
U kunt niet zonder zo'n machine, zelfs als u buizen met een groot profielgedeelte moet buigen. De belangrijkste werklichamen van een dergelijke machine, die wordt gekenmerkt door een grote veelzijdigheid, zijn drie rollen, waarvan er twee onbeweeglijk zijn vastgezet, en door de positie van de derde te veranderen, wordt de buigradius van het product aangepast. Als aandrijving voor een dergelijke inrichting wordt gebruik gemaakt van een kettingaandrijving en een door de bediener gedraaide handgreep.
Gebogen leidingen kunnen nodig zijn bij het installeren van verwarmingstoestellen, sanitair, bij het installeren van leidingen in een huis, enz. Als u de benodigde stukken buizen al gebogen niet heeft gekocht, kunt u ze thuis zelf buigen.Het enige dat fout kan gaan, is het naar binnen buigen van de buis en het breken ervan, aangezien het metaal van het product bij het buigen zowel compressie als spanning ervaart. En om dit niet te laten gebeuren, moet u zich aan de volgende tips houden.
Buigen met of zonder zelfgemaakte apparatuur
Deze optie is gebruikelijk, omdat een krik een zeer populair hulpmiddel is dat de meeste automobilisten hebben. Het is perfect voor het thuis buigen van gewalst metaal. Volgens het werkingsprincipe is deze methode vergelijkbaar met een kruisboogpijpenbuiger. De pijp is op drie punten bevestigd, waarvan twee aanslagen, en de derde is de krikstang.
Een haakse slijper (slijpmachine) gebruiken voor het buigen van profielbuizen
Deze methode werkt met een rechthoekig profielprofiel. Er zijn verschillende sneden gemaakt langs drie muren, de vierde blijft onaangeroerd. Door het verschijnen van sneden wordt de buis gemakkelijk gebogen, waarna de sneden worden gelast en gepolijst.







![§ 29. Pijpbuigen [1980 Makienko N.I. - algemene cursus loodgieterij]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Zelfgemaakte pijpenbuiger
Uitstekend geschikt voor het verkrijgen van een bocht met grote diameter op een profielbuis. Het is handig voor hen om bijvoorbeeld een pijp voor kassen te buigen. Een stuk metaal wordt op rollen bevestigd, geperst en gewalst. Dan wordt het weer strakker en rolt het weer. Het resultaat is een grote uniforme buigradius.
Hulpmethoden voor pijpbuigen
Vulling
Een vulmiddel wordt in de buis geplaatst om de interne ruimte te vullen. In dit geval zijn de uiteinden goed afgedicht, hiervoor kunt u lassen gebruiken. Door het gebruik van vulmiddel kunt u het interne volume "repareren". Vermijd bij het buigen het verschijnen van "golven", "ribbels" aan de binnenkant van de hoek en maak de bocht soepeler.Als vulstof wordt vaak gekozen voor zuiver kwartszand.
Warmte. Toename van de taaiheid van het metaal tijdens het buigen
Het verwarmde metaal wordt zachter naarmate de temperatuur hoger is. Pijpmetaal wordt verwarmd met behulp van gasbranders, inductieverwarming en elke andere beschikbare methode. De verwarmingstemperatuur is afhankelijk van het metaal. Laaggelegeerd en gewoon standaardstaal wordt verhit tot ~500 graden Celsius.
Met deze methoden kunt u thuis een metalen pijp met uw eigen handen buigen zonder het gebruik van gespecialiseerde apparatuur en goede resultaten behalen.
Wat kan worden gebogen en wat niet?
Veel landgenoten vragen zich af of het mogelijk is om polypropyleen buizen te buigen en hoe dit correct te doen ().
Overweeg welke materialen onderhevig zijn aan mechanische vervorming zonder afbreuk te doen aan de latere bewerking, en welke niet.
Het is mogelijk om bijna alle metalen producten te buigen, waaronder aluminium, koperen en stalen buizen van verschillende diameters. Het is moeilijker om de configuratie van roestvrij staal en soortgelijke harde legeringen te veranderen.
Voor de juiste vervorming van alle metalen zonder uitzondering is een speciale pijpbuigmachine nodig. Het gebruik van een speciale machine zorgt niet alleen voor een optimale kwaliteit van de bocht, maar stelt u ook in staat om de taak met minimale fysieke inspanning te voltooien.
Sommige loodgieters verwarmen polypropyleen met een industriële haardroger om fittingen te sparen en buigen het in de gewenste vorm. Het is onpraktisch om dit te doen, omdat door vervorming in combinatie met verwarming een gebogen kunststof buis een ongelijkmatige wanddikte aan de buiten- en binnenradius zal hebben.
Als gevolg hiervan zal de werking van de aangelegde waterleiding van korte duur zijn, omdat onder de druk van het vloeibare medium na verloop van tijd scheuren in de dunne wand zullen ontstaan.
Het juiste gereedschap kiezen
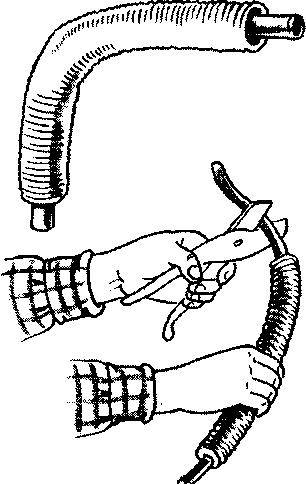
De veer is een effectief hulpmiddel bij het werken met metaal-kunststof. Er zijn twee soorten veren op de markt: extern en intern. Beide soorten gereedschappen onderscheiden zich door een betaalbare prijs. Het gereedschap moet worden geselecteerd op basis van de buiten- of binnendiameter van de buis.
Het apparaat is gemaakt van gepolijst staal. Door het gladde oppervlak van de spoelen kunt u de veer uit de gebogen buis verwijderen. Het gebruik van een veer maakt het mogelijk om in de hele bocht dezelfde doorsnedediameter te garanderen.
Een pijpenbuiger is een breed scala aan machines of apparaten die zijn ontworpen om gewalst metaal te vervormen, rekening houdend met de vereiste buighoek en straal. De apparaten worden actief gebruikt bij de constructie van pijpleidingen voor verschillende doeleinden van verschillende configuraties en afmetingen.
Classificatie van pijpenbuigers
Alle moderne pijpenbuigers voldoen aan de volgende eisen:
- de mogelijkheid om onder een hoek van maximaal 180 graden te buigen;
- het vermogen om te werken met buizen gemaakt van verschillende materialen, waaronder aluminium, koper, staal en polymeersamenstellingen.
Dergelijke apparatuur is, afhankelijk van het gebruikte type aandrijving, onderverdeeld in de volgende categorieën:
- Handmatige aanpassingen
worden in de regel toegepast om te werken met buizen met een kleine diameter. Het apparaat wordt aangedreven door een kraag, waarop een aanzienlijke spierinspanning wordt uitgeoefend. - Hydraulische Modificaties
is de beste keuze voor het werken met buizen waarvan de diameter niet groter is dan 3 inch.Door de bediening van hydraulische apparaten kunt u zonder overmatige fysieke inspanning met leidingen werken. Er zijn mobiele en stationaire hydraulische pijpenbuigers op de markt. - Elektromechanische modificaties
gepresenteerd op de markt met universele apparaten die zijn ontworpen om zeer nauwkeurig te buigen. Het belangrijkste voordeel van dergelijke pijpenbuigers is de mogelijkheid om met dunwandig gewalst metaal te werken zonder gevaar voor schade.
Afhankelijk van de buigmethode en de configuratie van het werkende onderdeel, kan het gereedschap zijn:
Kruisboog
, waarbij een vervangbare metalen geleidingsmal wordt gebruikt als vervormingselement, die is geselecteerd voor een bepaalde buisdiameter.

Segment
, waar gewalst metaal wordt getrokken door een speciaal segment dat de pijp om zich heen wikkelt.

Op de foto - een doornmachine
Dornov
, waar gewerkt wordt met gewalst metaal zowel van buitenaf als van binnenuit de buis. Met deze functie kan het apparaat worden gebruikt om de configuratie van dunwandige buizen te wijzigen zonder het risico van metaalbreuk of rimpels langs de binnendiameter.








Pijpbuigtechnologie
De instructie voor het wijzigen van de configuratie van leidingen door middel van een externe veer is als volgt:
- De veer wordt op metaalplastic gezet;
- Vervolgens wordt de buis met beide handen op een afstand van 20 cm van de veer vastgepakt en gebogen totdat de gewenste hoek is verkregen;
- Nadat de gewenste hoek is verkregen, draait de veer om zijn as en wordt deze verwijderd.

Het gebruik van een interne veer is anders omdat het apparaat vanaf de rand van de buis wordt ingebracht, waar het vervolgens kan worden uitgetrokken.
Het gebogen uiteinde van de pijp kan worden verkregen met behulp van een pijpenbuiger. In dit geval wordt het apparaat, in overeenstemming met zijn wijziging, geconfigureerd volgens de vereiste parameters. Vervolgens wordt de buis in de opneemopening gestoken en wordt het apparaat aangedreven door een of andere aandrijving.
Eenvoudige manieren om pijpen te buigen
Met de hand gebogen
Wanhoop niet als u een complexe constructie moet installeren met gebogen buizen, maar er is geen professioneel hulpmiddel beschikbaar. Ook als het niet mogelijk was om vooraf blanks met de gewenste buighoek aan te schaffen, kunt u onderdelen voor het werk zelf, thuis en met een minimum aan gereedschap maken.
Hoe je te gedragen? Pak de structuur met je handen vast, houd hem stevig vast en buig hem geleidelijk. Pas op dat u het onderdeel niet beschadigt. Beweeg soepel, centimeter voor centimeter, langs de lengte van de buis. U moet de manipulatie herhalen in 5-6 benaderingen. Handmatig werken is niet in alle gevallen geschikt, aangezien het buigen van bijvoorbeeld een aluminium buis veel gemakkelijker is dan hetzelfde te doen met een metalen product.
De buis kan worden gebogen zonder pijpenbuiger - met de hand
De handmatige methode is effectief bij het werken met buizen met een diameter van 16-20 mm. Met een grotere snede zal het proces rekken en omslachtiger zijn, maar dit is echt.
De hete methode gebruiken
We hebben aluminium bedacht, maar hoe buig je zelf een metalen pijp zodat het resultaat niet teleurstelt? Een gasbrander lost het probleem op.
Actie-algoritme:
- We bevestigen het metalen segment in een bankschroef.
- We warmen het gedeelte van de toekomstige bocht op.
- Wanneer de schaal verschijnt, gaat u verder met buigen.
Hoe weet je wanneer je moet beginnen met werken? Als het materiaal aluminium is, houdt u een vel papier dicht bij het oppervlak van de buis. Het signaal is de ontsteking of het verschijnen van rook.Als er ander metaal is, wordt het verwarmde gebied rood.
Let op: de verwarmingsmethode is niet geschikt voor het werken met gegalvaniseerde onderdelen - beschadiging van de coating is gegarandeerd, de coating wordt onbruikbaar

Verwarmen is een effectieve manier om leidingen veilig te buigen
We gebruiken vulstoffen - zand en water
Het gebruik van vulstoffen maakt het mogelijk om zowel de ribbelbuis als aluminium stukken met een grote diameter te buigen.
Hoe te werken met zand:
- we vullen het zand in de structuur, plaatsen pluggen op de uiteinden van de buis (let op de dichtheid);
- bevestig het onderdeel in een bankschroef;
- we verwarmen de plaats van de bocht met een soldeerbout of een gasbrander;
- wanneer het gebied opwarmt, buigt u de structuur met een rubberen hamer of een houten hamer en tikt u zachtjes op het verwarmde oppervlak;
- na voltooiing van de manipulaties verwijderen we de pluggen, verwijderen we het zand uit de holtes - alles is klaar.
Zand beschermt de buis tegen vervorming en ongelijkmatige buiging.

Pas op voor de dichtheid van de afsluiting van leidingen bij het werken met zand en water
Het principe van werken met water is bijna identiek - we gieten water in het onderdeel, plaatsen pluggen. Voordat u een PVC-buis of een product van een ander materiaal buigt, laat u het water bevriezen (stel het bloot aan vorst of plaats het in de koelkast). Bij bevriezing van de vloeistof geven we met translatiebewegingen de constructie de gewenste buigradius.
![§ 29. Pijpbuigen [1980 Makienko N.I. - algemene cursus loodgieterij]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Volgens dit principe kun je zowel een plaat metaal tot een pijp buigen (alleen zonder gebruik van water en zand), als de pijp zelf buigen.
Warmtebehandelingsmethode:

Wat betreft de metalen pijp, je assistent zou een gasbrander moeten zijn. We handelen in fasen.
- Met behulp van een bankschroef wordt het metalen gedeelte van de buis gefixeerd.
- Het beoogde gedeelte van de bocht wordt verwarmd met een gasbrander.
- Na het verschijnen van schaal, voeren we een bocht uit.
Het is belangrijk om het moment van het begin van de bocht te vangen. Als de pijp van aluminium is, is het noodzakelijk om er een vel papier naar toe te brengen
Als het oplicht of rookt, kun je beginnen. Als de buis van een ander metaal is gemaakt, zal het gebied dat tijdens het verwarmingsproces rood wordt, als een signaal dienen. De warmtebehandelingsmethode kan niet worden gebruikt bij het buigen van gegalvaniseerde buizen. Hoge temperaturen beschadigen de coating en maken de coating onbruikbaar. Je moet weten dat als we het hebben over het buigen van een vierkante pijp, je niet zonder een krachtige steekvlam of brander kunt. En nog belangrijker, helemaal aan het begin van het werk wordt zo'n product van alle kanten verwarmd.
Buigradii buis
Buigradii buis
Het buigen van buizen is een technologisch proces, waardoor onder invloed van externe belastingen de helling van de geometrische as van de buis verandert. In dit geval treden elastische en elastisch-plastische vervormingen op in het metaal van de buiswanden. Trekspanningen treden op op het buitenste deel van de camber en drukspanningen op het binnenste deel. Als gevolg van deze spanningen wordt de buitenwand van de buis ten opzichte van de buigas uitgerekt en de binnenwand samengedrukt. Tijdens het buigen van de buis treedt een verandering in de vorm van de doorsnede op - het aanvankelijke ringvormige profiel van de buis verandert in een ovale. De grootste ovaliteit van de sectie wordt waargenomen in het centrale deel van de camber en neemt af naar het begin en einde van de camber. Dit wordt verklaard door het feit dat de grootste trek- en drukspanningen tijdens het buigen optreden in het centrale deel van de bocht. De ovaliteit van de sectie in de bocht mag niet groter zijn dan: voor buizen met een diameter tot 19 mm - 15%, voor buizen met een diameter van 20 mm of meer - 12,5%. De ovaliteit van de sectie Q in procenten wordt bepaald door de formule:
waarbij Dmax, Dmin, Dnom de maximale, minimale en nominale buitendiameters van de pijpen in de bocht zijn.
Naast de vorming van ovaliteit tijdens het buigen, vooral bij dunwandige buizen, verschijnen er soms plooien (ribbels) op het concave deel van de bocht. Ovaliteit en rimpels hebben een nadelige invloed op de werking van de pijpleiding, omdat ze het stroomgebied verkleinen, de hydraulische weerstand vergroten en meestal de plaats zijn van verstopping en verhoogde corrosie van de pijpleiding.
In overeenstemming met de vereisten van Gosgortekhnadzor moeten de buigstralen van stalen buizen, bochten, compensatoren en andere gebogen elementen van pijpleidingen ten minste de volgende waarden hebben:
bij buigen met voorvulling met zand en met verwarming - minimaal 3,5 DH.
bij het buigen op pijpbuigmachines in koude toestand zonder schuren - minimaal 4DH,
bij het buigen met halfgegolfde vouwen (aan één kant) zonder zandvulling, verwarmd door gasbranders of in speciale ovens - minimaal 2,5 DH,
voor gebogen bochten gemaakt door warmtrekken of stampen, ten minste één DH.
Het is toegestaan om buizen te buigen met een buigradius die kleiner is dan die aangegeven in de eerste drie alinea's, als de buigmethode een verdunning van de wand garandeert met niet meer dan 15% van de dikte die vereist is voor de berekening.
De volgende hoofdmethoden voor het buigen van pijpen worden gebruikt in depots en fabrieken voor de aankoop van pijpen, evenals op installatielocaties: koud buigen op pijpbuigmachines en armaturen, heet buigen op pijpbuigmachines met verwarming in ovens of hoogfrequente stromen, buigen met plooien , buigen in heet zand gevulde toestand.
De lengte van de pijp L, die nodig is om een gebogen element te verkrijgen, wordt bepaald door de formule:
L = 0,0175 Rα + l,
waarbij R de buigradius van de pijp is, mm;
α—pijpbuighoek, graden;
l - een recht stuk van 100-300 mm lang, nodig om de buis vast te pakken tijdens het buigen (afhankelijk van het ontwerp van de apparatuur).
1. Noem de toleranties voor de ovaliteit van de buissectie.








2. Hoe wordt ovaliteit berekend als een percentage?
3. Welke buigradii zijn toegestaan volgens de vereisten van Gosgortekhnadzor bij het buigen van buizen op verschillende manieren?
4. Hoe de lengte van de buis bepalen om een gebogen element te verkrijgen?
Alle materialen van de rubriek "Leidingverwerking" :
● Leidingen reinigen en rechttrekken
● Flensen van buisuiteinden, fittingen en gaten
● Draadsnijden en draadrollen op buizen
● Buigradii●
● Koud buigen van buizen
● Hete pijp buigen
● Snijden en bewerken van buiseinden
● Verwerking van non-ferro buizen
● Verwerking van kunststof en glazen buizen
● Voorbereiding en revisie van fittingen
● Productie van pakkingen in pijpshops en werkplaatsen
● Veiligheidsvoorschriften voor pijpverwerking
Hoe u thuis met een pijpenbuiger werkt
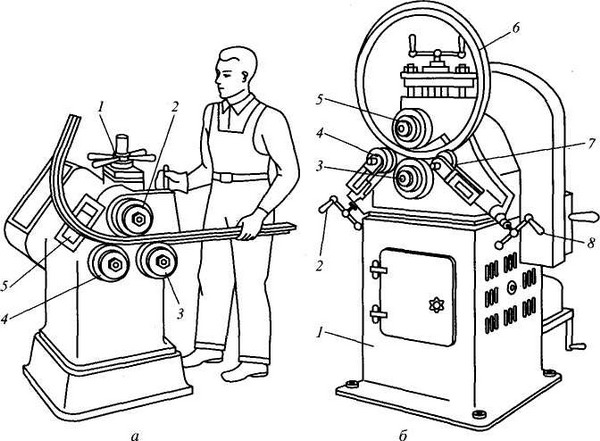
Pijpbuigers worden speciale mechanismen genoemd, die worden gekenmerkt door een ander werkingsprincipe. Met hun hulp wordt handmatig en mechanisch buigen van buizen van profiel en ronde sectie gerealiseerd in productie of thuis.
Voor het buigen van kunststof dunwandige aluminium producten met een kleine diameter zijn er de volgende soorten handmatige pijpenbuigers:
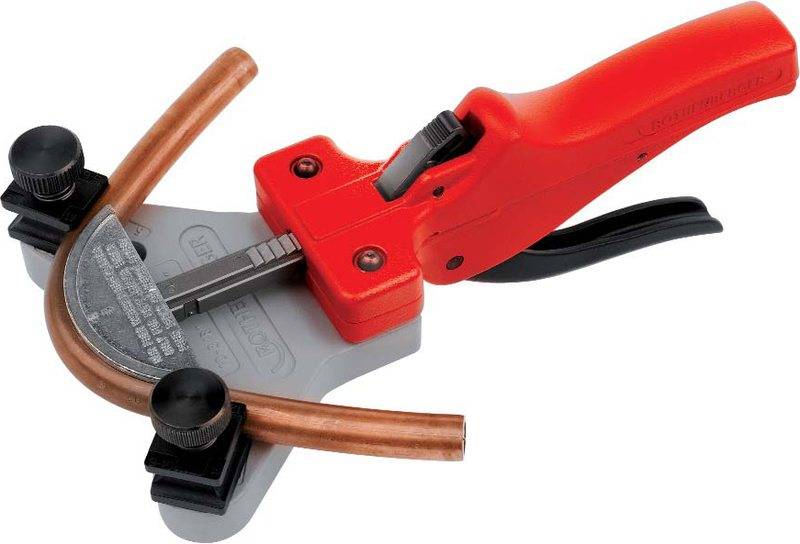
- Hefboom. Dit mechanisme wordt ook wel de Volnov-machine genoemd. Voor het leggen van het werkstuk biedt het een speciale vorm. Het buigproces zelf vereist geen verwarming van de buis en wordt uitgevoerd door een hefboomwerking.De vorm komt overeen met een bepaalde diameter.
- Kruisboog. De structuur waarin het werkstuk is bevestigd, is uitgerust met een buigsegment dat door het midden van de buis duwt vanaf de tegenoverliggende zijde van de uiteinden.
- Lente. Voor het buigen is de buis uitgerust met een veer, die in het product wordt gelegd. Verder kan het werkstuk worden verwarmd of kan een koude buigmethode worden gebruikt. Aan het einde van de procedure moet de veer worden verwijderd.

Met behulp van machinaal buigen is het mogelijk om het probleem op te lossen van het buigen en rechttrekken van een aluminium buis met verschillende diameters en vormen. Het risico op schade wordt tot bijna nul gereduceerd.








Deze mechanismen kunnen een elektromechanisch of hydraulisch werkingsprincipe hebben, wat een nauwkeurig resultaat van het werk garandeert, in overeenstemming met de gestelde eisen.



