
- Proces complexiteit
- Sector lassen
- Met behulp van zand
- buig in de boom
- Bekijk overzicht
- Bij wijze van plaatsing
- Type aandrijving
- Ovale bescherming
- Tekening van een typische machine
- Veer om te buigen
- Kenmerken van het assortiment buigprofielen
- Thuis werken zonder machine
- Wat is het probleem van profielbuigen?
- Welke eenheden kunnen de operatie vergemakkelijken?
- Optie # 1 - compacte handmatige pijpenbuigermodellen
- Optie #2 - elektrische pijpenbuigers voor de profs
- Fundamentele structurele elementen
- Beweging fabricageproces
- Productienuances
- Apparaten voor werk
- Doe-het-zelf pijpenbuiger
- Nadelen van zelfgemaakte machines
- De behoefte aan profielboekhouding
- Soorten buigen. We gebruiken een pijpenbuiger
- Methoden voor het buigen van buizen met grote diameters
- Pijpenbuiger voor producten met vierkante en rechthoekige profielen
- Soorten pijpenbuigers die kunnen worden gemaakt
- Rollenbuigmachines
- Een kruisboogpijpenbuiger maken
Proces complexiteit
Al het metallische materiaal kan gedeeltelijk of geheel gebogen zijn. Het proces van draaien wordt op twee manieren uitgevoerd:
- mechanische impact;
- metalen verwarming.

 Een rond metalen product heeft ongeveer even indicatoren. De profielbuis heeft echter een hoek van 90°.Een dergelijke hoek van de buis verstoort een rustige bocht, met als gevolg dat er verschillende plooien verschijnen, die vervolgens kunnen barsten of breken.
Een rond metalen product heeft ongeveer even indicatoren. De profielbuis heeft echter een hoek van 90°.Een dergelijke hoek van de buis verstoort een rustige bocht, met als gevolg dat er verschillende plooien verschijnen, die vervolgens kunnen barsten of breken.
Om het metaal niet te bederven, moet u duidelijk weten hoe u een profielpijp thuis moet buigen. Veel zomerbewoners, die de gevoeligheid van buigen niet kennen, besteden veel materiaal, dat bijgevolg wordt weggegooid.
Sector lassen
 Vaak weten mensen niet hoe ze roestvrijstalen buizen moeten buigen, omdat roestvrij materiaal een sterkere legering heeft dan gewoon staal. Dankzij professionele apparatuur is dit natuurlijk eenvoudig te doen. Maar wat als er niets voorhanden is dat voldoende mechanische druk kan leveren? Hier is het sectorlassen voor uitgevonden.
Vaak weten mensen niet hoe ze roestvrijstalen buizen moeten buigen, omdat roestvrij materiaal een sterkere legering heeft dan gewoon staal. Dankzij professionele apparatuur is dit natuurlijk eenvoudig te doen. Maar wat als er niets voorhanden is dat voldoende mechanische druk kan leveren? Hier is het sectorlassen voor uitgevonden.
Het principe is dat het profielproduct aan één zijde op gelijke afstanden wordt gevijld, waarna het materiaal in de gewenste richting wordt gebogen en de sleuven worden gelast
In dit geval is het belangrijk om te weten dat de professionele pijp meestal dunwandig is en wanneer de sleuven in de buurt zijn, is deze heel gemakkelijk door te branden
 Mensen met weinig ervaring met het gereedschap missen vaak de bezuinigingen, waardoor ze extreem vaak of zeldzaam zijn. Om ervoor te zorgen dat de opmaak correct is, kunt u een ander elastisch vierkant materiaal nemen en dit als sjabloon gebruiken.
Mensen met weinig ervaring met het gereedschap missen vaak de bezuinigingen, waardoor ze extreem vaak of zeldzaam zijn. Om ervoor te zorgen dat de opmaak correct is, kunt u een ander elastisch vierkant materiaal nemen en dit als sjabloon gebruiken.
Heb je een gasbrander bij de hand, dan kan het profielmateriaal door verhitting gebogen worden. Als het metaal eenmaal heet is, trekt het gemakkelijker krom, waardoor kreuken aan de binnenkant van de muur worden voorkomen. Als de buigradius klein is, kun je rondkomen met een conventionele klem. Maar als een preciezere bocht nodig is, is een geleidewand vereist.
Met behulp van zand
Om van een gebogen profielbuis een product te maken, kunt u zand gebruiken. Het uiteinde van het materiaal is goed gesloten met een speciale plastic of koperen huls. Daarna wordt fijn zand in de pijp gegoten
Het is belangrijk dat het product volledig verstopt is met zand. Omdat de lege ruimte in de buis nu dicht opeengepakt is, zal het materiaal veel gemakkelijker mechanisch te buigen zijn.
Het belangrijkste is om in eerste instantie een standaard te maken waarmee u het product kunt buigen en geleiden.
buig in de boom
 Deze methode wordt relatief vaak toegepast als de buisdiameter niet groter is dan 15 mm. Om het buigen succesvol te laten zijn, moet het uiteinde van het materiaal stevig worden vastgemaakt. Maar wat te doen als u het materiaal niet met uw handen kunt vasthouden en er simpelweg nergens andere bevestigingspunten zijn? En daarvoor bedachten alle ambachten een bevestigingsmethode. Natuurlijk kunnen alle zomerhuisjes bomen hebben. Het is de boom die niet alleen als sterk bevestigingsmiddel kan dienen, maar ook als diameter voor het buigen van de profielbuis.
Deze methode wordt relatief vaak toegepast als de buisdiameter niet groter is dan 15 mm. Om het buigen succesvol te laten zijn, moet het uiteinde van het materiaal stevig worden vastgemaakt. Maar wat te doen als u het materiaal niet met uw handen kunt vasthouden en er simpelweg nergens andere bevestigingspunten zijn? En daarvoor bedachten alle ambachten een bevestigingsmethode. Natuurlijk kunnen alle zomerhuisjes bomen hebben. Het is de boom die niet alleen als sterk bevestigingsmiddel kan dienen, maar ook als diameter voor het buigen van de profielbuis.
Bekijk overzicht
Degenen die zich bezighouden met de installatie van verschillende metalen constructies, moeten een profielbuiger gebruiken. Nu is het in de mode om prachtige kassen gemaakt van metalen profielen op uw site te installeren. Ze zijn betrouwbaar. Daarom is voor kassen, luifels (gebogen), namelijk voor hun vervaardiging, een handmatige profielbuiger heel geschikt. Het is klein, het kan in elke ruimte worden geïnstalleerd die bedoeld is voor verschillende bouwwerken.


Voor het onder spanning buigen van profielen kunt u een machine gebruiken die werkt volgens het principe van de PGR-6 machine. Dit product heeft een rekmechanisme dat is ontworpen om aluminiumlegeringen te buigen langs contouren die niet gesloten zijn. Bij het profielbuigen speelt het aantal rollen een grote rol. Het eenvoudigste ontwerp bestaat uit 2 rollen.Dergelijke modellen worden gebruikt voor zeer licht werk.
Het aantal rollen en de veelzijdigheid bepalen tot welk type een bepaalde machine kan behoren. Sommige walsproducten kunnen de rollen slechts in één richting draaien, terwijl andere in beide richtingen tegelijk kunnen draaien. Daarom worden de machines in het eerste geval niet-omkeerbaar genoemd en in het tweede - omkeerbaar.


Denk bijvoorbeeld aan een drierols rolvormmachine met hydraulische beweging van de bovenrol. Daarin wordt het profiel tussen de rollen vastgezet. Ze hebben allemaal hydraulische motoren en sproeiers (geschikt voor elke sectie). De benodigde radius wordt hier geleverd door een hydraulische aandrijving. Daarom is er veel vraag naar deze producten waar een machine nodig is voor de productie van eenvoudige producten.
Met behulp van profielbuigmachines van verschillende richtingen is het mogelijk om verschillende configuraties uit te voeren van metaal met een verschillende straal. Ze zijn in staat om delen van verschillende krommingen te produceren met zowel asymmetrische als symmetrische contouren. Meer in detail hebben profielbuigers de volgende typen.
- Pneumatische profielbuigmachines werken met behulp van pneumatiek.
- Er zijn hydraulische profielbuigmachines.
- Er zijn ook handmatige, mechanische en elektromechanische profielbuigers.

Bij wijze van plaatsing
Profielbuigers worden op verschillende vlakke oppervlakken geplaatst. Te grote exemplaren worden op de vloer in een ruime kamer geïnstalleerd. Door hun enorme gewicht kunnen ze alleen in werkplaatsen gebruikt worden. Dergelijke modellen hebben een elektrische aandrijving en werken vanuit het netwerk. Andere kopieën worden noodzakelijkerwijs gerepareerd met behulp van speciale apparaten om hun onvrijwillige beweging te voorkomen.Deze categorie machines is bedoeld voor zowel werkzaamheden op industriële schaal als voor individueel gebruik. Voor het buigen worden industriële machines gebruikt waar grootschalige werkzaamheden plaatsvinden. Er zijn dus mobiele machines en er zijn stationaire. Elk van hen heeft handmatige of automatische materiaaltoevoer.







In de meeste gevallen worden handmatige profielbuigmachines gebruikt door specialisten. Sommigen maken ze met de hand. Deze optie is redelijk betaalbaar. Maar er zijn ook nadelen. Zo is het onhandig om meerdere bochten tegelijk op één profiel uit te voeren. Het is ook moeilijk om met dergelijke producten te werken vanwege de zware belasting van de persoon. Bovendien neemt de buigtijd toe, het is onmogelijk om de buigradius te regelen.
Type aandrijving
Profielbuigers worden op deze manier geclassificeerd.
Een elektrische profielbuiger kan, in vergelijking met een handmatige, met een vrij hoge snelheid werken. Hij blinkt ook uit in precisiewerk. Met behulp van een dergelijk apparaat kunnen zeer duurzame metalen producten worden gebogen. Kan alle soorten profielen verwerken, zelfs I-balken en ronde producten.





Ovale bescherming

De belangrijkste methoden voor het koud buigen van een gegalvaniseerde buis bieden maatregelen waarmee u het werkstuk kunt buigen, waarbij de vorm van de doorsnede zoveel mogelijk behouden blijft. Dit gebeurt meestal op een van de volgende twee manieren:
- Gebruik van maatregelen om de vorm van de sectie van binnenuit te behouden (gebruik van een interne begrenzer).
- Gebruik van een externe aanslag om uitzetting van de zijwanden te voorkomen.
Harde materialen als vulstof behouden beter hun vorm, waardoor ze vaker worden toegepast.Maar door het gebruik van elastische vulstoffen is er minder rek van het buitenoppervlak van de bocht.
Tekening van een typische machine
Nu kunt u veel ontwerpen van handmatige profielbuigers vinden, die met uw eigen handen en zonder speciale vaardigheden van eenvoudige onderdelen kunnen worden gemaakt. Een van de eenvoudigste tekeningen van een rolvormmachine maakt het radiaal buigen van buizen en rechthoekige profielen mogelijk. De behoefte aan zo'n buiging van het materiaal komt het vaakst voor.
Tekeningen van een zelfgemaakte profielbuiger
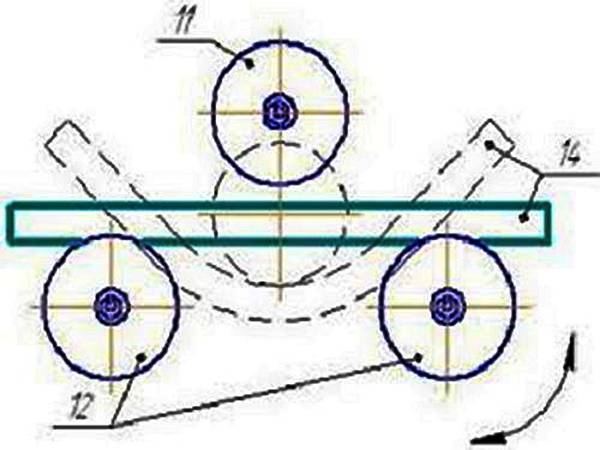
Het werkingsprincipe van dergelijke zelfgemaakte apparatuur is gebaseerd op het gebruik van drie rollen - twee ondersteuning en de hoofdwerker. Het is deze werkrol die de buis zal vervormen tijdens het gebruik van zelfgemaakte apparatuur.
De hoofdwerkas moet een kleine speling hebben, waardoor de parameters van de geleiders worden beperkt. Voor de vervaardiging van dergelijke structurele elementen worden gebruikt:
- stalen platen tot 8 mm dik;
- een groot bord;
- een stalen hoek van 30 cm lang - je hebt 4 van dergelijke elementen nodig;
- hulprollen.
Hulprollen worden met bouten aan een grote plaat bevestigd en met behulp van een lasmachine hoeken die de rol van geleiders spelen.
Om de sterkte en betrouwbaarheid van de basis te vergroten, moeten twee stalen hoeken aan de onderkant worden gelast. Om de geleiders van bovenaf te versterken, wordt er een metalen plaat met een gat aan bevestigd met behulp van een lasmachine. De diameter moet groter zijn dan de dwarsdoorsnede van de schroef, die de hoofdbelasting op de werkas van een handgemaakte handmatige profielbuiger zal uitoefenen.
Nadat de installatie van de geleiderollen is voltooid, is de buigmachine klaar voor gebruik en kunt u met uw eigen handen buizen en een rechthoekig profiel elke configuratie erop geven.
Veer om te buigen
Alle meesters kennen deze methode. De essentie is als volgt: een speciale veer met vierkante doorsnede van staaldraad wordt in de buis geplaatst op de plaats waar het nodig is om een bocht te krijgen. De veer zal dienen als een doorn, de dwarsdoorsnede moet 1-2 mm minder zijn dan de interne sectie. Met behulp van een steekvlam wordt de plaats van verder buigen verwarmd, op een plano met een geschikte buigradius aangebracht en met kracht niet scherp aangedrukt totdat de gewenste kromming is verkregen. Deze methode is vrij eenvoudig, maar bij gebruik tijdens het werk wordt aanbevolen om de veiligheidsmaatregelen zorgvuldig in acht te nemen: werk in speciale handschoenen en gebruik een tang.

Kenmerken van het assortiment buigprofielen
Het lijkt misschien iemand dat het buigen van een profielpijp langs een straal zonder pijpenbuiger geen moeilijke taak is: buig het met een hamer zoals je wilt, en dat is alles. Maar de praktijk leert dat het niet zo eenvoudig is om dit gewalste metaal te buigen. Het is moeilijk om een gladde gebogen vorm te maken met behoud van alle kenmerken. De gemakkelijkste manier om dit product te buigen, is door een speciale huishoudelijke pijpenbuiger te gebruiken.
Het feit is dat bij het wijzigen van de configuratie de buis wordt beïnvloed door twee krachten:
- compressie, die van binnenuit werkt;
- spanning van buitenaf.
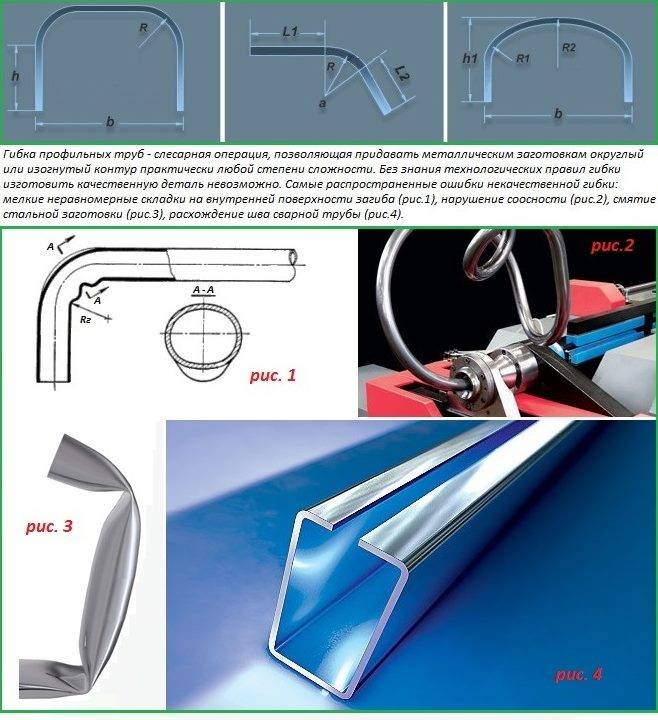
Wanneer een professionele pijp verkeerd wordt gebogen, verandert deze van vorm en verliest hij de coaxiale locatie van sommige secties. Ook kan een spanwand eenvoudigweg niet bestand zijn tegen mechanische belasting en onbruikbaar worden.Naast deze problemen kan een onjuiste samentrekking en rimpeling van de binnenwand van het gevouwen werkstuk optreden. Het is niet ongebruikelijk dat het gemakkelijk is om een pijp uit een profiel langs een straal te buigen, maar het werkstuk is verfrommeld. Daarna is het al alleen geschikt voor schroot.
De combinatie van deze factoren beïnvloedt de ongerechtvaardigde stijging van de kosten, die een serieuze eigenaar nooit zal toestaan
Daarom, ondanks het feit dat dit pijpassortiment vrij flexibel is, moet je je niet haasten om het te verwerken, en voordat je de pijp thuis langs de straal buigt, is het belangrijk om de technologie in detail te bestuderen. Dit zal verder worden besproken.
Technologie mag niet worden verwaarloosd. Alleen voor een meester gewapend met kennis, zal de vraag hoe je een profiel thuis kunt buigen geen grote problemen opleveren. Alle aanbevelingen voor het correct buigen van geprofileerde metalen producten worden gegeven door professionele vakmensen die dit probleem lange tijd in de praktijk hebben bestudeerd.









Thuis werken zonder machine
Het is zelfs zonder speciale apparaten mogelijk om de vereiste bocht uit de profielbuis te krijgen. Je hebt alleen een slijper, een lasapparaat en een metaaltaxus nodig. Het algoritme zal het volgende zijn:
- we meten het benodigde patroon en tekenen vervolgens een sjabloon op het vrije vlak;
- we passen er een werkstuk op toe en markeren het buigpunt erop;
- we snijden drie zijden van een vierkant profiel af, en op de vierde moet je de pijp buigen zonder een pijpenbuiger, waarbij het vrije uiteinde in een taxus wordt geklemd;
- dan lassen we het resulterende onderdeel in deze positie;
- na het lassen worden de naden gereinigd en worden de werkstukken op de daarvoor bestemde plaats gemonteerd.

Voordat je gaat koken profielbuis 2 mm, moet de lasser beschermende uitrusting gebruiken.Op het lasapparaat hebben we de stroom experimenteel ingesteld om elektroden te gebruiken met een diameter van 3 of 2 mm. Grote zullen hier niet werken, want als je een profielpijp kookt, bijvoorbeeld met een "vier", dan zal de holte gewoon doorbranden.
Wat is het probleem van profielbuigen?
Gewalst metaal, met een rechthoekige doorsnede, is gemakkelijk te gebruiken, blanks kunnen onder verschillende hoeken worden samengevoegd. Er ontstaan moeilijkheden wanneer het nodig is om de ontwerpdetails een kromlijnige vorm te geven. Dit komt doordat er een trekkracht op de buitenwand van het product inwerkt en de binnenzijde onder druk staat.
Pogingen om een profielbuis te buigen zonder een buisbuiger gaan gepaard met dergelijke problemen:
- Het verschijnen van scheuren in het materiaal. Als de wanddikte klein is, is metaalbreuk mogelijk.
- Vouw van de zijkanten. Een soortgelijk effect treedt op wanneer overmatige druk wordt uitgeoefend terwijl werkstukken door buiginrichtingen worden geleid.
- Het uiterlijk van interne plooien. Hoe groter de hoogte van het productprofiel en hoe kleiner de straal van het verband, hoe groter de kans op een dergelijk defect.
- Sectie pauze. Treedt op wanneer een scherpe kracht op het werkstuk wordt uitgeoefend.
- De sectieconfiguratie wijzigen. Als de technologie wordt geschonden, is er een verplaatsing van de vlakken, de lengteas, de kromming van het onderdeel in de vorm van een spiraal.
- Vermindering van de sterkte van het metaal. Zo'n fout is een gevolg van oververhitting en daardoor een schending van de kristallijne structuur van ijzer.
Het is niet moeilijk om dergelijke complicaties te vermijden. Het volstaat om de zaak vakkundig en doordacht te benaderen.
Welke eenheden kunnen de operatie vergemakkelijken?
Optie # 1 - compacte handmatige pijpenbuigermodellen
De aanschaf van handmatige pijpenbuigers is alleen aan te raden als u van plan bent een kleine hoeveelheid materiaal te buigen. Als professioneel gereedschap kunnen deze modellen niet worden gebruikt vanwege de lage productiviteit en de noodzaak om de buigradius van elk product bij benadering af te stellen. Deze machine wordt meestal geleverd met meerdere verwisselbare rollen, waarmee de profielbuis wordt gebogen, afhankelijk van de grootte van de sectie.
Om de gewenste buighoek te bereiken, is het noodzakelijk om de buis meerdere keren door de machine te rijden. Tegelijkertijd moet u elke keer dat u de centrale rol handmatig draait, deze lager en lager laten zakken. De zijrollen blijven in een stationaire positie, daarom wordt onder de druk van de centrale rol het metalen profiel gebogen.

Een van de modellen van handmatige profielbuigmachines, waarmee een profielpijp alleen in meerdere runs van een metalen product tussen de zij- en centrale rollen kan worden gebogen
Bij het werken met een handmatige pijpenbuiger zal een persoon fysieke inspanning moeten leveren. Het apparaat kan niet worden gebruikt voor het buigen van profielbuizen met een doorsnede van meer dan 40 mm.
Optie #2 - elektrische pijpenbuigers voor de profs
In tegenstelling tot handmatige pijpbuigmachines, bieden elektrische modellen zeer nauwkeurige pijpbuigingen. De buigradius wordt namelijk mechanisch of elektronisch met een nauwkeurigheid van 1 graad ingesteld. Het gebruik van deze dure productieapparatuur maakt het mogelijk een groot aantal gevormde buizen per ploeg te verwerken. Gewoonlijk verlenen de eigenaren van elektromechanische pijpenbuigers diensten aan het publiek, die moeten worden gebruikt als u tevreden bent met hun kosten.

Een permanent in de werkplaats geïnstalleerde elektromechanische profielbuiger zorgt voor het nauwkeurig buigen van profielbuizen van verschillende secties langs een strikt gespecificeerde straal
De nadelen van elektrische profielbuigmachines zijn hun grote gewicht en hoge kosten, die ontoegankelijk zijn voor de gemiddelde koper.
Fundamentele structurele elementen
Werkingsprincipe
Voor de vervaardiging van een bepaald machineontwerp moet u naar verschillende diagrammen kijken om de set onderdelen te bepalen. Feit is dat, indien nodig, alle componenten van de nodes voor geld kunnen worden gekocht, maar je kunt ook de materialen gebruiken die op je boerderij staan en er niets voor betalen. In de meeste gevallen stoppen thuiswerkers bij frontale structuren, en hiervoor moet u beschikbaar zijn:
- drie metalen rollen (rollen);
- aandrijfketting;
- rotatieassen;
- aandrijfmechanisme;
- metalen profielen (kanalen) voor het frame.
Soms worden ze, bij afwezigheid van metalen rollen, vervangen door houten of polyurethaanrollen, maar ... Zo'n rolmechanisme is niet bestand tegen een lange belasting, dat wil zeggen dat de machine zijn doel zal dienen, maar niet voor lang. Heeft het zin om uw arbeid te verspillen voor een kortetermijnvoordeel als u met moeite of zelfs een bepaald bedrag stalen walsen kunt vinden?
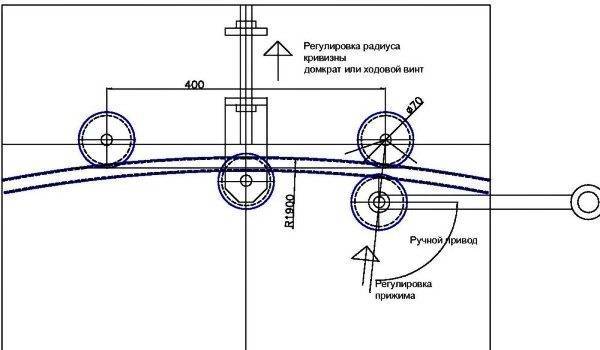
Schema van een eenvoudige pijpenbuiger met afmetingen in mm
Zoals u begrijpt, vindt het proces van profielvervorming plaats met behulp van rollen, dat wil zeggen dat de buis over rollen (rollen) wordt gerold, waardoor breuk en scheuren worden geëlimineerd.Voor het walsen (buigen) wordt het profiel in de walslijn (tussen de rollen) gestoken en van bovenaf met een schroefklem of vijzel op de gewenste buigradius gedrukt. Wanneer vervolgens aan de invoerknop wordt gedraaid, beweegt de buis en loopt de bocht over de gehele lengte. Het blijkt dat dit een handmatige aandrijving is, die in beweging wordt gezet door spierkracht, maar thuis is zo'n mechanisme erg handig.

Het profiel wordt vastgeklemd met een krik
Om een eenvoudige doe-het-zelf-pijpenbuiger in kwestie te monteren, hebt u het volgende nodig:
- jack (bij voorkeur rack-type);
- metalen profielen met een plank voor een horizontaal en verticaal frame;
- veren van gelegeerd staal (ze onderscheiden zich door een hoge sterkte);
- drie stalen assen met lagers;
- ketting voor aandrijving (kan van een fiets of bromfiets zijn);
- tandwielen (leidend en aangedreven);
- dik beslag voor assen en aandrijfhendel.










Video: pijpbuigproces
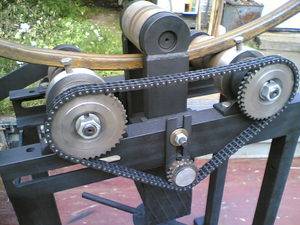
Zoals u kunt zien, is het gemakkelijker om met uw eigen handen een profielbuiger te maken volgens de beschikbare tekeningen, en foto- en videomateriaal helpen hier alleen maar bij. De profielbuiger die op de afbeelding wordt getoond, wordt aangedreven door een handgreep die een as met een aandrijftandwiel roteert. Met behulp van een ketting wordt rotatie overgebracht op de as met het aangedreven tandwiel en de derde as drukt het profiel van bovenaf naar de vereiste buighoek. Alles is heel eenvoudig.
Beweging fabricageproces
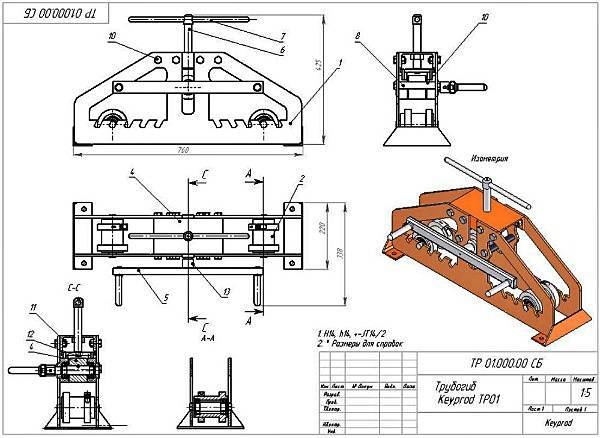
Tekeningen buigapparaat
Als u geïnteresseerd bent in het maken van een profielbuiger, moet u een reeks acties uitvoeren die deze betrouwbaarheid van het mechanisme garanderen, en dit:
- productie van een krachtig frame geassembleerd door lassen en boutverbindingen;
- maak en installeer de draaias voor de rollen volgens de voorwaarden van de tekening (technische opdracht). Er zijn er drie - twee rollend en één klemmend;
- voor de rotatie van de rollende rollen is het noodzakelijk om te voorzien in een kettingoverbrenging, dat wil zeggen om (precies) de aandrijf- en aangedreven tandwielen te lassen;
- las een handvat op het aandrijftandwiel voor rotatie.
Productienuances

Klaar pijpenbuiger
Als u over alle benodigde onderdelen beschikt, is het niet moeilijk om een mechanisme voor het buigen van profielen te maken. Allereerst moet u er rekening mee houden dat alle rollen op lagers moeten draaien - de nauwkeurigheid van de rotatie zorgt voor het juiste rollen, zonder storingen en knikken. De aandrijf- en aangedreven tandwielen moeten correct gecentreerd zijn - een storing vanuit het midden met ten minste 0,5 mm leidt tot onjuiste vervorming (de bocht zal ongelijk blijken te zijn).
De aandrukrol moet ook gecentreerd zijn - de nauwkeurigheid van de buighoek hangt hiervan af. Het beste van alles is dat wanneer de afmetingen van alle drie de assen hetzelfde zijn, het gewalste product het duidelijkst is. De nauwkeurigheid van het rollen hangt ook af van de stijfheid van de klem, dus de as moet goed worden bevestigd.
Apparaten voor werk
Uit de bovenstaande tekst werd duidelijk hoe je de pijp thuis kunt buigen. Maar al deze methoden zijn geschikt voor eenmalig gebruik. Als u het materiaal constant moet buigen, is het beter om een speciale machine te krijgen. Maar omdat het duur is, kun je een mal van metaal maken.
Voor gebogen buisproducten zijn in de regel vaak verschillende diameters nodig. Daarom is één geleider gewoon niet genoeg.
Doe-het-zelf pijpenbuiger
Om het buigen van het materiaal te mechaniseren en geen geld uit te geven, kunt u een pijpenbuiger voor thuis maken. Maar zelfs voor zo'n apparaat zal een kleine investering nodig zijn. Voor dergelijke apparatuur heeft u nodig:
- 2 rollen met een diameter van ongeveer 10 cm;
- 1 rol met een clip;
- metalen standaard.

 Twee rollen zijn geïnstalleerd en parallel aan elkaar gelast.De derde rol met een klem wordt net boven de lagere geïnstalleerd. Op deze manier kunt u het materiaal plaatsen en aandrukken met de bovenste rol. Nadat het materiaal is geïnstalleerd, volstaat het om het in de ene en de andere richting te rollen. Als je meer hoek nodig hebt, kun je de bovenste rol nog steeds vastklemmen en de actie herhalen.
Twee rollen zijn geïnstalleerd en parallel aan elkaar gelast.De derde rol met een klem wordt net boven de lagere geïnstalleerd. Op deze manier kunt u het materiaal plaatsen en aandrukken met de bovenste rol. Nadat het materiaal is geïnstalleerd, volstaat het om het in de ene en de andere richting te rollen. Als je meer hoek nodig hebt, kun je de bovenste rol nog steeds vastklemmen en de actie herhalen.
Het nadeel van een dergelijke inrichting is dat er geen bochten met een kleine radius op gemaakt kunnen worden. Er staat simpelweg niet genoeg druk op de klem. Het materiaal dat na een thuismachine wordt verkregen, is ideaal voor kassen, schuren en andere producten waar een scherpe hoek niet vereist is.
Oorspronkelijk geplaatst 2018-04-18 12:13:42.
Nadelen van zelfgemaakte machines
- Moeilijkheid om de fout in de buigradius van het werkstuk te minimaliseren.
- Beperking in de buigradius.
- Werken aan dergelijke machines is erg moeilijk, dus veel werk doen is gewoon onpraktisch.
- Moeilijkheden bij het buigen van buizen en werkstukken met een grote doorsnede.
- Moeite met het veranderen van de vorm in verschillende delen van het werkstuk.
Als er moet worden gewerkt met onderdelen met een kleine doorsnede, dan kun je rondkomen met de eenvoudigste profielbuiger, bestaande uit twee pennen en een basis. Bij het vervormen van dikkere onderdelen, moet men zorgvuldig rekening houden met hun ontwerpkenmerken.
Bijzondere aandacht is vereist bij het werken met buizen, omdat er voor hen een afhankelijkheid is van de maximaal toelaatbare buigradius van de wanddikte. In het publieke domein vind je speciale herdenkingstafels om de maximale straal te kiezen
Ondanks het feit dat het proces om een machine met je eigen handen te maken misschien te ingewikkeld lijkt en velen zal afschrikken, kunnen de besparingen in vergelijking met het kopen van een afgewerkt product oplopen tot enkele tienduizenden roebel.Dit argument ten gunste van zelfgemaakte profielbuigers is zeer zwaarwegend te noemen.
De behoefte aan profielboekhouding
De categorie profielpijpwalsen omvat producten met een andere dwarsdoorsnedevorm - rond, vierkant, ovaal of platovaal. Ondanks deze diversiteit wordt het voor de bouw van een kas of een overkapping, rechthoekig of vooral gebruikt. Dit komt door het feit dat het veel gemakkelijker is om de buitenste coating op hun vlakke wanden te monteren.
Het assortiment moderne profielbuizen is zeer divers. Hun geometrische parameters, waarvan de dwarsdoorsnede en de wanddikte de belangrijkste zijn, bepalen de plastische mogelijkheden van het product. Dit laatste kenmerkt een dergelijke indicator als de minimaal toelaatbare kromtestraal. Het is deze parameter waarmee u kunt bepalen tot welke minimale straal de buis kan worden gebogen zodat deze niet wordt beschadigd.
Voorkom veelvoorkomende fouten die leiden tot schade aan werkstukken
Om een dergelijke parameter van een buis met of een rechthoekig profiel als de minimale buigradius te bepalen, volstaat het om de hoogte van zijn profiel te kennen. Als u een profielbuis met een doorsnede in de vorm van een rechthoek of vierkant gaat buigen, moeten de volgende aanbevelingen worden gevolgd.









- Buizen waarvan de profielhoogte niet groter is dan 20 mm kunnen worden gebogen in secties waarvan de lengte een waarde overschrijdt die gelijk is aan 2,5xh (h is de profielhoogte).
- Producten met een profielhoogte van meer dan 20 mm kunnen met succes worden gebogen in secties waarvan de lengte overeenkomt met 3,5xh of meer.
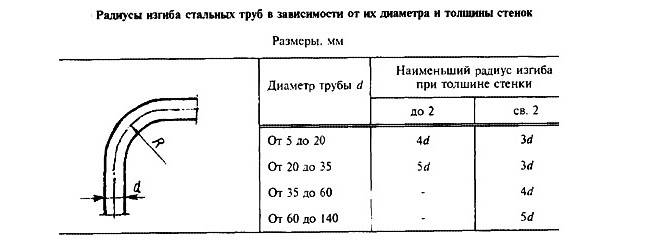
Minimum buigradii stalen buizen
Dergelijke aanbevelingen zullen nuttig zijn voor diegenen die profielbuizen met hun eigen handen gaan buigen om er rekken, luifels en verschillende framestructuren van te maken. In dit geval moet er echter rekening mee worden gehouden dat de mogelijkheid van hoogwaardig buigen van buizen ook wordt beïnvloed door de dikte van hun wand. Producten met een wanddikte van minder dan 2 mm mogen helemaal niet worden gebogen en als het nodig is om er structuren van te maken, gebruik dan lasverbindingen.
Thuis is het mogelijk om professionele buizen, die zijn gemaakt van koolstof of laaggelegeerd staal, te buigen, waarbij alleen rekening wordt gehouden met bepaalde nuances. Dergelijke buizen kunnen na het buigen terugveren en terugkeren naar hun oorspronkelijke staat, dus de voltooide constructies moeten opnieuw worden aangebracht volgens de sjabloon. De terugveringswaarde wordt gekenmerkt door een dergelijke parameter van profielbuizen als het plastische weerstandsmoment - Wp. Deze parameter wordt aangegeven in de bijbehorende documentatie (hoe lager, hoe minder de professionele buizen zullen veren tijdens het buigen).
Soorten buigen. We gebruiken een pijpenbuiger
Er zijn weinig opties - ofwel een profielbuis buigen zonder een buisbuiger, of een machine van onze eigen of fabrieksproductie gebruiken.
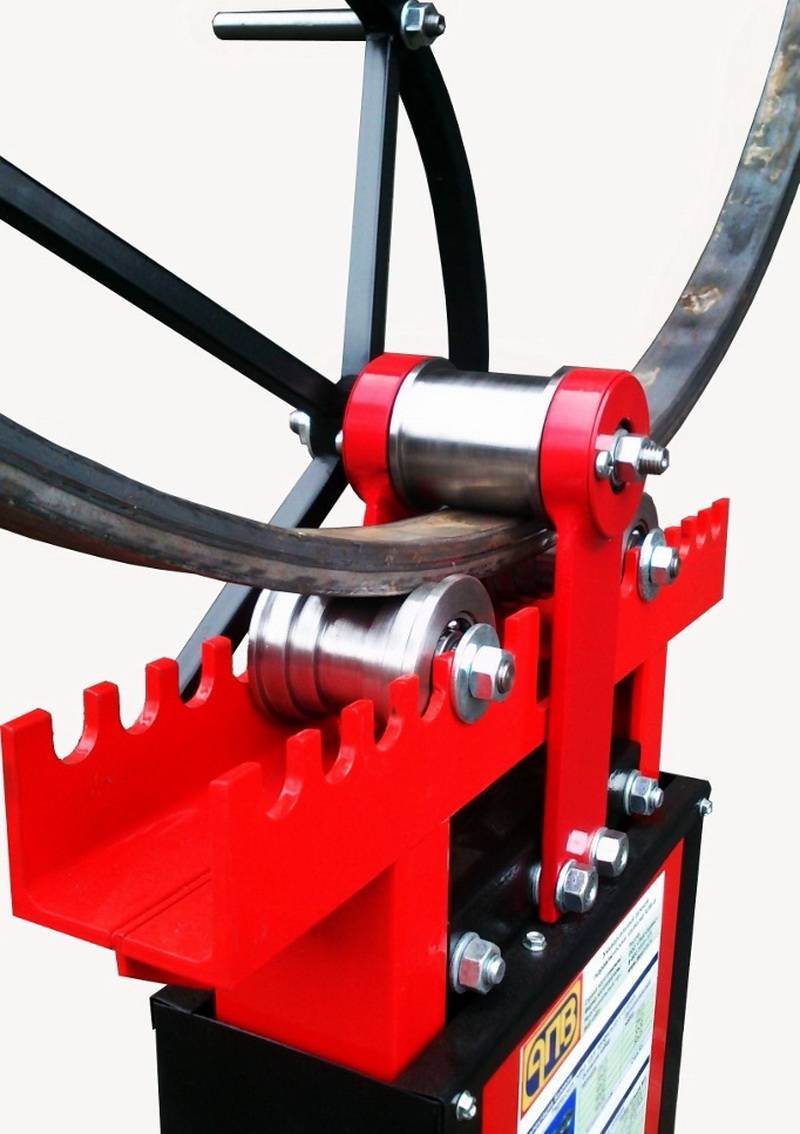
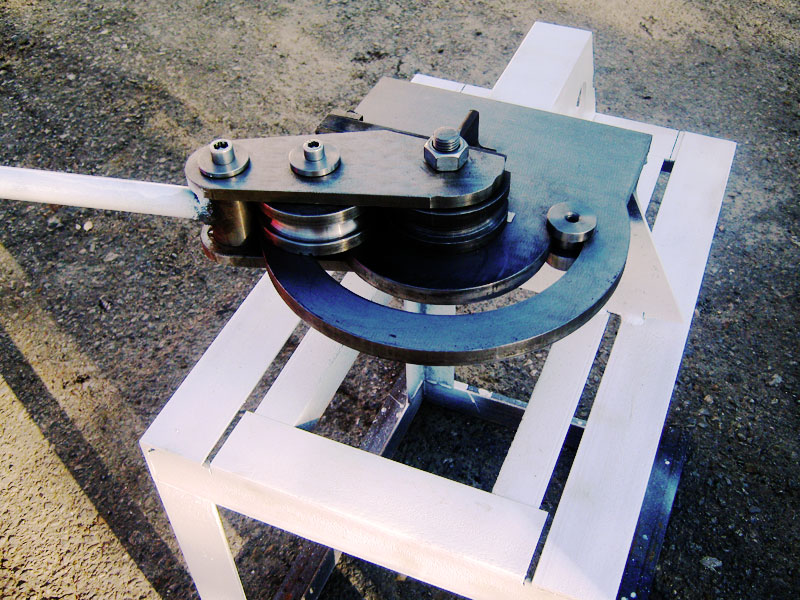
Een algemeen aanzicht van een handmatige pijpenbuiger wordt getoond in de afbeelding. Bedenk dat de bijbehorende apparaten ook worden geproduceerd met een elektrische, hydraulische aandrijving en zelfs met numerieke besturing.

Compacte machine voor het buigen van holle profielen
Hoe een profielpijp op een pijpenbuiger moet worden gebogen, wordt altijd aangegeven in de instructies van de fabrikant.De truc is anders: deze techniek betaalt zich alleen terug bij zeer frequent gebruik. Daarom richten we ons op meer reële problemen.
Methoden voor het buigen van buizen met grote diameters
Relatief recent verschenen methoden zijn het buigen van buizen met de deelname van industriële en hoogfrequente stromen en buigen met spanning. In het eerste geval wordt een krachtige hoogfrequente installatie gebruikt, waarin een buis met een diameter van 95-300 mm wordt verwarmd, gebogen en gekoeld.
Het bestaat uit twee delen - mechanisch in de vorm van een buigmachine en elektrisch, inclusief het elektrische deel en de hoogfrequente installatie.
De buis wordt alleen vervormd in het verwarmde gebied dat zich in de zone van de inductor bevindt. Het wijzigen van de geometrie naar een bepaalde maat gebeurt onder invloed van een keerrol. Door deze methode is het mogelijk om een bocht te verkrijgen met een kromming met een kleine straal.
Buigen met de tweede methode wordt uitgevoerd op buig- en rekmachines, die een draaitafel bevatten. De buis wordt blootgesteld aan grote trek- en buigkrachten. Zo worden steil gekromde bochten met een constante wanddikte over de gehele omtrek verkregen.
De methode wordt gebruikt voor het buigen van pijpen met een grote diameter die worden gebruikt in de luchtvaart, auto-industrie, scheepsbouw, waar hoge eisen worden gesteld aan de pijpleiding. Het voordeel is de mogelijkheid om buizen met een wand van 2 - 4 mm bij 180⁰ te buigen.
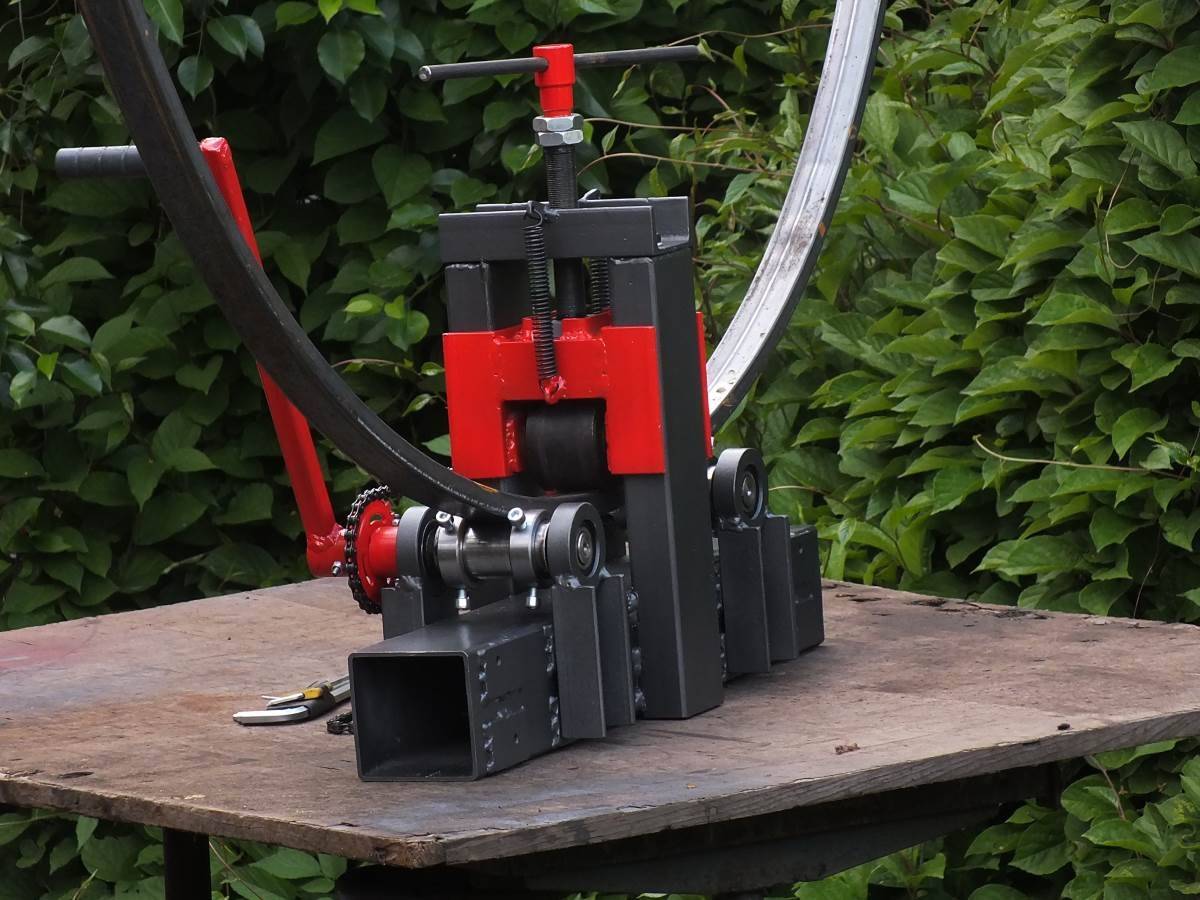
Pijpenbuiger voor producten met vierkante en rechthoekige profielen
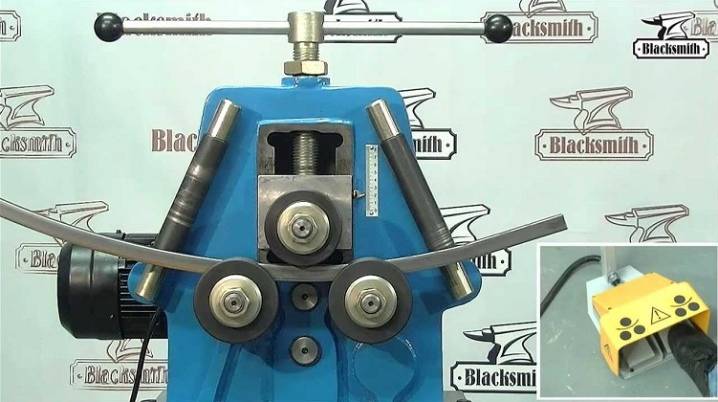
Profielbuigmachine - een apparaat met assen, waarvan er één, met vrijlopend onder druk, de buis van de gewenste vorm gelijkmatig over de gehele lengte buigt. De assen worden tot een bepaalde sectie bewerkt. De druk wordt geleidelijk aangebracht totdat de gewenste buiging is bereikt.De kracht wordt handmatig of door middel van een elektrische aandrijving, hydrauliek uitgeoefend. Een pijpenbuiger voor thuis is ontworpen om een klein aantal producten te buigen, een professionele pijpenbuiger kan worden gebruikt voor seriematig buigen met gegarandeerde nauwkeurigheid.
Door de ontwerpkenmerken buigt de profielbuiger stalen buizen kwalitatief zonder verwarming zowel in een apart gedeelte als over de gehele lengte onder verschillende hoeken, in verschillende vlakken.

Het is ook mogelijk om met uw eigen handen een buigapparaat te maken, het kost veel moeite, tijd en geld, maar het buigen van buizen zal gemakkelijker worden. Handmatige profielbuigmachine is eenvoudig te bedienen, heeft kleine afmetingen, kan worden geïnstalleerd in een garage of een kleine werkplaats. De pijpenbuiger moet worden voorzien van een betrouwbare stabiele positie, het werk moet langzaam worden gedaan en constant de overeenstemming met de sjabloon controleren. De eenvoudigste optie, geschikt voor dunne buizen, is de Volnov walsmachine. Op een bepaalde plaats van het werkstuk geklemd in een bankschroef wordt een bocht gevormd door middel van een rol, maar een goede fysieke kracht is vereist.
Hoe je een profielpijp thuis buigt, is geen gemakkelijke vraag. Je moet rekening houden met veel nuances en alles goed doen om het materiaal niet te bederven
Er wordt veel aandacht besteed aan de afmetingen van de sectie, wanddikte, berekening van de buigradius, ook is het de moeite waard om te beslissen of verwarming, plamuur of niet wordt toegepast.
Soorten pijpenbuigers die kunnen worden gemaakt
Deze apparaten verschillen in hun doel. Als u bijvoorbeeld een ronde metalen buis moet buigen, worden er buigmachines gebruikt die speciaal zijn ontworpen voor ronde buizen.
In de regel hebben dergelijke zelfgemaakte ontwerpen rollen (of rollen) met een groef voor een bepaalde diameter van het werkstuk.In sommige gevallen kunnen echter ook matrijzen met groeven voor ronde buizen worden gebruikt.
Voor het buigen van vierkante en rechthoekige profielbuizen en stalen strips worden al iets andere apparaten gebruikt. En ze worden meestal profielbuigers genoemd (of pijpenbuigers voor een profielpijp).
De ontwerpen van pijpenbuigers kunnen verschillen, afhankelijk van wat je wilt bereiken: buig de pijp gewoon in een bepaalde hoek, of je moet een boog of ring maken.
Als u van plan bent om met uw eigen handen een serieuze structuur te maken, die indien nodig kan worden aangepast aan verschillende bedrijfsmodi, dan zal het moeilijk zijn om te doen zonder een gedetailleerde tekening van een pijpenbuiger.
Welnu, in het geval dat u een eenvoudige budgetpijpenbuiger nodig heeft, dan kunt u alles doen zonder een tekening.
Sommige ontwerpen zijn vrij compact en kunnen zonder problemen op een tafel worden geplaatst of in een bankschroef worden vastgezet. Andere modellen - vereisen een aparte plaats in de werkplaats, en hiermee moet ook rekening worden gehouden.










Rollenbuigmachines
Dit ontwerp is behoorlijk populair bij doe-het-zelvers. Voor de vervaardiging ervan worden vaak geïmproviseerde materialen gebruikt, die zich in de garage of werkplaats bevinden.
Tegelijkertijd kunnen de afmetingen van het apparaat zelf klein zijn, waardoor je het eenvoudig op je desktop kunt installeren.
Maak zo'n buigmachine doe-het-zelf pijpenbuiger onder de macht van iedereen. En dit zal niet veel tijd kosten. Een van de budgetopties wordt gepresenteerd in het artikel op de site.
Een metalen plaat fungeert als de basis van de buigmachine. Inlooprollen (of aandrukrollen) kunnen op een draaibank worden gemaakt. Als er geen draaibank is, kunt u rollen bestellen bij een draaier.
Twee aandrukrollen zijn dicht bij elkaar geïnstalleerd, metalen strips zijn eraan bevestigd. Het handvat van de pijpenbuiger kan worden gemaakt van een klein stukje ronde pijp.
Aan de basis (metalen plaat) is een hendel met rollen en een nadruk voor werkstukken bevestigd.
Het onderstel kan met bouten aan de tafel worden bevestigd, gaten worden geboord of eenvoudig met klemmen worden bevestigd. Je kunt ook een stuk plaat aan de basis lassen om deze in een metalen bankschroef te klemmen.
Een kruisboogpijpenbuiger maken
Een van de kenmerken van dit ontwerp is dat het zowel in een horizontaal als verticaal vlak kan worden gebruikt.
En in dit geval wordt in plaats van rollende aandrukrollen een stempel (of sjabloon) gebruikt voor een bepaalde buisdiameter. En deze sproeiers kunnen indien nodig worden gewijzigd.
Hoe u zelfstandig een pijpenbuiger kunt maken met uw eigen handen, die verticaal werkt, kunt u lezen in het recensieartikel. In dergelijke apparaten gebruikt het in de regel een hydraulische aandrijving - van een autokrik.
Met deze zelfgemaakte buigmachine buig je ronde buizen onder verschillende hoeken. Pijpleidingdelen worden meestal gebogen in een hoek van 45 en 90 graden.
De stempel zelf kan gemaakt worden van een oude dumbbell pannenkoek. Het moet in vier delen worden gesneden. Daarna worden er drie aan elkaar gelast. In het midden wordt een groef gemaakt voor de gewenste diameter van de ronde buis.
Van kanaal of I-straal (je kunt ook een hoek of plaatwerk gebruiken) er wordt een pijpenbuigerbed gemaakt. De stempel zelf is op de krikstang gemonteerd. Aan de bovenkant van het bed zijn aanslagen voor de buis bevestigd.
Wat betreft de centrale rolas die stevig aan het frame van de buigmachine is bevestigd, deze moet van goed staal zijn.
Ongeveer hetzelfde ontwerp voor een buigmachine die in een horizontaal vlak werkt. In dit geval wordt echter een mechanische of pneumatische krik gebruikt.



