- Stadia van werk
- Soorten PE-leidingaansluitingen
- Eigenaardigheden
- Wij controleren de kwaliteit van de las
- Lasparameters en volgorde van bewerkingen
- Meer over dit onderwerp op onze website:
- Lasinstructie:
- Basisregels
- Elektrofusieverbinding
- stomplassen
- Bell-technologie
- Diffusiemethode voor het solderen van PE-buizen
- Een product buigen of rechttrekken?
- Overzicht van pijpbuigmethoden
- Effectieve methoden om het werkstuk te buigen
- stomplassen
- Sterke punten van het gebruik van elektrofusie
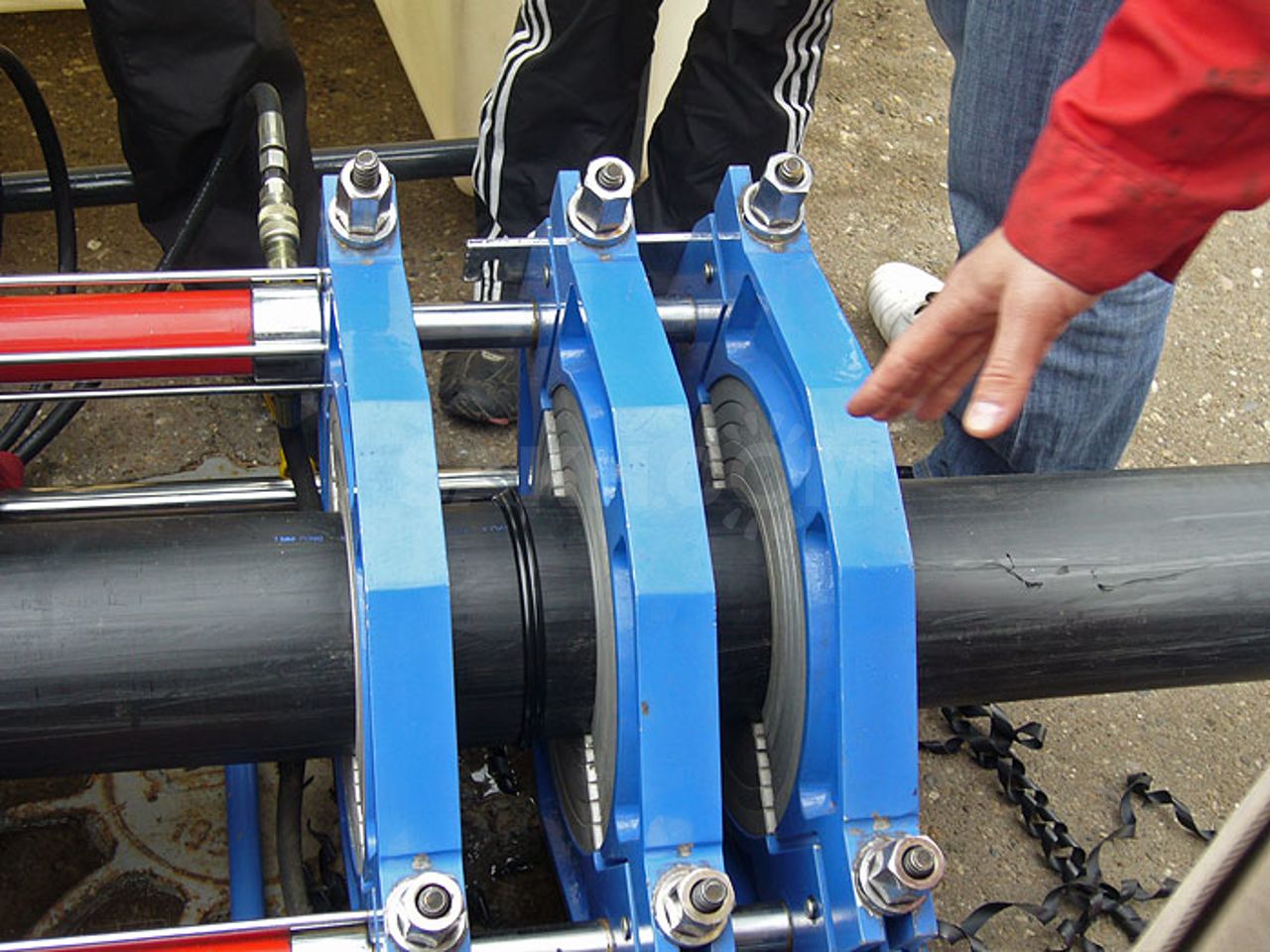
Stadia van werk
Doe-het-zelf lassen van polyethyleen leidingen is mogelijk met behulp van de elektrolasmethode.
De instructie kan als volgt worden weergegeven:
- voorbereiding;
- bevestiging met een centralizer en installatie van een koppeling;
- aansluiting van de lasser op de koppeling;
- lassen;
- verwijdering van het apparaat onder de aansluiting.

Ondanks het feit dat het lassen thuis zou moeten worden gedaan, moeten de uiteinden nog steeds worden afgesneden met een speciaal gereedschap - een pijpsnijder. Dit zal u toelaten om een betere uitlijning te krijgen bij het aansluiten. Het is handiger om oxide-afzettingen van de kruising te verwijderen met een handschraper of met een staaf. De te verwijderen laag dient zich ongeveer 200 mm van de rand van de leidingen te bevinden. De resulterende spanen moeten met dezelfde schraper worden verwijderd. Gezamenlijke delen moeten worden ontvet met alcohol. In dit stadium kunt u speciale servetten gebruiken.Voor de meest nauwkeurige plaatsing in de centralizer kan de lijn worden gemarkeerd in overeenstemming met de afmetingen van de koppeling. Volgens deze waarden is het handiger om de leidingen en de koppeling te bevestigen.

De gemonteerde structuur moet worden bevestigd in overeenstemming met de veiligheidsvoorschriften. De klemmen van het lasapparaat moeten worden aangesloten op de connectoren op de koppeling. Het apparaat wordt ingeschakeld en de streepjescode wordt herkend, die zich op het oppervlak van de koppeling bevindt. De modus van de meeste lassers is automatisch. De periode van verwarming en koeling van de koppeling wordt ingesteld net op het moment van herkenning van het cijfer. Het lasproces start nadat de code is gelezen en eindigt met een geluidssignaal. Om de pijp af te koelen, moet deze zeven minuten met rust worden gelaten. Alleen dan kunnen de klemmen van de centreerder worden losgemaakt en kan de apparatuur onder het soldeerpunt worden uitgetrokken.

Soorten PE-leidingaansluitingen

Polyethyleen buizen kunnen op verschillende manieren in één leiding worden aangesloten. Bovendien is elk van hen geschikt voor specifieke omstandigheden.
- Het verbinden van HDPE-buizen met fittingen en koppelingen (moflassen) wordt dus voornamelijk gebruikt voor het aanbrengen van de binnenkant van het sanitairsysteem in huis.
- Doe-het-zelf pijpleidinginstallatie met stuiklassen. Deze methode wordt gebruikt voor de installatie van een verlengd communicatiegedeelte voor buitendoeleinden. In dit geval kunnen buizen zowel op het oppervlak van de grond als in een greppel worden gelegd, gevolgd door ze met aarde te bedekken.
- Elektrolas lassen. Deze methode voor het verbinden van HDPE-buizen wordt geproduceerd met behulp van speciale kunststof koppelingen met daarin ingebouwde spiraalvormige elementen, die opwarmen als gevolg van de stroom die erop wordt toegepast.
Laten we elk van de methoden nader bekijken.
Eigenaardigheden
De grootste moeilijkheid is dat de operationele en technologische kwaliteiten van polyethyleen buizen in veel opzichten vergelijkbaar zijn met de kwaliteitskenmerken van polypropyleen buizen. Ze zijn ook niet onderhevig aan corrosie. Het binnenoppervlak van de buizen is niet gecoat. Leidingen hebben een hoge chemische bestendigheid. Het materiaal is milieuvriendelijk, heeft een lange levensduur.

Van de verschillen merken professionals een lage hittebestendigheid op. Daarom worden HDPE-buizen alleen gebruikt voor koudwatervoorziening en ventilatiesystemen. Soms worden ze gebruikt voor de installatie van gasleidingen. Het gebruik van polyethyleen buizen is mogelijk bij transport in een omgeving boven de 40-50 graden. Een uitzondering is verknoopt polyethyleen, dat mag werken bij temperaturen tot +95 graden. Polyethyleen buizen hebben een uitstekende vorstbestendigheid, waardoor ze kunnen worden gebruikt bij temperaturen tot -70 graden.

HDPE is in de handel verkrijgbaar met een diameter van 20 tot 1200 mm. Vanwege de verscheidenheid aan opties worden ze veel gebruikt op verschillende gebieden. Naast waterleidingen worden er ook leidingen met een grote diameter gekocht voor riolering, zowel voor binnen als buiten.







De technische kenmerken van HDPE-buizen worden bepaald door de eigenschappen van de basis - lagedrukpolyethyleen. Het is licht van gewicht, waardoor het gemakkelijker is om de pijpleiding te installeren, bestand tegen een druk van tientallen atmosfeer. Van de negatieve eigenschappen van het materiaal is het vermeldenswaard de beperkte mogelijkheid om het te gebruiken bij temperaturen onder nul (HDPE wordt glasachtig) en bij verhoogde temperaturen (meer dan 40 graden) verliest HDPE zijn stijfheid. Bij verhitting tot 70 graden wordt de polyethyleenbasis groter, maar niet veel.
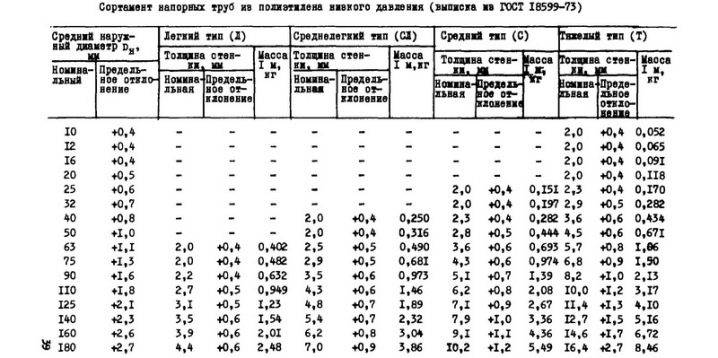
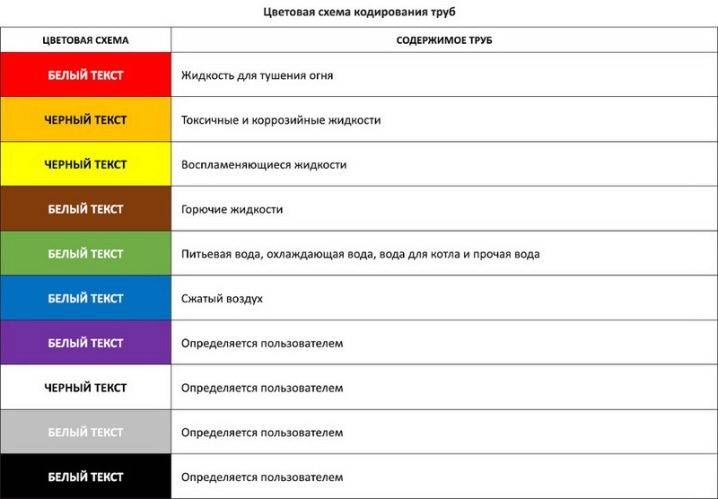
Het bereik van HDPE wordt gereguleerd door GOST, dat in 2001 werd gepubliceerd.Alle markeringen aangebracht op een van de oppervlakken van de snelwegen voldoen aan de normen. Markering maakt het heel eenvoudig om de juiste opties te kiezen. De eerste letters bevatten de naam van de leverancier, daarna het PE-assortiment, bijvoorbeeld 1000 mm. De tabel bevat ook de aanduiding van de dikte van de lijnen, de mogelijke werk- en maximale druk, de fabricagedatum en het lotnummer.
De technologische kaart van markeringen bevat ook kleuraanduidingen in de vorm van strepen. Als de mof geel is geverfd, kunnen de leidingen worden gebruikt voor gasleidingen, als de streep blauw is, kan alleen de watertoevoer uit de leidingen worden gelegd. Het leidingverbindingsschema is opgesteld rekening houdend met standaard in de handel verkrijgbare segmenten - van 5 tot 25 meter. Hoofdwaterleidingen worden meestal op bestelling gemaakt, hebben een lengte tot 0,5 kilometer en bevatten dus een minimaal aantal aansluitingen.
Wij controleren de kwaliteit van de las
Bij het installeren van lasverbindingen met een van de hierboven beschreven methoden, is het erg belangrijk om correct te beoordelen hoe hoogwaardig de las is. Het hangt ervan af of dit deel van de pijpleiding kan worden gebruikt, of dat alles opnieuw moet.

Onderdeel met twee gewone lassen
Er zijn eigenlijk niet zo veel evaluatiecriteria, en het onthouden ervan is vrij eenvoudig:
- Het belangrijkste kwaliteitskenmerk is de aanwezigheid van een uniforme polyethyleen rol rond de gehele omtrek van de buis. Als de rol gebogen is, of als er een verdieping is in plaats van een rol, kan de verbinding niet worden gebruikt;
- De volgende belangrijke factor is consistentie. Een kleine verplaatsing van de verbonden delen is toegestaan, maar deze mag niet meer dan 10% van de dikte van de buiswand bedragen;

Foto van het defecte gebied in geval van verkeerde uitlijning
- De hoogte van de rol van gesmolten polyethyleen is ook beperkt. Voor buizen met wanden van 5 - 10 mm is deze waarde 2,5 - 3 mm, voor buizen met wanden tot 20 mm - 5 mm of minder.
Als u een lagedrukpijpleiding of niet-drukcommunicatie installeert, kan natuurlijk een kleine afwijking worden verwaarloosd, maar u moet dit nog steeds niet doen. Het is veel gemakkelijker om een nieuwe lasverbinding te maken dan om een bestaande leiding achteraf te repareren.







Lasparameters en volgorde van bewerkingen
De opties voor stomplassen omvatten:
- De mate van druk op de uiteinden.
- De temperatuur waarbij het materiaal smelt. Hangt van het merk af.
- De kracht waarmee de uiteinden tegen het verwarmingselement worden gedrukt.
- Procesduur.

Volgorde van bewerkingen:
- De eerste stap bij het lassen van polyethyleen buizen is het reinigen van de uiteinden van de te verbinden buizen.
- Bevestigingsbuizen in de centreerinrichting van het apparaat waar polyethyleen zal worden gelast. De uiteinden van de pijpen verwerken met een snijder om de loodrechtheid van de as te waarborgen. Tegelijkertijd worden afgewerkte werkstukken gecontroleerd, zodat er geen gaten zijn.
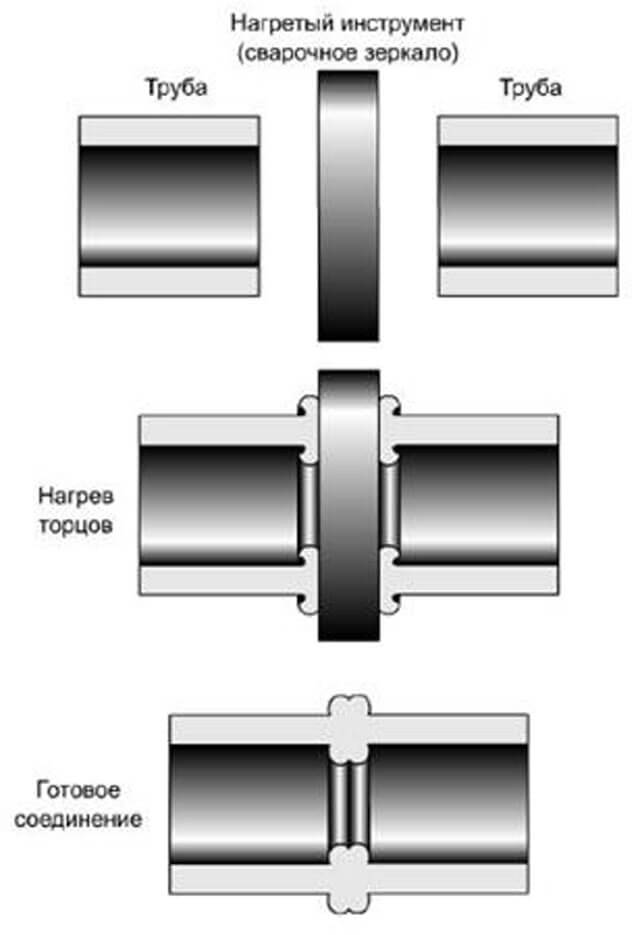
- Verwarm de uiteinden van de buizen met een lasspiegel tot het smeltpunt, dat is ongeveer 220 °C.
- Met de nodige kracht op de uiteinden van de buizen drukken.
- De afgewerkte pijp uit het apparaat verwijderen.
Om te begrijpen hoe kunststof buizen worden gelast, geeft de video op onze website meer gedetailleerde informatie. U kunt het werk dus zelf doen als u over de benodigde apparatuur beschikt.
Meer over dit onderwerp op onze website:
- Lassen van polypropyleen buizen - procesvideo Vanwege hun lage kosten en gemakkelijke aansluiting nemen kunststof buizen een leidende positie in bij de installatie van thermische en sanitaire systemen. In vergelijking met metalen constructies, polypropyleen buizen ...
- Soorten elektroden voor lassen - lassen met elektroden op video De laselektrode is een metalen staaf van verschillende lengtes die wordt gebruikt bij het lassen van onderdelen van een grote verscheidenheid aan materialen. Hun belangrijkste doel is om elektrische stroom te leveren aan ...
- Lassen voor beginners - videolessen Onder het woord lassen wordt algemeen aangenomen een technologisch proces te begrijpen waarbij door verhitting intermoleculaire en interatomaire verbindingen tussen onderdelen tot stand worden gebracht. Zo zijn directe materialen verbonden. Grotendeels…
- Video-tutorials over lassen - bekijk laslessen met een omvormer voor beginnende lassers Beginners moeten video-tutorials over lassen bekijken om veelvoorkomende fouten te voorkomen en hun werk kwalitatief en veilig te maken. Dat moet je altijd onthouden...
Deel met je vrienden op sociale netwerken een link naar dit materiaal (klik op de pictogrammen):
Lasinstructie:
Als je voor polyethyleen buizen hebt gekozen, heb je verstandig gehandeld, maar nu moeten ze nog steeds correct worden geïnstalleerd. Laten we leren
Basisregels
Welke technologie u ook kiest - elektrofusie of stomplassen van polyethyleen buizen, u moet zich houden aan dergelijke belangrijke principes:
- De te verbinden elementen moeten compatibel zijn (zowel in samenstelling als in fysieke parameters).
- Stuiklassen van polyethyleen buizen kan alleen worden uitgevoerd als de onderdelen dezelfde diameter en gelijke wanddikte hebben.
- Randen moeten grondig worden schoongemaakt en ontvet.
- De uiteinden van de constructies die niet betrokken zijn bij het verbindingsproces, moeten worden afgesloten met pluggen om blootstelling aan koude lucht te voorkomen, die het proces nadelig beïnvloedt.
- Tijdens het werk is het noodzakelijk om de impact van de externe omgeving te minimaliseren, namelijk:
- in de hitte, laat geen zonlicht het verbindingsgebied bereiken;
- creëer bij winderig weer een barrière tegen luchtstoten;
- bij koud weer wordt aanbevolen om de kamer te verwarmen voor werk.
- Tijdens het lassen en afkoelen van de constructie, mechanische impact op het systeem uitsluiten.
En laten we nu eens in detail bekijken wat de technologie van het lassen van polyethyleen buizen is stuiklassen en het gebruik van de elektrofusiemethode.
 Fotofragment van de elektrofusietechniek: aangesloten heaters
Fotofragment van de elektrofusietechniek: aangesloten heaters
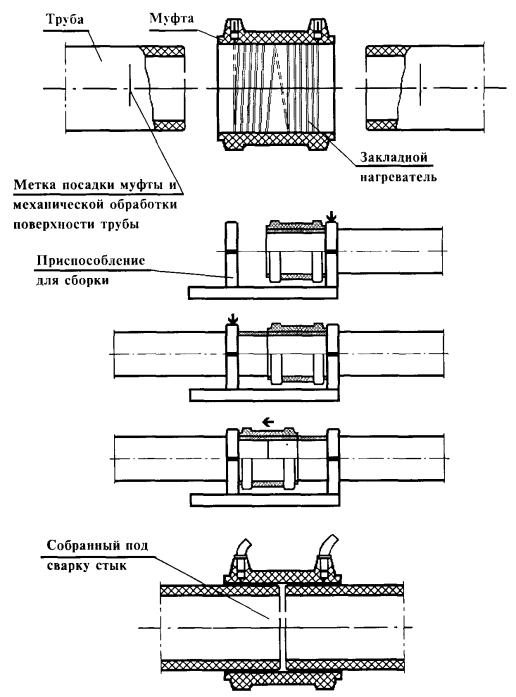
Elektrofusieverbinding
Dit type lassen, ook wel thermistorlassen genoemd, wordt gebruikt om elementen met verschillende wanddiktes en diameters te bevestigen, evenals om niet-drukpijpleidingen te installeren - drainage-installaties, zwaartekrachtriolen, enz.
Om met deze technologie verbinding te maken, hebt u speciale elektrolasfittingen nodig. Onthoud nu de volgorde van werken.
- Ontwerp het systeem.
- Bereken het benodigde aantal leidingen en andere onderdelen.
- Een aankoop doen.
- Snijd de structuur in stukken van de lengte die wordt voorgesteld door het plan. Zorg ervoor dat de snede recht is, vermijd de stroom van gesmolten materiaal in het systeem.
- Onderdelen voorbereiden en reinigen, inclusief koppelingen. Het is niet overbodig om het oppervlak van de elementen met alcohol te ontvetten en op een stuk vod aan te brengen.
- Als het oppervlak van de elementen is geoxideerd, verwijdert u het overtollige materiaal met een speciale schraper.
- Bevestig de elementen in de klepstandsteller, let op de uitlijning.
- Omwikkel de verbinding met plakband om te voorkomen dat er stof binnendringt.
- Sluit de open uiteinden van de structuren met pluggen.
- Zet spanning op de koppelingsklemmen.
- Wacht tot de elementen, nadat ze zijn opgewarmd, bij elkaar worden gehouden.
Thermistorlassen van polyethyleen buizen mag alleen worden uitgevoerd als de verbonden elementen onbeweeglijk zijn. In dezelfde positie moet de structuur blijven totdat de naad volledig is afgekoeld.
 Zo ziet een splice-opstelling eruit
Zo ziet een splice-opstelling eruit
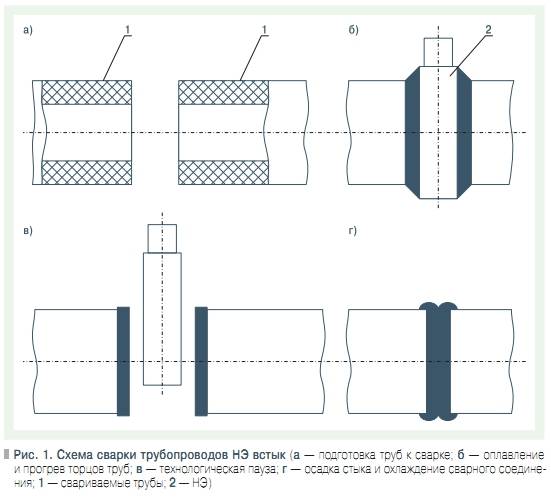
stomplassen
De technologie en parameters van stuiklassen van polyethyleen buizen zijn interessanter, omdat de elementen op moleculair niveau zijn verbonden en een sterkere naad vormen. Deze methode wordt gebruikt voor het monteren van elementen met een diameter van 50 mm en een wanddikte van 5 mm.
Met deze methode worden de randen van de producten verwarmd met een speciaal verwarmingsapparaat en vervolgens gesmolten en in deze staat samengevoegd, waardoor een enkel geheel en een perfecte naad ontstaat.
De procedure voor dit type lassen tot punt nr. 7 is identiek aan de vorige verbindingsoptie (behalve dat er geen koppelingen nodig zijn voor het werk).
Tabel voor het bepalen van de opwarm- en afkoeltijd van de te lassen elementen
En dan verschilt het en gaat het volgens dit "scenario":
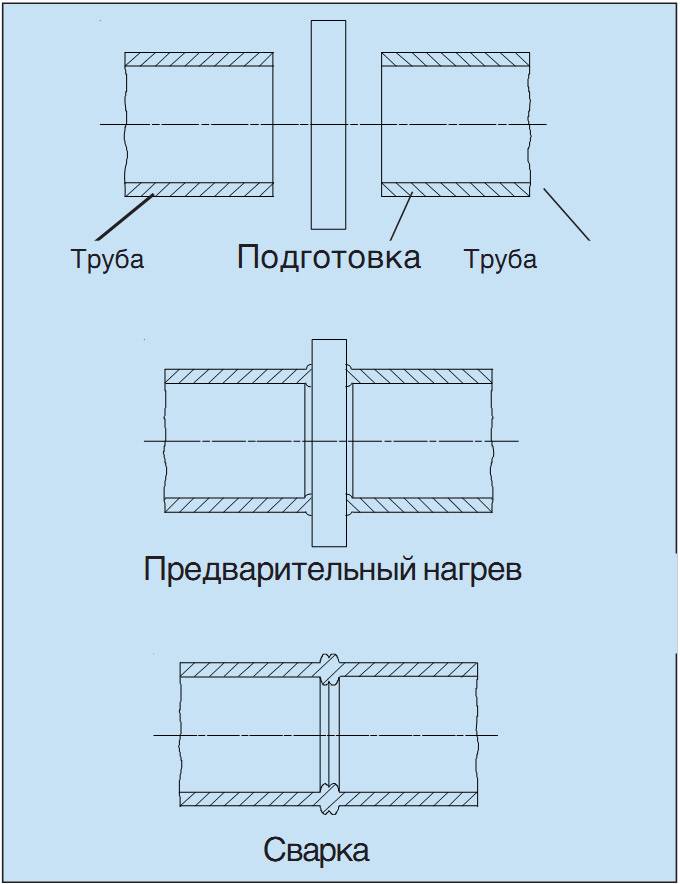
- steek de uiteinden van de elementen in het apparaat zodat de verwarmingsplaat ertussen zit;
- druk de randen tegen de plaat en verander de persdruk niet tot het smeltproces;
- verwarm de elementen volgens de normen (de onderstaande tabel voor het lassen van polyethyleen buizen helpt u hierbij);
- verwijder de plaat en plaats de uiteinden, oefen er gelijkmatige druk op uit;
- houd de knoop vast en wacht tot het polyethyleen is afgekoeld.
Bell-technologie
Het solderen van HDPE-buizen kan op verschillende manieren. Er is niets bijzonder ingewikkeld aan deze processen, maar de lasser moet beslissen welke methode het beste bij hem past.





Er is een socket-aansluittechniek. Het wordt ook wel eens "koppeling" genoemd. De essentie ervan ligt in de verbinding van elementen met behulp van speciale apparaten - fittingen. Daarnaast heeft u apparatuur nodig voor het werk, namelijk een lasapparaat. U kunt kiezen voor een handmatig model voor kleine producten (tot 50 mm) of een mechanisch model voor polyethyleen buizen met een grote diameter (vanaf 40 mm en meer).
U moet er ook aan denken om adapters of lasmondstukken voor te bereiden op het werk en verschillende gereedschappen voor het snijden van producten.
Bij het uitvoeren van dergelijk lassen is het noodzakelijk om het buitenste deel van de buis aan te sluiten op de binnenkant van de fitting. Beide oppervlakken worden verwarmd door een lasmondstuk: een pijp wordt verwarmd door een huls en een fitting wordt verwarmd door een doorn.
Het apparaat voor het lassen van polyethyleen buizen is vrij duur
Het eigenlijke proces van socket lassen ziet er als volgt uit:
- Het lasapparaat wordt verwarmd tot de gewenste temperatuur;
- De fitting wordt zo ver mogelijk op de doorn gespannen en tegelijkertijd wordt het uiteinde van de buis op de huls geplaatst totdat deze stopt (dit alles moet heel snel gebeuren);
- Door het verschil in grootte van de onderdelen ontstaat er een extra laag, die bij verhitting smelt en eruit kruipt in de vorm van een kleine rol, een braam genaamd;
- De rups verkleint de diameter van de pijpen, waardoor ze in het lasmondstuk kunnen komen en uitgelijnd kunnen worden met de doorn met de fitting;
- Alle onderdelen moeten in het verwarmingsmondstuk bewegen totdat ze stoppen, en bij het bereiken van dit moment moet elke druk erop worden gestopt;
- Verder worden alle fragmenten gedurende de vereiste tijd in deze positie gehouden;
- Na het verstrijken van de tijd wordt de fitting verwijderd, wordt de buis uit de tuit gehaald en worden deze onderdelen zoveel mogelijk gecombineerd;
- Nadat het gesoldeerde fragment is afgekoeld, moet een tweede product in het andere uiteinde van de fitting worden gelast.
Diffusiemethode voor het solderen van PE-buizen
Tot op heden heeft polyethyleen nog steeds niet zo'n autoriteit als metaal of metaalplastic, maar in feite zijn de sterkte- en prestatiekenmerken niet slechter. Moderne technologieën in de productiefase maken het mogelijk om PE-buizen van hoge kwaliteit en betrouwbaarheid te maken. De meest interessante manier om ze te lassen is diffusie, waarvoor geen speciale apparatuur nodig is. Zelfs een beginner zal op deze manier laswerkzaamheden kunnen uitvoeren.

Hoge- en lagedrukpolyethyleen (LDPE en HDPE) zijn een van de meest populaire polymere thermoplasten, waar de grootste vraag naar is bij het organiseren van een breed scala aan watervoorziening, sanitaire systemen, enz. Een onderscheidend kenmerk van het polymeermateriaal is dat het bij verhitting zacht wordt, omdat de onderlinge verbinding van de keten van moleculen met elkaar verloren gaat. Terwijl het bevriest, herwint het zijn vroegere kracht, alsof de transformatie helemaal niet heeft plaatsgevonden. Het is deze eigenschap die polyethyleen een ideaal materiaal maakt om erop te lassen. Tijdens het zacht worden van de twee producten kunnen ze worden verbonden, wat na stolling zal leiden tot de meest duurzame hechting. Er wordt een sterke las gemaakt tussen de twee stukken.

PE-buizen worden gelast bij een relatief lage temperatuur van 270 graden Celsius, wat de taak enorm vereenvoudigt naar keuze van apparatuur en daaropvolgend gebruik.De bedrijfstijd is extreem kort (enkele seconden per trap) en kan alleen worden aangepast door de dikte van de leidingen te veranderen.
Een product buigen of rechttrekken?
Polyethyleen buizen zijn te koop in rechte lengtes van 12 meter of in de vorm van vaste producten die op grote rollen zijn gewikkeld. Omdat ze in een gedraaide staat zijn, nemen de producten de vorm aan van ringen en zijn ze vervormd. Voordat een vervormde HDPE-buis wordt rechtgetrokken of gebogen, moet deze worden verwarmd.

Bij het monteren van een pijpleiding is het vaak nodig om een gedraaide of, omgekeerd, een vervormde polyethyleen pijp recht te buigen
Polyethyleen met een lage dichtheid staat bekend om zijn goede elasticiteit. Maar het verliest deze eigenschap bij een verwarmingstemperatuur boven + 80 ° C. Dit moment wordt indien nodig gebruikt om de configuratie van het product te wijzigen.
Maar het is de moeite waard eraan te denken dat voor het rechttrekken of buigen de temperatuur slechts voor een korte periode kan worden verhoogd. Een polyethyleen buis behoort immers tot de categorie bouwmaterialen die, als het temperatuurregime wordt geschonden, kan worden beschadigd.
Overzicht van pijpbuigmethoden
Het is het gemakkelijkst om de buis recht te trekken, waarbij de plooien die tijdens de opslag en het transport zijn ontstaan, worden geëlimineerd nadat het product enigszins is verwarmd. Als de vervanging of reparatie van de pijpleiding in de zomer wordt uitgevoerd, wanneer de zonnestralen zo heet mogelijk zijn, kunt u ze gebruiken om de taak te volbrengen.








Om de HDPE-buis recht te trekken, hoeft u deze slechts een paar uur in direct zonlicht te laten staan en de uiteinden van het segment stevig vast te zetten
UV-stralen zullen de operationele parameters van polyethyleen niet verslechteren, maar tegelijkertijd zullen ze de wanden van het product een tijdje kunnen verzachten. U hoeft alleen de verweekte buis langs een stevige steun of muur te bevestigen of in een voorgegraven greppel te leggen. Voordat u de gebogen HDPE-buis op de grond rechtzet, moet u het gebied vrijmaken.
Als het werk in de winter moet worden uitgevoerd, gebruik dan heet water om het product te verwarmen. Maar deze methode is effectief voor buizen waarvan de afmeting niet groter is dan 50 mm. Als hulpmiddel bij het rechttrekken kunt u metalen balustrades en metselwerk gebruiken. In ieder geval: hoe korter de lengte van het product, hoe makkelijker het is om mee te werken.
Effectieve methoden om het werkstuk te buigen
Als de tegenovergestelde situatie zich voordoet, wanneer het nodig is om de HDPE-buis te buigen, wordt dezelfde warmtebehandeling gebruikt. Voor het opwarmen worden de volgende methoden gebruikt:
- geblazen met hete gerichte lucht van een gebouwföhn;
- verwarm de wanden van het product met een gasbrander;
- overgiet het oppervlak met kokend water.
Om de buigprocedure te vereenvoudigen, is het beter om een vormframe te bouwen. Het frame, waarvan de grootte overeenkomt met de diameter van de gebogen buis, kan worden gemaakt van gewone vezelplaatplaten. Om het oppervlak van het frame glad te maken, schuurt u het met een stuk schuurpapier.
Om de HDPE-buis met een föhn te buigen, wordt het werk in de volgende volgorde uitgevoerd:
- Het te behandelen gebied wordt verwarmd met een bouwföhn.
- Het verweekte werkstuk wordt verdiept in het vormframe.
- Buig de buis voorzichtig, zonder overmatige kracht uit te oefenen om het product in de bocht niet te breken.
Nadat u de vereiste buighoek hebt gemaakt, moet u het product laten staan totdat het volledig is afgekoeld en pas daarna van het frame verwijderen.

Om een uniforme verwarming van het oppervlak van een polyethyleenproduct te garanderen, moet de buis constant rond zijn as worden gedraaid, waarbij verschillende secties onder de stralen worden vervangen.
Een belangrijk punt: bij het verwarmen van de buis moet u zich houden aan de "gulden middenweg". Als het oppervlak op het moment van buigen niet voldoende wordt verwarmd, kan de buis breken. Als op het moment van verwarmen het verwarmingselement te dicht bij het product wordt gebracht, kan het polymeer ontbranden.
stomplassen

U kunt HDPE-buizen met uw eigen handen stuiklassen. Stuiklassen wordt uitgevoerd met behulp van speciale apparatuur met een mechanische of hydraulische aandrijving. Met een dergelijke lasmachine kunnen twee elementen van buizen worden samengevoegd tot een volledige en strakke verbinding. De meest populaire apparaten zijn die met softwarebesturing. Dergelijke apparatuur wordt gekenmerkt door volledige automatisering en de mogelijkheid om het lasproces te controleren zonder tussenkomst van de operator in termen van fysieke inspanning.
Voordat u met uw eigen handen gaat werken, moeten HDPE-buizen met uniforme technische kenmerken worden geselecteerd. Het is raadzaam om buizen zelfs uit dezelfde batch te lassen. Aangezien hier het polymeer op moleculair niveau wordt verbonden, zal deze benadering de lasnaad luchtdichter en betrouwbaarder maken.
Het principe van stuiklassen is om de uiteinden van de buis op een speciale plaat te verwarmen. Na het smelten wordt de PE-plaat tussen de uiteinden van de twee te lassen buizen verwijderd en worden de elementen mechanisch samengedrukt totdat het polymeer volledig gemengd en gesoldeerd is. Daarna moeten de leidingen volledig kunnen afkoelen.
Beschrijving van lasmethoden voor PVC-buizen:
- Dus voor buizen met een doorsnede van 20 mm zal de smeltlengte (lasdiepte) 14,5 mm zijn;
- Elementen 25 mm - 16 mm;
- Voor buizen met een diameter van 32 mm - 18 mm;
- Voor buizen met een doorsnede van 40 mm - 20 mm;
- Buizen met een diameter van 50 mm - 23 mm.
Sterke punten van het gebruik van elektrofusie
Typisch worden elektrische koppelingen gebruikt in gevallen waar het niet handig of praktisch is om polyethyleen buizen end-to-end te lassen. Meestal gebeurt dit in rioolputten, smalle en onhandige kanalen, installatieputten in de basis en muren van huizen. Strikt genomen komen elektrische koppelingen te hulp in gevallen waar stuiklassen niet kan worden gebruikt.








Een ander voordeel van deze methode voor het verbinden van polyethyleen buizen is het gemak in geval van een ongeluk of schade aan de pijpleiding. In de regel vereisen dergelijke situaties een zeer snelle probleemoplossing. Het lassen van HDPE-buizen met elektrische koppelingen wordt gekenmerkt door een aanzienlijk implementatiegemak - in dit geval is geen speciale kennis vereist.

Het installatiegemak van het apparaat wordt verzekerd door de aanwezigheid van speciale gaten erop. Om het optimale temperatuurregime voor het docken op moderne lasmachines te bepalen, is voorzien in de functie om de vereiste informatie rechtstreeks uit de barcode te lezen, die is uitgerust met elektrische koppelingen. De verbindingsprocedure wordt geïmplementeerd met de eenvoudigste gereedschappen - een apparaat voor het strippen van de uiteinden van de buis, een elektrische koppeling en een lasmachine.



