- Toepassingen
- Soorten koperen leidingen
- Wat is nodig voor het solderen van koperen leidingen?
- nr. 11. Diameter verwarmingsbuis
- Methoden voor het aansluiten van koperen leidingen
- Lassen
- Aansluiting van koperen leidingen met uitlaatfittingen.
- aan het rollen
- Knelkoppeling
- Perspassing
- Koperen buizen solderen
- Beperkingen bij het gebruik van koperen leidingen
- Methoden voor het aansluiten van koperen pijpleidingen
- Hoe de installatie van verwarming te vereenvoudigen?
- Capillair solderen
- Nummer 6. Koperen buizen voor verwarming
- Verscheidenheid aan koperproducten
- Productie
- Methode #2: groeven (rolgroef)
- Voorbereiden en maken van een gekartelde groefverbinding
- Testen van het complete kartelsysteem
- nr. 7. Polypropyleen buizen voor verwarming
- Vergelijkend prijsoverzicht
- soorten
- Specificaties:
Toepassingen
Er zijn verschillende situaties waarin het beter is om dit materiaal te kiezen:
- De huidige optie voor het installeren van een verwarmingssysteem uit koperen leidingen is om aan te sluiten op een vastebrandstofketel. Dit komt door het feit dat dergelijke systemen worden blootgesteld aan langdurige blootstelling aan hoge temperaturen (meer dan 100 graden Celsius).
- In vergelijking met andere materialen is koper beter als het een complexe vorm heeft.
- Installatie is 100% gerechtvaardigd als de eigenaar van het huis genoeg geld heeft, hij wil de hoogste duurzaamheidsindicator krijgen.
Overweegt u andere opties, let dan op kunststof of roestvrij staal.
Soorten koperen leidingen
Dergelijke producten variëren in grootte en doorsnede en zijn van de volgende typen:
- Koperen gegloeide pijp. Om zachtheid te verkrijgen, worden dergelijke producten onderworpen aan een warmtebehandeling. Dit vereenvoudigt hun installatie.
- Koperen niet gegloeide buizen. Dit zijn rechte segmenten van 1 tot 5 m lang.
De doorsnede van buizen kan klassiek en rechthoekig zijn. Deze laatste worden gebruikt bij het maken van geleiders voor statorwikkelingen, die worden gekoeld door vloeistoffen. Hun vervaardiging is complex en de kosten zijn hoger dan die van conventionele. De meest populaire diameter van koperen leidingen voor watertoevoer is van 10 tot 23 mm, voor afvoersystemen - van 30 tot 45 mm.
Wat is nodig voor het solderen van koperen leidingen?
Het solderen van koperen buizen, wat niet moeilijk is om met uw eigen handen te doen, vereist geen dure apparatuur en speciale materialen. Om het goed te implementeren, heb je de volgende apparaten nodig.
Een brander, waardoor het soldeer en het leidinggedeelte waar ze worden aangesloten, worden verwarmd. Aan een dergelijke brander wordt in de regel propaangas toegevoerd, waarvan de druk wordt geregeld door een lasreductor.
Speciaal gereedschap voor het snijden van koperen leidingen. Omdat producten van dit metaal erg zacht zijn, moeten ze voorzichtig genoeg worden gesneden om de muren niet te kreuken. Op de moderne markt worden pijpsnijders van verschillende modellen aangeboden, die zowel qua functionaliteit als technische mogelijkheden verschillen.
Door het ontwerp van individuele modellen van dergelijke apparaten, wat belangrijk is, kunnen ze zelfs worden gebruikt voor werk op moeilijk bereikbare plaatsen.
Een pijpexpander is een apparaat waarmee je de diameter van een koperen pijp kunt vergroten, wat nodig is om beter te kunnen solderen. In verschillende systemen die zijn gemonteerd op koperen leidingen, worden elementen van dezelfde sectie gebruikt en om ze kwalitatief te verbinden, is het noodzakelijk om de diameter van een van de verbonden elementen iets te vergroten. Het is dit probleem dat een dergelijk apparaat als een pijpexpander oplost.
Het is dit probleem dat een dergelijk apparaat als een pijpexpander oplost.
Affakkelset voor koperen pijp
Apparaat voor het afschuinen van de uiteinden van koperen leidingen. Na het trimmen blijven er bramen achter op de uiteinden van de onderdelen, wat het verkrijgen van een hoogwaardige en betrouwbare verbinding kan belemmeren. Om ze te verwijderen en de uiteinden van de buizen de vereiste configuratie te geven, wordt vóór het solderen een afschuinmachine gebruikt. Er zijn tegenwoordig twee hoofdtypen afschuinapparaten op de markt: geplaatst in een rond lichaam en gemaakt in de vorm van een potlood. Handiger in gebruik, maar ook duurder, zijn ronde apparaten die zachte koperen buizen met een diameter van niet meer dan 36 mm kunnen verwerken.
Om koperen leidingen goed voor te bereiden op het solderen, is het noodzakelijk om alle onzuiverheden en oxiden van hun oppervlak te verwijderen. Voor deze doeleinden worden borstels en borstels gebruikt, waarvan de haren zijn gemaakt van staaldraad.
Het solderen van koperen leidingen wordt meestal uitgevoerd met hardsoldeer, dat zowel bij hoge als bij lage temperaturen kan. Hoge-temperatuursoldeer is een koperdraad die ongeveer 6% fosfor in zijn samenstelling bevat. Zo'n draad smelt bij een temperatuur van 700 graden, terwijl voor het lage temperatuurtype (tindraad) 350 graden voldoende is.
De technologie van het solderen van koperen buizen omvat het gebruik van speciale vloeimiddelen en pasta's die een beschermende functie vervullen. Dergelijke fluxen beschermen niet alleen de gevormde naad tegen de vorming van luchtbellen erin, maar verbeteren ook aanzienlijk de hechting van het soldeer aan het buismateriaal.
Naast vloeimiddel, soldeer en andere basiselementen zijn er extra gereedschappen nodig om koperen leidingen te solderen, die in elke werkplaats of garage te vinden zijn. Om koperproducten te solderen of te lassen, bereidt u bovendien voor:
- regelmatige markering;
- roulette;
- gebouw niveau;
- een kleine borstel met stijve haren;
- een hamer.
Voordat u met de werkzaamheden begint, is het ook belangrijk om te beslissen hoe koperen leidingen moeten worden gesoldeerd. Er kunnen twee hoofdopties zijn: koper hardsolderen (minder vaak gebruikt) en zachtsoldeer gebruiken. Bij het oplossen van dit probleem is het belangrijk om uit te gaan van het feit dat er vereisten zijn voor het gebruik van een of ander type soldeer
Hardsoldeer wordt dus gebruikt voor het solderen van elementen van koel- en airconditioningsystemen. In alle andere gevallen (watertoevoersystemen, verwarmingssystemen, enz.) kan tindraad worden gebruikt. Maar welke technologie ook wordt gekozen, er moet aan worden herinnerd dat de flux in ieder geval noodzakelijk is.










Bij het oplossen van dit probleem is het belangrijk om uit te gaan van het feit dat er vereisten zijn voor het gebruik van een of ander type soldeer. Hardsoldeer wordt dus gebruikt voor het solderen van elementen van koel- en airconditioningsystemen.
In alle andere gevallen (watertoevoersystemen, verwarmingssystemen, enz.) kan tindraad worden gebruikt. Maar welke technologie ook wordt gekozen, er moet aan worden herinnerd dat de flux in ieder geval noodzakelijk is.
Borstels voor het strippen van het binnenoppervlak van een koperen buis voor het solderen
nr. 11.Diameter verwarmingsbuis
Buizen gemaakt van verschillende materialen worden gepresenteerd in verschillende diameters. Om de meest geschikte waarde te kiezen, moet u het volledige schema van het verwarmingssysteem bestuderen en de hulp van specialisten inroepen. De geschatte diameter kan onafhankelijk worden berekend. Er wordt rekening gehouden met parameters zoals het gebied van de kamer, waarvan het thermische vermogen afhankelijk is, en de snelheid van het koelmiddel.
Velen denken ten onrechte dat hoe groter de diameter van de buis, hoe hoger de efficiëntie van het systeem. Bij het kiezen van te grote leidingen neemt de druk in het systeem af en verdwijnt de verwarming helemaal - warm water kan niet rond het hele leidingsysteem en de radiatoren gaan. Hoe kleiner de diameter, hoe hoger het waterdebiet. Idealiter zou de snelheid hoger moeten zijn dan 0,2 m/s, maar minder dan 1,5 m/s, anders zal het koelmiddelcirculatieproces te luidruchtig zijn.
De diameter wordt gekozen op basis van de berekening vereiste warmteafgifte. Voor ruimtes met een plafondhoogte tot 3 m is 100 W energie nodig voor elke 1 m2. Voor een kamer van 20 m2 is bijvoorbeeld 2000 W thermisch vermogen nodig, hier is het de moeite waard om 20% van de reserve toe te voegen, we krijgen 2400 W. Deze thermische stroom wordt geleverd door een of twee radiatoren, als er twee ramen in de kamer zijn - onder elk raam. Volgens de tabel zien we dat er buizen met een binnendiameter van 8 mm nodig zijn om dit vermogen af te dekken, maar 10 mm is ook geschikt. Dit zijn natuurlijk allemaal voorwaardelijke berekeningen, maar ze helpen u bij het navigeren door het budget voor de aankoop van leidingen.
Ten slotte merken we op dat het beter is om niet te besparen op verwarmingsbuizen - dit bespaart u tal van problemen.De producten van fabrikanten als Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast hebben zich goed bewezen.
Methoden voor het aansluiten van koperen leidingen
Lassen
Het komt vrij zelden voor. Een lastoorts verbindt koperen leidingen met een grote diameter voor verwarming (vanaf een diameter van 108 mm);
Aansluiting van koperen leidingen met uitlaatfittingen.
Er wordt een gat in de buis gemaakt, nokken worden ingebracht en een mof wordt met een speciaal gereedschap eruit getrokken. Een nogal bewerkelijke en dure manier om leidingen aan te sluiten, je hebt een speciale machine nodig en installateurs respecteren deze montageoptie niet.
aan het rollen
De methode om koperen leidingen aan te sluiten is goed, maar wordt niet gebruikt in verwarmingssystemen. Het is zeer zeldzaam om een uitlopend onderdeel te vinden dat vervolgens in de fabriek is gemaakt.
Knelkoppeling
Komt vrij vaak voor. Het bestaat uit drie delen: een moer, een o-ring en de fitting zelf in de vorm van een hoek. Aansluitprincipe: een moer, een afdichtring en de fitting zelf worden op een koperen buis geplaatst. Vervolgens wordt de moer gedraaid en drukt de buis tegen de fitting. Aan de andere kant wordt hetzelfde gedaan.
Het nadeel van deze methode om koperen buizen aan te sluiten is dat er geen aanbeveling is met welke kracht de moer op de fitting moet worden vastgedraaid. Iedereen doet zijn best en daardoor kunnen er waterlekken ontstaan.
Een ander nadeel is de voorwaardelijke niet-scheidbaarheid van de fitting, tk. de afdichtring, wanneer hij op de buis is aangebracht, snijdt erin en blijft voor altijd. Om een leidingsectie te repareren (verwijder een fitting), moet deze pijpsectie daarom worden doorgesneden en een nieuwe worden geplaatst.
Als u een knelfitting wordt aangeboden, kunt u deze beter weigeren en om iets anders vragen.
Perspassing
Het is zeldzaam, want.de meester heeft een speciale tang nodig (ongeveer twaalf) en een dure pers om het te installeren. Het verbindingsprincipe: de fitting wordt over de buis gegooid en vastgeklemd met een tang van het gewenste type. Het resultaat is een perfect sterke niet-scheidbare verbinding.
Het verschil tussen de verwerking van deze zachte en harde buisfittingen.
Bij het installeren van de knelfitting moet een steunhuls in de zachte koperen buis worden gestoken. Met de huls kunt u de geometrie van de buis opslaan bij het samendrukken van de steunring.










Koperen buizen solderen
De methode maakt het mogelijk om met goedkope apparatuur een hoogwaardige verbinding van een koperen buis te verkrijgen. Dit is meestal een propaantoorts voor kleine leidingdiameters. Voor leidingen met een diameter van meer dan 54 mm is een acetyleen-luchtbrander geschikt.
Er zijn twee soorten solderen - hard en zacht (hoge en lage temperatuur). Hardsolderen wordt uitgevoerd bij een hogere temperatuur dan zachtsolderen. Er is een mening dat hardsolderen sterker is dan zachtsolderen. Dit is niet waar.
Hardsolderen is technologisch minder geavanceerd dan zachtsolderen. Om te solderen met hardsolderen, hoeft u alleen maar de fitting op de buis te plaatsen, de kruising tot een donkere karmozijnrode kleur te verwarmen en vervolgens het soldeer te bevestigen.
Zachtsolderen omvat:
- De voeg reinigen tot een metaalglans,
- Het binnenoppervlak van de fitting reinigen,
- flux toepassing,
- verbindende delen,
- Overtollige flux verwijderen
- Eigenlijk solderen.
Het belangrijkste verschil tussen zachtsolderen en hardsolderen is dat de koperen buis er na zachtsolderen netter uitziet dan na hardsolderen.Tijdens hardsolderen wordt de pijp erg heet, wordt zwart in dikte, wordt bedekt met schilfers - het is onmogelijk om hem schoon te maken, hij ziet er niet uit als een glanzende koperen pijp, hij zal zwart zijn. Na hardsolderen ziet de stookruimte er lelijk uit, dus als ze hardsolderen aanbieden, is het beter om te weigeren. Er mag alleen zachtsoldeer worden gebruikt.
Hardsolderen van een koperen pijp is geschikt voor die gevallen waarin geen vloeistof, maar een gas door de pijpleiding wordt getransporteerd. Zo is voor airconditioningsystemen, systemen voor het transport van eventuele gassen, alleen hardsolderen toegestaan, omdat de fluxresten die op de buis en het binnenoppervlak van de fitting zijn aangebracht in de buisleiding komen en moeten worden uitgewassen.
Zachtsolderen is geschikt voor hydraulische systemen als het ziet er meer esthetisch uit.
Beperkingen bij het gebruik van koperen leidingen
Voor koper zijn er de volgende operationele beperkingen vanwege de eigenschappen van het metaal:
- De zachtheid, die zorgt voor de plasticiteit van leidingen en het gemak van hun installatie, legt een limiet op de toegestane waterstroomsnelheden. Voor een lange levensduur van het waterleidingsysteem zijn waarden tot 2 m/s optimaal.
- Vanwege de zachtheid van koper worden de volgende eisen gesteld aan de zuiverheid van water - het mag geen mechanische onzuiverheden bevatten, wat wordt bereikt door geschikte filters bij de inlaat te installeren. Zwevende deeltjes kunnen door mechanische impact erosie (uitwassen van buiswandmateriaal) veroorzaken.
- Het oppervlak van koper is bedekt met een oxidefilm die van nature voorkomt en een beschermende laag is. Het in het water aanwezige chloor verandert deze film in een echte patina, waardoor de buis nog beter wordt beschermd.Dit gebeurt alleen als de totale hardheid van de waterstroom 1,42-3,1 mg/l is met een pH in het bereik van 6,0-9,0. Anders wordt de patina vernietigd en dit zal leiden tot een continu herstel door het verbruik van koper, wat de levensduur van de pijpleiding aanzienlijk kan verkorten.
- Bij de drinkwatervoorziening is het gebruik van loodsoldeer voor aansluitleidingen niet toegestaan (lood is een giftige stof).
- Bij het installeren van een koperen pijpleiding is het vereist om alle bewerkingen uit te voeren om de levensduur van het systeem niet te verkorten van de geschatte 50 jaar. Bij het buigen van buizen zijn hun vouwen niet toegestaan, omdat dit de laminaire waterstroom schendt. De buis mag niet gedraaid zijn. Bij een storing wordt maximaal 1 keer editen.
- Bramen en bramen gevormd na het solderen moeten worden verwijderd, omdat ze bijdragen aan het optreden van turbulente wervelingen in de waterstroom met gelijktijdige erosie, wat zal leiden tot een afname van de levensduur van de koperen pijpleiding.
- Oververhitting tijdens het solderen, vooral sterk, kan leiden tot een lekkende verbinding of verlies van kopersterkte, tot een barst toe.
- Het vloeimiddel dat bij het solderen wordt gebruikt, moet door wassen worden verwijderd, omdat het een agressieve stof is en kan bijdragen aan leidingcorrosie.
- Het is verboden elementen van aluminium, zink, staal na koperen leidingen in de richting van de waterstroom te monteren om corrosie van deze laatste te voorkomen. Als aan deze voorwaarde niet wordt voldaan, is het gebruik van passieve anodes (van bijvoorbeeld magnesium) vereist.
- De overgang van koper naar een pijp gemaakt van andere metalen wordt aanbevolen door messing, bronzen of roestvrijstalen fittingen om snelle corrosie van deze laatste te voorkomen.
Ondanks de bestaande beperkingen op het gebruik, worden koperen buizen tegenwoordig beschouwd als het beste materiaal voor het aanbrengen van sanitaire systemen.
Methoden voor het aansluiten van koperen pijpleidingen
In de praktijk worden koperen leidingen voor verwarming op de volgende manieren aangesloten.
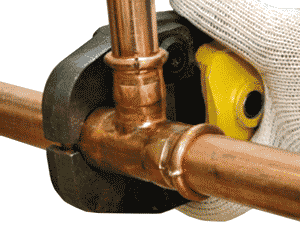
Capillair solderen is de meest betrouwbare montagemethode. Om dit te doen, hebt u een zaklamp en speciaal soldeer nodig.
 De volgende meest betrouwbare methode is verbinding met persfittingen. Deze methode vereist het gebruik van een perstang. Ondanks het feit dat deze methode enigszins inferieur is aan solderen in kwaliteit, wordt deze vrij vaak gebruikt, omdat er praktisch geen speciale training voor nodig is. Het gebruik van deze verbindingsmethode is mogelijk als de druk van de energiedrager niet hoger is dan 10 atmosfeer.
De volgende meest betrouwbare methode is verbinding met persfittingen. Deze methode vereist het gebruik van een perstang. Ondanks het feit dat deze methode enigszins inferieur is aan solderen in kwaliteit, wordt deze vrij vaak gebruikt, omdat er praktisch geen speciale training voor nodig is. Het gebruik van deze verbindingsmethode is mogelijk als de druk van de energiedrager niet hoger is dan 10 atmosfeer.
Aansluiting met knelkoppelingen. De eenvoudigste manier om de koperen delen van het verwarmingssysteem met elkaar te verbinden, er zijn alleen sleutels van de juiste maat nodig van de apparatuur. Deze eenvoud had enigszins invloed op de kwaliteit van de verbinding, de reden voor het probleem ligt meestal in de kwaliteit van de fittingen en niet in de buis zelf.
Hoe de installatie van verwarming te vereenvoudigen?
Hier is wat er nog meer interessant is om te weten over verwarming door koperen leidingen - de installatie van het systeem kan aanzienlijk worden vereenvoudigd en betrouwbaarder worden gemaakt. Dit is mogelijk vanwege het feit dat metalen buizen van koper zijn, ze zijn zeer ductiel. Bovendien wordt een dergelijke buis niet alleen in de vorm van gemeten materialen geproduceerd, het is ook mogelijk om deze in baaien van aanzienlijke lengte te kopen. Hierdoor kunt u het systeem nagenoeg zonder lineaire verbindingen monteren.
In dit geval wordt de vereiste configuratie van de verwarmingslijn bereikt door de buis te buigen, u hoeft geen hoekfittingen te gebruiken. Er is ook de mogelijkheid van het dwars inbrengen van buizen met aansluitend solderen.
Ga als volgt te werk om de koperen leiding te buigen en vervorming te voorkomen.
Om koperen verwarmingsbuizen te buigen zonder voorverwarmen, moet u een speciaal apparaat gebruiken - een pijpenbuiger. Hiermee kunt u een bepaalde buighoek krijgen, terwijl u vervorming van de buis voorkomt. Als je het handmatig probeert te doen, krijg je beschadigd materiaal, omdat in bijna alle gevallen het interne gedeelte aanzienlijk wordt verstoord, wat extra weerstand creëert, waardoor de circulatie van de energiedrager afneemt.
Eenvoudiger, en zelfs nog meer zonder complexe apparaten, is het buigen van verwarmde buizen. Om dit te doen, worden de buizen verwarmd door een brander, ze moeten eerst op een speciale spiraal worden geplaatst, wat een afname van de doorsnede voorkomt. De bocht wordt gemaakt door een vloeiende beweging zonder schokken.










Onthoud dat het mogelijk is om de hoek pas na het opnieuw opwarmen te corrigeren, maar dit is ook ongewenst, een dergelijke impact kan de eigenschappen van de buis nadelig beïnvloeden.
Capillair solderen
Deze methode voor het verbinden van koperen leidingen is gebaseerd op de werking van oppervlaktespanningskrachten, waardoor u de verbinding van de verbonden elementen met soldeer kunt vullen.
Om een hoogwaardige verbinding te krijgen, moet aan de volgende voorwaarden worden voldaan:
- De te verbinden delen worden verbonden door de socket-methode. Om dit te doen, moet het uiteinde van één element worden verwijd (uitgebreid), houd er rekening mee dat de opening tussen de buizen bij de verbinding tienden van een millimeter moet zijn.Hiervoor kunt u beter een speciale expander of flenzen gebruiken (voor het inbrengen van een buis).
- Buizen worden gereinigd, afhankelijk van het soldeer moeten ze worden behandeld met vloeimiddel.
- Nadat de werkstukken zijn verbonden, begint u de verbinding gelijkmatig te verwarmen. Breng na het bereiken van de gewenste temperatuur soldeerdraad in de vlam. Tijdens het smeltproces zal het vloeibare soldeer de volledige ruimte tussen de pijpen bij de verbinding vullen.
De technologie van capillair solderen heeft natuurlijk zijn eigen nuances, waarvan de overweging onmogelijk is in het volume van één artikel. Maar dit type verbinding wordt het meest gebruikt, omdat verwarming met koperen leidingen mooi moet zijn om de kosten te evenaren.
Nummer 6. Koperen buizen voor verwarming
Laten we doorgaan met de studie van metalen verwarmingsbuizen. Koperen buizen werden al in de 17e eeuw gebruikt en worden nog steeds actief gebruikt, ondanks het verschijnen van goedkopere opties.
Voordelen:
- duurzaamheid in vergelijking met de levensduur van gebouwen. Koperen buizen en hulpstukken verliezen hun kwaliteiten niet voor 100 jaar of langer;
- weerstand tegen corrosie, hoge dichtheid, gebrek aan vermogen om lucht door te laten en afzettingen op het binnenoppervlak op te hopen, daarom neemt de doorvoer van pijpen in de loop der jaren niet af;
- hoge thermische geleidbaarheid;
- weerstand tegen extreme temperaturen (bedrijfstemperatuurbereik van -200 tot +500С) en drukstoten in het systeem;
- esthetische uitstraling.
Het grootste nadeel is de hoge prijs. Niet alleen het materiaal zelf is duur, ook de belangrijkste fabrikanten zijn buiten het land geconcentreerd.
Als we rekening houden met de duurzaamheid van het materiaal en de afwezigheid van problemen in de komende 100 jaar, dan lijken de kosten niet zo'n groot nadeel.Als de kwestie van het kiezen van verwarmingsbuizen niet op het budget rust, dan zijn koperen leidingen de beste optie.
Het installatieproces is specifiek, dus het is beter om hulp van professionals te zoeken.
Om ervoor te zorgen dat het verwarmingssysteem jarenlang meegaat, is het beter om koperen leidingen niet te combineren met ongelegeerde stalen leidingen. Deze laatste zal zeer snel roesten. Als een dergelijke combinatie niet te vermijden is, laat dan de stalen leidingen voor de koperen leidingen liggen in de richting van de waterbeweging.

Verscheidenheid aan koperproducten

Koperen buizen worden geclassificeerd volgens verschillende criteria. Een van de belangrijkste is de manier waarop ze worden gemaakt. Volgens dit criterium zijn producten onderverdeeld in de volgende typen:
- Niet-gegloeide koperen leidingen. Ze zijn gemaakt van puur metaal door te rollen of te stampen. Buizen hebben een hoge sterkte en zijn gemakkelijk bestand tegen een druk van 450 MPa. Het gebruik van deze methode heeft enkele nadelen. Het resultaat is een materiaal met verminderde plasticiteit, wat de reikwijdte enigszins beperkt.
- Gegloeid. Pijpverwerking wordt uitgevoerd met behulp van een speciale technologie. De essentie ligt in het verwarmen van het materiaal tot 700 graden, gevolgd door koeling. De koeling wordt geleidelijk uitgevoerd. Als gevolg van een dergelijke verwerking verliezen koperproducten hun sterkte. In plaats daarvan neemt de plasticiteit ervan toe. Vanwege deze functie wordt koperen buis veel gebruikt voor de constructie van een pijpleiding met een complexe configuratie.
Volgens de normen worden koperen leidingen vervaardigd in drie typen, die karakteristieke verschillen hebben in termen van mechanische en operationele eigenschappen. Dus, afhankelijk van de hardheidsgraad, worden koperproducten onderverdeeld in de volgende typen:
- Stevig.De producten worden veel gebruikt voor leidingen, die een hoge sterkte moeten hebben. Distributie van de buis tijdens het installatieproces wordt alleen uitgevoerd door voorverwarmen. De pijpleiding kan meerdere windingen hebben. Om de pijp in de geselecteerde hoek te buigen, moet u een pijpenbuiger gebruiken.
- Halfvast. Koperen buizen van dit type zijn gemakkelijk bestand tegen uitzetting als de diameter met 15% wordt vergroot. Het product heeft een grotere plasticiteit dan het vorige materiaal. Maar toch heb je een pijpenbuiger nodig om te buigen.
- Zachte pijpen. Bestand tegen distributie met een kwart toename in diameter. In dit geval zijn er geen gaten en scheuren. Het product is gemakkelijk te buigen. Hiervoor hoeft het materiaal niet verwarmd te worden. Zachte koperen leidingen worden veel gebruikt voor verwarmings- en watertoevoersystemen. Ze worden ook veel gebruikt bij het leggen van vloerverwarming.
Ook worden koperen leidingen geclassificeerd volgens de vorm van de sectie. Ze zijn rond of rechthoekig. De laatste optie is veel duurder. Rechthoekige buizen worden gebruikt voor de vervaardiging van speciale geleiders in elektrische apparatuur. Ook kunnen koperen leidingen verschillende wanddiktes (0,6 - 3 mm) en diameters (12 - 267 mm) hebben. In verschillende gebieden worden producten met bepaalde parameters gebruikt. Dus, Buizen worden gebruikt om een gasleiding aan te leggen, waarvan de wanddikte 1 mm is, en in sanitair - 2 mm.
Productie
Voor de aanleg van pijpleidingen voor watervoorziening en verwarming worden naadloze koperproducten gebruikt. Ze zijn gemaakt met behulp van drie technologieën:
- koudwalsen - de vervorming van het metalen werkstuk treedt op bij het passeren tussen roterende rollen. Een doorgaand gat wordt gemaakt door de firmware-methode.Vervolgens wordt de sleeve gekalibreerd op de gewenste afmetingen;
- koudtrekken - gebaseerd op het trekken van het werkstuk door een tekengereedschap (tekengereedschap) met een speciaal kanaal dat taps toeloopt in de lengte. Tijdens het tekenen wordt het metaal samengeperst tot de vereiste geometrische parameters en over de lengte uitgerekt;
- heet persen - het verkrijgen van een pijp door extrusie (extrusie) door de uitlaat van de matrix.
Bij industriële productie kan een van deze technologieën of een combinatie daarvan worden gebruikt. De samenstelling van de apparatuur en technologische bewerkingen kunnen enkele verschillen vertonen, maar het belangrijkste productieproces bestaat altijd uit de volgende stappen:
- voorbereiding van het werkstuk;
- koudwalsen of trekken of warmpersen;
- hittebehandeling;
- smering van leidingen en gereedschappen;
- verwerking van eindproducten en tussenproducten;
- in afgemeten delen snijden of in rollen wikkelen;
- kwaliteitscontrole van afgewerkte producten.
Methode #2: groeven (rolgroef)
Pijpleidingen gecreëerd door een verbinding met eindgroeven (kartelgroeven) worden al lang toegepast bij de constructie van sprinkler(irrigatie)brandsystemen. Sinds 1925 wordt deze volledig betrouwbare methode voor het verbinden van leidingen toegepast op stalen en ijzeren leidingen voor verwarming, ventilatie, airconditioning en andere systemen.










Inmiddels is er ook een vergelijkbare gekartelde mechanische verbindingsmethode beschikbaar voor koperen leidingen met een diameter van 50 mm tot 200 mm. De gekartelde mechanische verbindingsset bevat:
- koppelingen,
- pakkingen,
- diverse fittingen.
Het mechanische kartelsysteem biedt een praktisch alternatief voor het solderen van koperen buizen met een grotere diameter. Dienovereenkomstig vereist de kartelmethode geen extra verwarming (toepassing van een open vlam), zoals bij solderen. hard of zacht soldeer.
De kartelgroef aan het uiteinde van de koperen buis is een van de belangrijkste elementen van de verbindingsmethode "gekartelde groef". Meting na het rollen bepaalt de geschikte fitting
Groefverlijming is gebaseerd op de ductiliteitseigenschappen van koper en de verhoogde sterkte van dit metaal tijdens koudverwerken. Het ontwerp omvat het afdichten van het klemsysteem, waarvoor een kunststof elastomeer pakking (EPDM - Ethyleen Propyleen Diene Methyleen) en een speciaal ontworpen klem worden gebruikt. Een aantal fabrikanten over de hele wereld bieden tools voor het maken van groefverbindingen - pakkingen, klemmen, fittingen.
Fittingen van verschillende afmetingen en werkklemmen met pakkingen worden gebruikt bij het ontwerpen van verbindingen gemaakt met de gekartelde groefmethode
Voorbereiden en maken van een gekartelde groefverbinding
Net als bij andere soldeerloze koperverbindingsprocessen, is een goede voorbereiding van het buisuiteinde van primair belang bij het creëren van een sterke, lekdichte las. Ook de juiste keuze van kartelgereedschap voor elk type koperen leiding ligt voor de hand. De aanbevelingen van de fabrikant moeten worden opgevolgd om een veilige, probleemloze voorbereiding van dit soort verbindingen te garanderen.
Tabel met toegestane drukken en temperaturen voor dit type aansluiting
| Connectie type | Drukbereik, kPa | Temperatuurbereik, ºC |
| Groef, D = 50,8 - 203,2 mm, type K, L | 0 — 2065 | min 35 / plus 120 voor K min 30 / plus 80 voor L |
| Rolgroef, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm type M | 0 — 1725 | min 35 / plus 120 |
| 0 — 1375 | min 30 / plus 80 |
Stapsgewijs proces voor het monteren van een knoop met kartelgroeven:
- Snijd de uiteinden van de koperen buizen precies loodrecht op de as op maat.
- Verwijder bramen na het snijden en afschuinen.
- Rol groeven op de gewenste afmetingen op zoals vereist door de fabrikant van de fitting.
- Inspecteer fittingen, pakkingen, klemmen op schade.
- Smeer de pakkingen volgens de aanbevelingen van de fabrikant.
Inspecteer vóór de definitieve montage de klemoppervlakken op reinheid en vuil. Monteer de verbinding volgens de aanbevelingen van de fabrikant.
Praktisch geassembleerd fragment van het knooppunt met behulp van de "knurling groove" -methode. De elastische pakkingen van de klembeugel worden voor de definitieve plaatsing van de koperen leidingen met een kleine hoeveelheid smeermiddel behandeld.
De klemmoeren moeten tenslotte worden vastgedraaid tot het vereiste aanhaalmoment volgens de aanbevelingen van de fabrikant. Na het aandraaien van de schroeven moet het klemgebied opnieuw worden onderzocht om er zeker van te zijn dat het geheel goed is gemonteerd.
Testen van het complete kartelsysteem
Het testen van een compleet leidingsysteem kan worden uitgevoerd door lucht- of waterdruk op het systeem toe te passen. Ook bij een relatief hoge proefdruk is de hydropneumatische methode niet uitgesloten.
Er moet echter rekening mee worden gehouden dat de waarde van de testdruk niet hoger mag zijn dan de maximaal toelaatbare werkdruk die is opgegeven door de fabrikant van het kartelgroefsysteem.
nr. 7. Polypropyleen buizen voor verwarming
Polypropyleen buizen zijn gemaakt op basis van polymeren, er zijn verschillende soorten van dergelijke buizen, maar meestal worden PPs-buizen van speciaal propyleen gebruikt in het verwarmingssysteem. De materialen van de thermoplastische groep, die alle soorten polypropyleen buizen omvatten, zijn onstabiel voor hoge temperaturen, daarom is het voor verwarmingssystemen noodzakelijk om alleen versterkte buizen te nemen, bij voorkeur met glasvezel. Zo zijn bijvoorbeeld leidingen van het type PN25 versterkt, bestand tegen druk in het systeem tot 25 atm en een temperatuur van +95C met een kortstondige stijging tot +120C.

Voordelen:
- relatief lange levensduur. Volgens de fabrikanten bereikt de duurzaamheid 50 jaar;
- corrosieweerstand. Het binnenoppervlak van de buizen blijft gedurende de gehele levensduur glad, zonder afbreuk te doen aan de doorvoer. Vanwege de dichtheid komt zuurstof niet in het systeem en beschadigt het de metalen elementen niet;
- hoge mechanische sterkte;
- lichtgewicht;
- weerstand tegen lage temperaturen. Als water in de leiding bevroren is, hoeft u zich geen zorgen te maken over de integriteit - vanwege het vermogen om uit te zetten, wordt het materiaal niet beschadigd en keert het na ontdooien terug naar zijn oorspronkelijke vorm;
- hermetische verbinding, die wordt geleverd door speciale fittingen en lassen;
- relatief eenvoudig installatieproces. Om afzonderlijke elementen met fittingen te verbinden, wordt een speciale lasmachine gebruikt, die in de volksmond een strijkijzer en een soldeerbout wordt genoemd. Het duurt een paar seconden om de verbinding te lassen en het is niet moeilijk om met het apparaat te leren werken;
- laag geluidsniveau wanneer water door leidingen stroomt, vooral in vergelijking met metalen tegenhangers;
- volledige onschadelijkheid voor de gezondheid;
- relatief lage prijs.Polypropyleen buizen kosten minder dan metalen kunststof of roestvrijstalen buizen.
Onder de nadelen:
- onvermogen om te gebruiken in brandgevaarlijke gebieden;
- hoge lineaire uitzetting resulteert in de noodzaak om compensatoren te gebruiken.
Vaak zijn de nadelen lage hittebestendigheid, lage stijfheid en instabiliteit voor waterslag. Dit komt door de verkeerde keuze van polypropyleen buizen. Voor verwarmingssystemen zijn alleen versterkte producten nodig die niet doorzakken, bestand zijn tegen hoge temperaturen en druk. Bovendien is het productieproces van groot belang: als de technologie wordt geschonden, komen er buizen van onvoldoende kwaliteit uit, dus het is beter om de voorkeur te geven aan vertrouwde eminente fabrikanten.










Vergelijkend prijsoverzicht
In bouw- en sanitairwinkels kunt u verwarmingsbuizen kopen die van verschillende materialen zijn gemaakt:
- Koper. De gemiddelde prijs voor 1 meter (diameter 20 mm) is 250 roebel. Toegestane temperaturen van de werkvloeistof - tot 500 graden Celsius. Ze zenden zwerfstromen uit, wat een nadeel is.
- Polypropyleen. De gemiddelde prijs voor 1 meter is 50 roebel. Geschikt voor vloeistoftemperaturen tot 95 graden. Ze oxideren niet. Niet bestand tegen sterke waterslag.
- Metaal-kunststof. De gemiddelde prijs voor 1 meter is 40 roebel. De temperatuur is maximaal 150 graden. De looptijd van de actieve werking is 15 jaar.
Prijzen variëren afhankelijk van de diameter, wanddikte, bekendheid van de fabrikant.
 Koperen buizen voor verwarming
Koperen buizen voor verwarming
soorten
Soorten polypropyleen buizen, afhankelijk van het ontwerp:
- vast - gemaakt van homogeen plastic;
- versterkt - bij de productie worden twee of meer materialen gebruikt die met elkaar worden gecombineerd.
Versterkte buizen hebben verschillende verschillen met massieve onderdelen:
- de buitenzijde is bedekt met aluminiumfolie;
- er kan een extra aluminiumcoating in het onderdeel zitten;
- buizen kunnen worden versterkt met glasvezel.
Classificatie van polypropyleen buizen met wapening:
- Aluminium. Kan worden versterkt met een doorlopende laag of gaas met kleine gaatjes. De aanwezigheid van een extra laag metaal zorgt voor een afname van de thermische uitzetting van kunststof, een toename in sterkte, weerstand tegen druk.
- Glasvezel. Ze hebben een gelaagde structuur. De hoofdlagen zijn twee lagen polypropyleen, waartussen zich een versterkende laag glasvezel bevindt.
- Metaal-polymeer. Bestaat uit 5 lagen. Buiten en binnen is polypropyleen. Tussenlagen - lijm. De middelste is van aluminium.
De technische kenmerken van versterkte producten zijn hoger dan die van onderdelen gemaakt van een homogeen materiaal.
 Diverse polypropyleen buizen
Diverse polypropyleen buizen
Specificaties:
Technische kenmerken van polypropyleen buizen:
- Vorstbestendigheidsindex - tot -15 graden. Buizen van dit materiaal zijn niet geschikt voor de vervaardiging van buitenwaterleidingen.
- Lage thermische geleidbaarheid. Hierdoor bereikt de vloeistof van het ene uiteinde van de pijpleiding naar het andere met een minimaal temperatuurverschil.
- De dichtheid van polypropyleen is 0,91 kg/cm2.
- Chemische bestendigheid van het materiaal.
- Hoge mate van lineaire uitzetting.
- Mechanische sterkte - 35 N / mm.
- Het zacht worden van polypropyleen begint bij 140 graden.
- Hittebestendigheid tegen warmtedragers - tot 120 graden.
- Het smelten van plastic begint bij 170 graden.
- Het werkdrukbereik is 10-25 atmosfeer.
Van dit materiaal worden buizen gemaakt met een diameter van 10 tot 125 mm. De onderdelen zijn verbonden met een speciale soldeerbout. Dankzij het solderen wordt een sterke, luchtdichte naad verkregen.