
- 1 Koperen buizen voor watervoorziening - technologische kenmerken en voordelen
- Verbindingsmethoden:
- Montage
- Hoe koperen buizen te solderen, stap voor stap instructies
- Verbindingsvoorbereiding
- Flux-toepassing
- Solderen
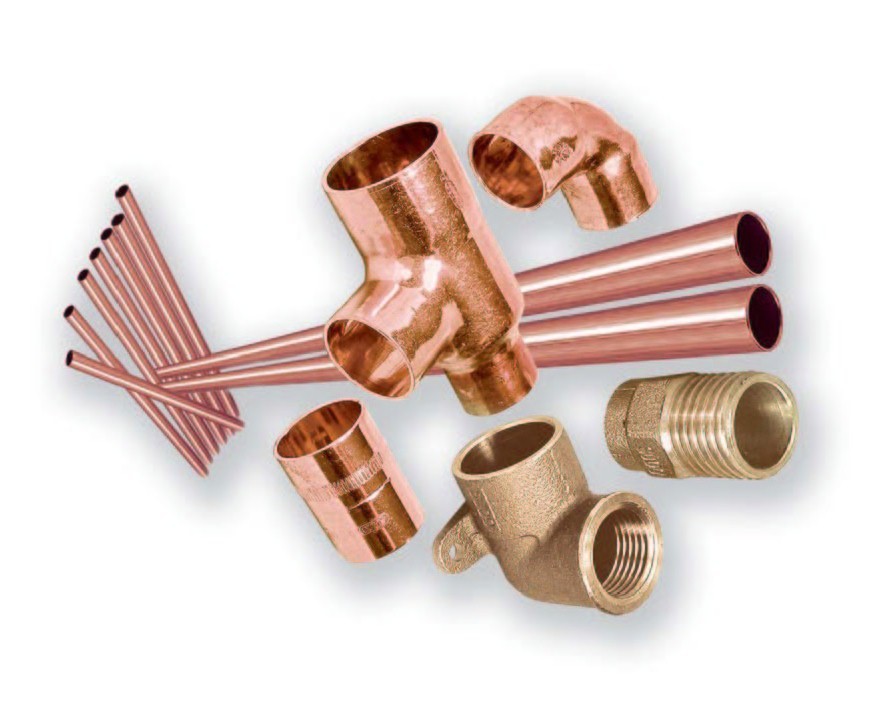
- Soorten koperproducten
- Op afspraak
- Volgens de productiemethode:
- Op sectievorm
- Volgens de graad van hardheid:
- Soorten wikkelingen
- Welke fittingen zijn er op de markt?
- Optie #1 - compressie-elementen
- Optie #2 - capillaire fittingen
- Optie #3 - persfittingen
- Soorten pasproducten
- De nuances van het monteren en solderen van buizen van alle diameters
- Doe-het-zelf stap voor stap werken in 7 stappen
- Specificaties:
- Pijpclassificatie:
- Wettelijke vereisten
- Installatie van koperen leidingen voor watervoorziening
- Benodigde gereedschappen en materialen
- Werkvoortgang
- Montagekenmerken:
1 Koperen buizen voor watervoorziening - technologische kenmerken en voordelen
Allereerst koper pijpen voor sanitair aantrekkelijk vanwege hun kracht. Vaste producten met een diameter van 12 mm en een wanddikte van slechts 1 mm zijn ontworpen voor een werkdruk van 100 bar bij een temperatuur van 250 °C. Koperen pijpleiding op fittingen, geassembleerd door hardsolderen, is bestand tegen maximale belastingen van meer dan 500 atm en temperaturen tot 600 °C. Veel materialen worden broos als de temperatuur daalt.Koper is een uitzondering - de sterkte en taaiheid van dit metaal nemen toe met afnemende temperatuur.
Deze eigenschap zorgt voor de toelaatbaarheid van herhaald invriezen en ontdooien van koperen leidingen (afhankelijk van de hardheid van de producten tot 3 keer). Zelfs als er een ongeluk gebeurt, is het maar op één plek, in tegenstelling tot stalen pijpleidingen, waar de windvlaag zich door de pijp verspreidt. Daarom is het elimineren van de gevolgen van het bevriezen van koperproducten niet moeilijk en moet het stalen systeem volledig worden vervangen.

Koperen buizen zijn eenvoudig te bewerken en technologisch zeer geavanceerd in elk deel van de installatie: bij het passeren van gaten, buigen rond hoeken en andere obstakels, het installeren van apparatuur, het monteren van een aftakking op een reeds voltooide pijpleiding. Voor alle werkzaamheden is een eenvoudig gemechaniseerd en handmatig gereedschap nodig.
Koperen systemen zijn universeel - fittingen en buizen van dezelfde standaard worden gebruikt voor alle soorten nutsvoorzieningen. Dit zorgt voor het gebruik van één installatiemethode en dezelfde apparatuur. De meest gebruikelijke en meest betrouwbare methode voor het verbinden van koperen leidingen is capillair solderen. De soldeerbreedte is, zelfs bij kleine diameters, maar liefst 7 mm en geeft de installatiesterkte hoger dan die van bekende verbindingsmethoden, inclusief elk type laswerk.

Tijdens de tests was er altijd een breuk in het lichaam van de buis en de dichtheid van de verbindingen, inclusief de onderhouden, werd nooit verbroken. Capillair solderen maakt een snelle en eenvoudige montage mogelijk. De voordelen zijn vooral duidelijk in vergelijking met lassen, dat meer precisie en zorg vereist bij het werken met kunststof buizen of omvangrijke apparatuur in het geval van stalen systemen.
Naast verbindingen met een hoge duurzaamheid en betrouwbaarheid (persen, solderen, lassen), zijn er ook verbindingen die geen speciale vaardigheden en gereedschappen vereisen - het gebruik van fittingen voor snelle installatie in geval van ongevallen, evenals in niet-druksystemen (zelf -vergrendeling, compressie, enzovoort). Dit zorgt voor efficiëntie en flexibiliteit in het werk van de installateur. Het is verboden om koperen buizen van schroefdraad te voorzien, maar combinatiefittingen maken een eenvoudige overgang naar draadsnijden door persen of solderen mogelijk.
Door de plasticiteit van koper is het mogelijk om, met behulp van een gemechaniseerde of handmatige expander, buizen te verbinden door capillair solderen zonder het gebruik van fittingen. Dit maakt het mogelijk (in sommige gevallen aanzienlijk) om de kosten van het systeem tijdens de installatie te verlagen. De passende manier van verbinding zorgt voor de gegarandeerde stabiliteit van parameters en betrouwbaarheid van het systeem.
Het is toegestaan om een koperen pijpleiding in muren en vloeren in te bedden, als producten worden gebruikt in isolatie, gegolfde buis, schaal, waar thermische uitzetting wordt geboden door schommelingen in de temperatuur van het toegevoerde water, of gemonteerd in een doos. Onderhoudsverbindingen mogen niet monolithisch zijn zonder er toegang toe te verlenen. Opengelegde koperen leidingen zijn zeer esthetisch mooi, kunnen worden geverfd, maar vereisen een opstelling die het risico van onopzettelijke schade voorkomt.
Verbindingsmethoden:
Installatie van deze producten kan op twee manieren: door schroefdraadverbinding of door te solderen. Koper en legeringen die op zijn basis zijn gevormd, kunnen worden verbonden door zowel hoge- als lage-temperatuursolderen.

Voor watervoorzieningssystemen wordt soldeer bij lage temperatuur voornamelijk gebruikt met verschillende soorten soldeer, met uitzondering van lood-tin.Ze bevatten een groot aandeel lood, dat niet kan worden gebruikt. voor het solderen van drinkwaterleidingen. Voor de montage van dergelijke systemen is het beter om tinkoper of zilverhoudend soldeer te kiezen. Ze creëren een naad van goede kwaliteit en voldoen aan alle eisen voor sterkte, betrouwbaarheid en duurzaamheid van sanitaire systemen. Als vloeimiddel kunt u hars - vaseline-pasta nemen, die hars, zinkchloride en technische vaseline bevat. Het heeft een gemakkelijk aan te brengen pasta-achtige consistentie.
Montage
Installatie van koperen pijpleidingen wordt uitgevoerd met behulp van speciale verbindingen - fittingen of met behulp van lassen. Door middel van pers- of opvouwbare fittingen worden de buizen stevig verbonden met de elementen van het verwarmingssysteem, maar lassen wordt meestal gebruikt. Bij het installeren van gegloeide koperen leidingen op plaatsen waar dat nodig is, kunnen deze worden gebogen zodat het totale aantal verbindingen en verbindingen wordt verminderd. Hiervoor wordt een pijpenbuiger gebruikt, waardoor het mogelijk is om de nodige helling te verkrijgen zonder de algehele doorgankelijkheid van het systeem in gevaar te brengen.

Voor de installatie van knelfittingen is geen speciale uitrusting vereist: de buis wordt eenvoudig in de groef gestoken totdat deze stopt en vervolgens wordt deze stevig vastgeschroefd met een moer, terwijl het materiaal zelf tegen het fittinglichaam moet worden gedrukt. Om een maximale pasvorm en volledige afdichting te bereiken, moeten twee sleutels worden gebruikt. Dat is alle apparatuur die je nodig hebt. Men moet echter de bijzonderheden van krimpbevestigingen niet vergeten, wat een volledige controle van de dichtheid inhoudt - dergelijke systemen beginnen periodiek te "druppelen", daarom mogen de verbindingen niet worden dichtgemetseld, de toegang tot de leidingen moet open zijn.

Persfittingen worden geïnstalleerd met behulp van speciale persmachines, dit is een vrij dure installatieoptie, maar de verbinding is sterk en betrouwbaar, maar uit één stuk. Experts merken op dat capillair solderen wordt beschouwd als de meest universele methode voor het installeren van koperen pijpleidingen; met deze methode kunt u pijpsegmenten met dezelfde diameter met elkaar verbinden. Om dit te doen, wordt het affakkelen uitgevoerd aan een van de uiteinden, dat wil zeggen dat de diameter iets wordt vergroot, waardoor u de ene pijp in de andere kunt steken.

De verbinding wordt gereinigd met een speciale spons of een metalen borstel en vervolgens worden de verbonden oppervlakken bedekt met flux - dit is een speciale samenstelling die zorgt voor maximale hechting van het metaal aan het soldeer. Op deze manier behandelde buizen worden achtereenvolgens in elkaar gestoken, zodat de opening ertussen niet groter is dan een fractie van een millimeter. Vervolgens wordt het soldeer verwarmd met een gelaste toorts en wanneer het materiaal de smelttemperatuur bereikt, worden alle ontstane gaten met de gesmolten samenstelling gegoten.

Nadat de naad is gevuld, moet deze worden afgekoeld, hiervoor kunt u de voeg in het water laten zakken of gewoon in de open lucht laten staan. Over het algemeen is dit proces, net als reparatie, vrij eenvoudig, maar het vereist nauwkeurigheid, grondigheid en naleving van veiligheidsvoorschriften. Koperen buizen hebben een esthetische uitstraling, maar soms schilderen gebruikers dergelijke producten zodat de pijpleiding past bij het algehele concept van het interieur.

Het is van groot belang dat de hiervoor gebruikte verf aan de volgende voorwaarden voldoet:
- de coating mag niet van kleur veranderen onder invloed van hoge temperaturen;
- verf moet betrouwbaar beschermen tegen alle soorten invloeden van buitenaf;
- zelfs minimale peeling is onaanvaardbaar.

Het is raadzaam om de leidingen te coaten met een primer voordat de verf wordt aangebracht, experts raden aan om een loodrode loodsamenstelling te gebruiken. Houd er rekening mee dat de verf niet in koper trekt, dus je moet het heel voorzichtig uitsmeren met een kwast. En zelfs in dit geval kan een min of meer gelijkmatige dekking pas na 2-3 lagen worden bereikt. Je kunt echter ook verf uit een spuitbus gebruiken, deze ligt veel gelijkmatiger.








Hoe u koperen leidingen met uw eigen handen aansluit, zie de volgende video.
Hoe koperen buizen te solderen, stap voor stap instructies
Door stap voor stap te werken, kunt u verbindingen van hoge kwaliteit krijgen. Bij het uitvoeren van het proces hoeft u zich niet te haasten, u moet alle regels en aanbevelingen volgen.
Verbindingsvoorbereiding
In de eerste fase worden de benodigde onderdelen van de vereiste afmetingen voorbereid. Voor het snijden wordt een pijpsnijder gebruikt, die strikt loodrecht op de pijpleiding moet worden geplaatst. Eerst wordt de buis in de bevestigingsbeugel tussen het mes en de steunrollen geklemd.
 De frees draait een of twee keer rond het te snijden segment.
De frees draait een of twee keer rond het te snijden segment.
Vervolgens wordt het schroefmechanisme vastgedraaid. Daarna wordt het snijproces herhaald. Dergelijke acties worden uitgevoerd totdat de buis definitief wordt doorgesneden.
Om onderdelen van de vereiste grootte voor te bereiden, kunt u ook een ijzerzaag met een metalen mes gebruiken. Het is echter niet altijd mogelijk om met een dergelijk gereedschap een gelijkmatige snede uit te voeren. Bovendien worden bij het gebruik van een ijzerzaag veel metaalvijlsel gevormd.
Daarom moet je goed opletten dat ze niet in het systeem komen.Zaagsel kan immers schade aan dure apparatuur of congestie in technische communicatie veroorzaken.
 Met de pijpsnijder kunt u een rechte snede krijgen. Vervolgens worden bramen van het uiteinde van de buis verwijderd.
Met de pijpsnijder kunt u een rechte snede krijgen. Vervolgens worden bramen van het uiteinde van de buis verwijderd. Het binnenoppervlak van het product wordt gereinigd en ontvet. Dezelfde acties worden uitgevoerd met het tweede segment.
Het binnenoppervlak van het product wordt gereinigd en ontvet. Dezelfde acties worden uitgevoerd met het tweede segment.
In de volgende fase wordt een pijpexpander of wals gebruikt. Hiermee kunt u de diameter van een van de segmenten vergroten, zodat de onderdelen kunnen worden verbonden. De opening ertussen moet 0,02-0,4 mm zijn. Bij kleinere waarden zal het soldeer er niet in kunnen sijpelen en bij grotere maten zal er geen capillair effect zijn.
Flux-toepassing
De flux wordt in een minimale hoeveelheid in een gelijkmatige laag aangebracht op het buitenoppervlak van het product dat in het verbonden segment wordt gestoken.
 De operatie wordt uitgevoerd met een borstel. Het kan worden opgenomen in de reagenskit.
De operatie wordt uitgevoerd met een borstel. Het kan worden opgenomen in de reagenskit.
Bij afwezigheid wordt een kwast gebruikt. Het is noodzakelijk om een hulpmiddel te gebruiken dat geen vezels achterlaat.
Solderen
Het proces begint met het aansluiten van leidingdelen. Het wordt uitgevoerd na gebruik van de flux.
 Er mogen geen vreemde stoffen op het bevochtigde oppervlak zitten.
Er mogen geen vreemde stoffen op het bevochtigde oppervlak zitten.
Wanneer de buis en fitting zijn aangesloten, roteert het laatste element totdat het volledig op het pijpleidingsegment is geplaatst. Door deze actie kan de flux ook worden verdeeld over het aan te sluiten gebied. Als een verbruiksartikel uit de opening tussen de onderdelen komt, wordt het verwijderd met een servet of doek, omdat het een agressieve samenstelling van chemische oorsprong is.
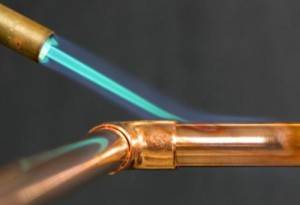
Het soldeerproces op lage temperatuur begint met het inschakelen van de brander. De vlam is gericht op de te verbinden plaats en beweegt constant langs de verbinding voor een gelijkmatige verwarming.Na het verwarmen van de onderdelen wordt soldeer aangebracht op de opening ertussen. Het verbruiksartikel begint te smelten als de junctie voldoende is verwarmd. Op dit punt moet de toorts uit de verbinding worden verwijderd omdat het verbruiksartikel de opening zal opvullen. Zachtsoldeer hoeft niet speciaal verwarmd te worden. Het smelten van het verbruiksmateriaal vindt plaats onder invloed van warmte van de verwarmde delen.
 Zachtsolderen van koperen leidingen
Zachtsolderen van koperen leidingen
Verbindingen van pijpleidingelementen worden gemaakt met constante controle van koperverwarming. Metaal mag niet oververhit raken! Als deze regel niet wordt gevolgd, wordt de flux vernietigd. Daarom worden er geen oxiden van de onderdelen verwijderd. Hierdoor wordt de kwaliteit van de naden verminderd.
Hardsolderen begint met het gelijkmatig en snel opwarmen van de te verbinden onderdelen. Het wordt uitgevoerd met behulp van een vlam van helderblauwe kleur van matige intensiteit.
Soldeer wordt op de verbinding aangebracht wanneer de elementen worden verwarmd tot een temperatuur van 750°C. Het bereikt de gewenste waarde wanneer het koper een donkere kersenkleur krijgt. Voor een betere smelting van het soldeer kan het extra worden verwarmd met een toorts.
Nadat de naad is afgekoeld, wordt de voeg afgeveegd met een doek om vloeimiddelresten te verwijderen. Anders kan de stof de vernietiging van koper veroorzaken. Als er zich soldeer op het oppervlak van de pijpleiding heeft gevormd, wordt dit verwijderd met schuurpapier.
Soorten koperproducten
Op dit moment zijn er verschillende soorten koperen leidingen. Hieronder staan de belangrijkste.







Op afspraak
De volgende buizen worden gebruikt voor het beoogde doel:
- voor meubels - gemaakt van chroom - 25 mm;
- voor commerciële apparatuur - een ovaal product - 25 mm;
- bij de vervaardiging van meubelsteunen - 50 mm (staaf);
- voor de keukenruimte - 50 en 26 mm (reling en bar).
Bij de vervaardiging van meubels wordt een verchroomde buis voor meubels gebruikt. Het wordt gebruikt in de hoofdmeubelstructuur - als een metalen staaf. In tegenstelling tot rond heeft het een rechthoekige doorsnede. Het meest gebruikte profiel is 40*100, 40*80, 50*50.
Het wordt alleen op een plat oppervlak geïnstalleerd en wordt ook gebruikt bij reparaties en in autofabrieken - bij het maken van een sterk frame.
Volgens de productiemethode:
Afhankelijk van de fabricagemethode worden dergelijke koperen buizen gebruikt als:
Niet-gegloeide koperen leidingen. Het is gemaakt van puur metaal met behulp van stempelen.
Het heeft een hoge treksterkte. In dit geval wordt het metaal minder ductiel, waarna er enkele beperkingen zijn aan het gebruik van een dergelijke buis.
Gegloeide koperen buizen zijn van kunststof, deze kwaliteit vergemakkelijkt het installatieproces
Gegloeide koperen pijp. Het gaat door een speciale verwerkingstechnologie. Het wordt verwarmd tot 700 graden Celsius en vervolgens afgekoeld. In dit geval worden de leidingelementen minder sterk, maar flexibeler.
Bovendien strekken ze zich goed uit - voordat ze breken, neemt hun lengte met 1,5 keer toe.
Gegloeide leidingproducten zijn zachter, dus hun installatie is sneller en gemakkelijker.
Op sectievorm
Op sectievorm toewijzen:
- ronde waterleidingen;
- pijpleidingelementen in de vorm van een rechthoek. Ze worden gebruikt om geleiders te maken in de statorwikkeling van elektrische apparatuur, die wordt gekoeld door een vloeibare methode.
De afmetingen van koperen leidingen kunnen worden bepaald door de buitendiameter, die 12-267 mm is. In dit geval heeft elke buismaat een bepaalde wanddikte gelijk aan 0,6-3 mm.
Bij het geleiden van gas naar huizen worden leidingen gebruikt met een dikte gelijk aan 1 mm tenminste.
Bij het installeren van sanitair wordt in veel gevallen een koperen afvoerleiding gebruikt, die afmetingen heeft als: 12, 15, 18, 22 bij 1 mm, 28, 35, 42 bij 1,5 mm en 52 bij 2 mm.
Volgens de graad van hardheid:
Afhankelijk van de hardheidsgraad worden koperen buizen gebruikt, zoals:
Zacht. De aanduiding is M of W. Ze zijn bestand tegen uitzetting zonder barsten en scheuren wanneer de buitendiameter 25% uitzet.
Dergelijke leidingproducten worden gebruikt bij het aanleggen van een verwarmingssysteem of het leggen van leidingen voor de watervoorziening van verbruikers. Tegelijkertijd wordt een straalverdeling van de leidingen naar sanitair en verwarmingsapparaten gemaakt.
Zachte leidingelementen worden in de meeste gevallen gebruikt bij de aanleg en reparatie van waterleidingen. Hun verbinding wordt als de eenvoudigste beschouwd - docking kan worden gedaan zonder het gebruik van extra apparatuur.
Koperen leidingen zijn bestand tegen de hoge temperatuur van de vloeistoffen die erdoorheen worden getransporteerd
Halfvast. Ze hebben de volgende aanduidingen - P of NN. Dergelijke pijpleidingproducten zijn bestand tegen uitzetting met een diametertoename van 15%.
Wanneer ze zijn geïnstalleerd, wordt verwarming gebruikt om de buizen te verbinden zonder het gebruik van fittingen. Voor het buigen of ontbuigen van halfvaste producten wordt een pijpenbuiger voor koperen leidingen gebruikt.
Stevig. Ze worden aangeduid met de volgende letters - T of H. Wanneer ze zijn geïnstalleerd, vindt de distributie alleen plaats tijdens verwarming. Gebruik een pijpenbuiger om de pijp te buigen.
De laatste 2 soorten koperproducten worden gebruikt bij de aanleg van diverse snelwegen.
Dergelijke onderdelen worden ook gebruikt bij de constructie van een pijpleiding, die een grotere mechanische sterkte zou moeten hebben.
Het afdichten van dergelijke buizen wordt als een belangrijk proces beschouwd. Het loskoppelen ervan kan immers op elk moment plaatsvinden - bijvoorbeeld wanneer het afdichtmiddel op is. In een dergelijke situatie zal het nodig zijn om de voegen volledig opnieuw te doen.








Soorten wikkelingen
Fabrikanten gebruiken verschillende soorten wikkelingen voor koperen leidingen:
- FUM-tape. Deze tape wordt gebruikt in alle soorten schroefdraadverbindingen;
- uithardende kit voor sanitair. Dergelijk materiaal wordt zowel in verschillende ondernemingen als in het dagelijks leven gebruikt;
- zelfgemaakte kit voor sanitair. De leidingen die in de huizen van de jaren veertig zijn geïnstalleerd, lekken niet.
Deze methode kan ook worden toegepast als het nodig is om verwarming uit koperen leidingen te maken.
Als er geen rode draad beschikbaar is, moet gewone PF-verf worden gebruikt.
Afdichting bij het werken met vloeistofgeleidende systemen is verplicht
Welke fittingen zijn er op de markt?
Koperen pijpleidingen zijn vrij eenvoudig en gemakkelijk te installeren. Dit komt door de aanwezigheid van een groot aantal soorten verbindingen en fittingen voor hen, wat het mogelijk maakt om systemen met een complexe configuratie uit te voeren. Bij het uitvoeren van installatiewerkzaamheden is geen omvangrijke speciale apparatuur vereist. Verbindingen in koperen leidingen worden als de meest betrouwbare elementen beschouwd. Afhankelijk van de gebruikte verbindingsmethode zijn er verschillende soorten fittingen.
Optie #1 - compressie-elementen
De onderdelen zijn uitgerust met een speciale compressiering, die de dichtheid van de verbinding verzekert en de fitting aan de buis bevestigt. Het element wordt met de hand vastgedraaid met behulp van een wartelmoer en sleutel. Het belangrijkste voordeel van compressieonderdelen is installatiegemak.Geen speciale apparatuur of verwarming nodig. Met deze methode kunt u de pijpleiding op de meest ontoegankelijke plaatsen monteren. De arbeidskosten voor de installatie zijn laag en het resulterende systeem is behoorlijk duurzaam en strak. Knelkoppelingen hebben ook nadelen. Ze zijn niet ontworpen voor hoge druk, ze moeten periodiek worden gecontroleerd en vastgedraaid. Het is onmogelijk om dergelijke details te concretiseren.
Theoretisch zorgen compressie-elementen voor een inklapbare verbinding. De praktijk leert echter dat na de eerste demontage en montage de betrouwbaarheid van de montage sterk afneemt en deze moet worden gewijzigd. Er zijn twee soorten knelkoppelingen. Ze zijn gemarkeerd met de letters A en B.
- Onderdelen A worden gebruikt voor bovengrondse pijpleidingen gemaakt van halfvaste kopersoorten.
- Delen B worden gebruikt voor het regelen van grond- en ondergrondse communicatie van pijpen gemaakt van halfharde en zachte metaalsoorten.
De installatie van onderdelen van beide typen wordt uitgevoerd volgens een soortgelijk schema.
Het diagram toont een knelfitting-apparaat. Het is eenvoudig te installeren, maar geeft een zwakke verbinding die regelmatig moet worden gecontroleerd.
Optie #2 - capillaire fittingen
Gesoldeerde koperen fittingen worden capillaire fittingen genoemd. Ze verbinden pijpen met soldeer, dat wil zeggen koper-, tin- of zilverdraad, die zich onder de binnendraad van het onderdeel bevindt. Tijdens de installatie wordt de fitting op de buis geplaatst, die vooraf is gecoat met flux. Het verbindingsgebied wordt verwarmd met een toorts totdat het metalen soldeer smelt en een kleine opening tussen de fitting en de buis opvult. Daarna mogen de onderdelen afkoelen. Daarna wordt de externe reiniging uitgevoerd met een speciaal gereedschap. De pijp is klaar voor gebruik.
Het proces van het solderen van een fitting omvat het gebruik van soldeer, dat, wanneer het gesmolten is, de opening tussen de onderdelen opvult.
Het voordeel van deze verbindingsmethode kan als een hoge betrouwbaarheid worden beschouwd. De maximale werkdruk van het samenstel is 40 bar bij een systeemtemperatuur van 150°C. De capillaire methode geeft een zeer gelijkmatige en nette naad, de minimale hoeveelheid soldeer wordt gebruikt tijdens het werk, de kosten van installatiewerk zijn vrij democratisch. De relatieve nadelen van de methode zijn onder meer de verplichte aanwezigheid van een brander en de noodzaak van een bepaalde kwalificatie en ervaring voor de persoon die bij de installatie zal worden betrokken.
Optie #3 - persfittingen
Het werkingsprincipe van onderdelen is gebaseerd op het gebruik van de plasticiteit van koper en de gevoeligheid ervan voor vervormingen die ontstaan onder mechanische belasting. Om een dergelijke verbinding te verkrijgen, wordt de buis, die vooraf in de persfitting is gestoken, met een perstang geperst. Minimale krimpkracht 32 kN. Hierdoor creëer je een sterke verbinding uit één stuk. Langs de contour van de persfitting wordt een afdichtring gelegd, die zorgt voor dichtheid van de verbinding. Het verbindingsdeel kan draaien, strakheid en stevigheid hebben hier geen last van. Structureel verschillen persfittingen in delen met een dubbele en enkele contour van vervormingscompressie.
Het belangrijkste voordeel van deze elementen is de mogelijkheid van snelle installatie zonder het gebruik van elektrische kachels of een open vlam. Ze worden geïnstalleerd in faciliteiten waar het gebruik van branders met open vlam verboden is, evenals in verschillende tanks, tanks en containers. De resulterende verbinding is sterker dan die gemaakt met compressiedelen.De nadelen van de elementen zijn hogere kosten dan soldeerfittingen en de noodzaak om tijdens de installatie speciale apparatuur te gebruiken - hydraulische of elektrische persen met een tang met verschillende profielen en diameters.
Voor het installeren van persfittingen u moet een elektrische of hydraulische pers gebruiken met een tang met verschillende diameters en vormen
Soorten pasproducten
Verbindingselementen van metaal en kunststof worden in dezelfde modificaties vervaardigd als producten van staal en kunststof:
- Rechte koppelingen. Het eenvoudigste type product voor het verbinden van twee buizen met dezelfde diameter.
- Overgang koppelingen. Producten die worden gebruikt om leidingen met verschillende doorsnede-afmetingen aan te sluiten.
- pleinen. Koppelstukken waarmee u twee leidingen haaks op elkaar kunt aansluiten.
- Takken. Producten waarmee u de relatieve positie van buizen kunt wijzigen van 45 naar 120 °.
- kruisen. Koppelstukken ontworpen om vier leidingen onder een hoek van 90° aan te sluiten.
- T-stukken. Fittingen die drie stukken buis verbinden, waarvan er één loodrecht op de andere twee is geïnstalleerd.
- Stekkers. Producten ontworpen om het eindgedeelte van een leiding af te sluiten. Ze hebben een binnen- of buitendraad om in een buis te schroeven.
- tepels. Fittingen, dit zijn producten met uitwendige schroefdraad aan beide uiteinden, met behulp waarvan ze zijn verbonden met andere delen van de pijpleiding.
- Futorki. Producten die worden gebruikt om leidingen op meetinstrumenten aan te sluiten. Ze hebben aan de ene kant een binnendraad en aan de andere kant een buitendraad.
- Uitrusting. Elementen waarmee een leiding kan worden aangesloten op procesapparatuur (ketel, ketel, filter, warmtewisselaar, collector).
- Aandrijvingen.Gebruikt om de lengte van de buis te vergroten met behulp van een interne of externe schroefdraad.
- Amerikanen. Producten die lijken op sporen met een wartelmoer. Ze kunnen recht en hoekig zijn, zodat u de bewegingsrichting van de aangesloten leidingen kunt wijzigen.

Alle vermelde typen fittingen hebben een schroefdraad - uitwendig, inwendig of gecombineerd. Naast deze zijn er ook verbindingselementen uit één stuk, evenals producten die zijn verbonden door lassen of capillair solderen.
De verbindingselementen uit de bovenstaande lijst zijn de meest populaire soorten fittingen die worden gebruikt bij de installatie van pijpleidingen. Bij het installeren van complexere en zeer gespecialiseerde technische systemen, kunnen andere speciale fittingen worden gebruikt - borgmoeren, vaten, verlengingen en andere elementen.
De nuances van het monteren en solderen van buizen van alle diameters
Koperen buizen en fittingen voor sanitair zijn verbonden door draad of solderen, de eerste methode wordt als eenvoudiger en toegankelijker voor niet-professionals beschouwd. Het werk begint met het opstellen van een bedradingsschema en het tellen van de beelden; bij gebrek aan ervaring wordt aanbevolen om een marge van 3-5 m te voorzien.
Doe-het-zelf stap voor stap werken in 7 stappen
Doe-het-zelf koperen leidingen met schroefdraadverbindingen worden in de volgende volgorde gemonteerd:
- Pijp snijden.
- Vijlreiniging van bramen in het snijgebied, op buizen met PVC-isolatie, de isolatielaag wordt gereinigd.
- Afschuining verwijderen.
- Een wartelmoer en een ferrule op de buis plaatsen.
- De fitting voorbereiden, met de moer in elkaar passen en de verbinding aandraaien (eerst met de hand, daarna met een sleutel).
- Aansluiting van stalen buizen (indien nodig) met behulp van overgangsfittingen, verplichte afdichting van schroefdraadverbindingen.
- Lektest.
Koperen leidingen en hulpstukken voor sanitair moeten correct worden geïnstalleerd.
Controle van de staat van de verbindingen en correcte installatie
De montage van een koperen waterleiding met behulp van persfittingen wordt als redelijk betrouwbaar beschouwd, de kwaliteit van de afdichting hangt af van de sterkte van de twist. Het wordt aanbevolen om voor deze bewerking een speciale pneumatische of hydraulische tang te gebruiken. Het nadeel van deze methode is de verslechtering van het uiterlijk van de watertoevoer bij de verbindingen, als het uiterlijk een beslissende rol speelt, moeten de secties worden verbonden door te solderen.









Solderen wordt beschouwd als de meest betrouwbare manier om koperen leidingen aan te sluiten. De volgorde van handelingen is bijna hetzelfde als de montage met persfittingen: de leidingen worden gesneden en zorgvuldig beschermd tegen bramen
Het is belangrijk om de producten schoon te vegen van stof en resten van de oxidefilm (binnen en buiten). Vervolgens wordt een flux aangebracht op het buitenoppervlak van de buis, een fitting wordt ingebracht met een verplichte opening, het verbindingsgebied wordt gelijkmatig verwarmd met een brander of steekvlam, bij het kiezen van de tweede optie moet oververhitting worden vermeden. Om te controleren of de gewenste temperatuur is bereikt, volstaat het om het soldeer licht aan te raken, als het smelt, is het gebied al opgewarmd
Daarna wordt het soldeer in de linker opening gestoken en wordt de naad verzegeld
Om te controleren of de gewenste temperatuur is bereikt, volstaat het om het soldeer licht aan te raken, als het smelt, is het gebied al opgewarmd. Daarna wordt het soldeer in de linker opening gestoken en wordt de naad verzegeld.
Een belangrijke nuance van solderen: tijdens verwarming en aansluiting moet het gedeelte van de toekomstige pijpleiding onbeweeglijk blijven. Alle inspanningen en bewegingen zijn alleen toegestaan na het stollen van het soldeer.Aan het einde van de montage moet het systeem worden gewassen van fluxresten.
BEKIJK VIDEO
Verwarmde producten zijn gemakkelijk te buigen; speciale veren worden gebruikt om de gewenste vorm te geven met behoud van het profiel. De optimale uitrusting voor het produceren van gebogen elementen is een speciale pijpenbuiger, de aanschaf ervan is aan te raden voor grote hoeveelheden werk. De secties die zijn geassembleerd door het systeem te solderen, zien er netter uit dan de secties die zijn gebogen wanneer ze worden geschroefd. Maar ondanks de voor de hand liggende voordelen en betrouwbaarheid van deze methode, wordt er vanwege open vuur niet gesoldeerd op explosieve plaatsen. Brandveiligheidsmaatregelen zijn verplicht. Koperen buizen en sanitair worden veel gebruikt in de bouw.
Specificaties:
De kwaliteit van non-ferrometaal heeft een aanzienlijke invloed op de technische kenmerken van gewalste buizen van dit materiaal. In principe zijn koperen waterleidingen gemaakt van puur koper. Bij de productie van gewalste producten worden ook legeringen van dit metaal gebruikt. Ze bevatten legeringscomponenten in een kleine hoeveelheid.
Het percentage specifieke onzuiverheden in koper beïnvloedt de bedrijfsomstandigheden, mechanische en technologische eigenschappen van leidingen. De elasticiteit en sterkte van non-ferro metalen neemt toe met de toevoeging van zink, lood, ijzer en tin.
De weerstand van de legering tegen corrosie wordt verhoogd met behulp van fosfor. De mechanische weerstand van koper wordt verhoogd door beryllium en aluminium. Fabrikanten van gewalst staal gebruiken mangaan om de impact van ongewenste onzuiverheden op het materiaal te verminderen.
Pijpclassificatie:
Koperen buizen variëren in diameter. De doorvoer van communicatie is afhankelijk van de grootte van de sectie. Het standaardbereik van buisdiameters varieert van 1/4″ tot 2″.Binnen de woning worden voornamelijk leidingen van de volgende afmetingen gebruikt:
- 1/2″ - voor douche en bad;
- 3/8″ - voor keukenkraan en wastafel;
- 1/4″ - voor aansluiting van toilet, bidet en ijsblokjesmachine.
 Koperen afvoerleiding in de douche.
Koperen afvoerleiding in de douche.
Fabrikanten produceren twee soorten koperen buizen:
- Gegloeide producten zijn zachte producten die zijn behandeld met een hoge temperatuur van 550-650 ° C. Het gloeien duurt 60-90 minuten, daarna koelen de verwarmde werkstukken geleidelijk af. Het proces maakt het mogelijk om flexibele leidingen te verkrijgen die bestand zijn tegen hoge druk, plotselinge temperatuurschommelingen en vochtige omgevingen.
- Ongegloeide producten zijn stijve producten met een hogere sterkte maar minder elasticiteit.
Het is mogelijk om gewalste producten in speciale isolatie met een PVC-mantel te kopen. Er vormt zich geen condensatie op het oppervlak van dit type product.
Geproduceerde koperen leidingen verschillen ook in wanddikte. Het toepassingsgebied van gewalste producten is afhankelijk van de parameter, omdat deze eigenschap de hoogste werkdruk in het systeem beïnvloedt.
Dikwandige producten met de letter "K" worden gebruikt voor invoer en in brandnetwerken. Vaak worden producten met dikke wanden in de grond gelegd. Om afzonderlijke secties van dergelijke pijprollen te verbinden, worden vaak knelfittingen gebruikt.
Dunwandige producten met de letter "M" worden gebruikt om huishoudelijke netwerken te creëren, maar hebben een groot aantal beperkingen. Meestal worden bij het installeren van sanitaire systemen leidingen met de markering "L" gebruikt.
Wettelijke vereisten
Producten met dikke wanden, geproduceerd door persen en koude vervorming gebruiken, moeten voldoen aan de specificaties die worden weergegeven in GOST 617-2006.Getrokken dunwandige buis is vervaardigd in overeenstemming met GOST 11383-75.
Bekende en verantwoordelijke fabrikanten produceren producten met hoge precisie. De kenmerken komen overeen met GOST 26877-2008. Tijdens de productie van koperen buizen worden legeringen en primair koper gebruikt, in overeenstemming met de vereisten van GOST 859-2001.
Installatie van koperen leidingen voor watervoorziening
Voordat u met het werk begint, moet u een diagram van de toekomstige sanitairstructuur opstellen en op basis daarvan de beelden van de opgerolde buis en het aantal verbindingselementen (perskoppelingen, T-stukken, bochten, adapters, enz.) berekenen.
Benodigde gereedschappen en materialen
Om de installatie van een pijpgewalste koperlegering uit te voeren, moet u een set gereedschappen voorbereiden, bestaande uit:
- Ijzerzagen voor metaal of pijpsnijder.
- Tang.
- Handmatige kalibrator.
- Sleutels of een gasbrander (voor het verwarmen van het leidinggedeelte bij het verbinden van onderdelen door te solderen).
- Bestand.
Voor het verbinden van leidingdelen zijn, afhankelijk van de gekozen aansluitmethode, de volgende materialen nodig:
- Montage.
- FUM - tape voor het afdichten van verbindingen van afneembare fittingen.
- Soldeer en vloeimiddel (in het geval van soldeerproducten).
Voorzorgsmaatregelen
Het solderen van koperproducten wordt uitgevoerd wanneer ze tot hoge temperaturen worden verwarmd, dus tijdens het werken is het noodzakelijk om beschermende kleding te dragen en een vuurscherm te gebruiken. Het is noodzakelijk om rubberen of plastic vlechten te verwijderen van de te verbinden delen in de contactzone. De te installeren klep moet worden losgeschroefd, zodat de afdichtringen niet smelten.










Bij het solderen van koperproducten in een reeds geïnstalleerd pijpleidingsysteem, moeten alle afsluiters worden geopend, zodat het drukniveau in de leidingen de toegestane waarden niet overschrijdt als gevolg van de verwarming van sommige secties.
Werkvoortgang
Het koppelen van buissegmenten met behulp van fittingen wordt in de volgende volgorde uitgevoerd:
- Snijd leidingdelen op de gewenste maat.
- Als de watertoevoer is samengesteld uit koperen leidingen met PVC-isolatie, moet deze laag aan de uiteinden van de producten worden verwijderd.
- Reinig de snijlijn met een braamvijl.
- Afschuining verwijderen.
- Plaats afwisselend de wartelmoer en de compressiering op het voorbereide deel.
- Sluit de fitting aan op de moer en draai de schroefdraad eerst met de hand vast en daarna met een sleutel.
- Op plaatsen waar een overgangsfitting wordt aangebracht van een koperen buis naar een stalen buis, wordt de dichtheid van de verbindingen verzekerd door het gebruik van FUM - tape.
Wanneer u leidingen aansluit door met uw eigen handen te solderen, moet u de hierboven beschreven voorzorgsmaatregelen volgen en over bepaalde vaardigheden beschikken. Het voorbereidingsproces en het solderen zelf omvat de volgende stappen:
- Snijden van de vereiste lengtes van buizen met een pijpsnijder of een ijzerzaag.
- Verwijdering van de warmte-isolerende laag (indien aanwezig) en de resulterende bramen aan hun uiteinden.
- Verwijderen van de oxidefilm in de soldeerzone met fijn schuurpapier.
- Passend schuren.
- Smering van het buitenoppervlak van onderdelen met vloeimiddel.
- Het uiteinde van de buis zo in de fitting steken dat er tussen de delen een spleet van maximaal 0,4 mm overblijft.
- Opwarmen van de contactzone van de gasbranderelementen (hieronder afgebeeld).
- Soldeer invoegen in de opening tussen de fitting en het uiteinde van de koperen buis.
- Soldeer naad.
- Het systeem spoelen van fluxdeeltjes.
Het proces van het solderen van gewalste koperen buisproducten kan worden bekeken op de video:
Montagekenmerken:
Montage door solderen vormt verbindingen uit één stuk die geen onderhoud nodig hebben en als de meest betrouwbare in gebruik worden beschouwd. Maar om koperen leidingen te solderen, moet je voldoende ervaring hebben met dit soort werk en relevante kennis hebben. Beginners kunnen de volgende aanbevelingen gebruiken:
- Het reinigen van koperen producten mag niet worden gedaan met schurende reinigingsmiddelen, grof schuurpapier of een staalborstel, omdat deze het koper krassen. Diepe krassen op het oppervlak verstoren de soldeerverbinding.
- Flux is een vrij agressieve stof met een hoge chemische activiteit. Breng het in een dunne laag aan met een kwast. Als er overtolligheden op het oppervlak zijn, aan het einde van het proces van het verbinden van de onderdelen, moeten deze onmiddellijk worden verwijderd.
- De contactzone moet voldoende, maar niet overmatig worden opgewarmd, om te voorkomen dat het metaal smelt. Het soldeer zelf mag niet worden verwarmd. Het moet op het verwarmde oppervlak van het onderdeel worden aangebracht - als het begint te smelten, kunt u beginnen met solderen.
- Leidingen moeten zo worden gebogen dat kreuken en verdraaien worden voorkomen.
- Installatie van koperen producten moet worden uitgevoerd voor aluminium of stalen profielen in de richting van de waterstroom om snelle corrosie van deze laatste te voorkomen.
- Voor de overgang van koperen leidingen naar secties van andere metalen wordt aanbevolen om fittingen van messing, brons of roestvrij staal te gebruiken.



