- Een plaats en methode kiezen om een radiator te installeren
- Koelvloeistofcirculatiemethoden:
- 5 Mythen en feiten over koperen leidingen voor watervoorziening
- Markering en kosten
- Methode #2: groeven (rolgroef)
- Voorbereiden en maken van een gekartelde groefverbinding
- Testen van het complete kartelsysteem
- Gereedschap dat je nodig hebt
- Soorten koperproducten
- Opties voor het verbinden van buizen van koper
- Lasverbinding
- Flare verbinding
- Druk op verbindingsmethode
- Draadtype verbindingen:
- Zelf montage
- Classificatie naar fabricagemateriaal
- Soorten koperproducten
- Op afspraak
- Volgens de productiemethode:
- Op sectievorm
- Volgens de graad van hardheid:
- Soorten wikkelingen
Een plaats en methode kiezen om een radiator te installeren
De opties voor het aansluiten van verwarmingsradiatoren zijn afhankelijk van het algemene verwarmingsschema in het huis, de ontwerpkenmerken van de kachels en de methode voor het leggen van leidingen. De volgende methoden voor het aansluiten van verwarmingsradiatoren zijn gebruikelijk:
- Lateraal (eenzijdig). De in- en uitlaatpijpen zijn aan dezelfde kant aangesloten, terwijl de toevoer zich aan de bovenkant bevindt. De standaardmethode voor gebouwen met meerdere verdiepingen, wanneer de toevoer vanuit de stijgleiding plaatsvindt. In termen van efficiëntie doet deze methode niet onder voor de diagonale.
- Lager.Op deze manier worden bimetaal radiatoren met een onderaansluiting of een stalen radiator met een onderaansluiting aangesloten. De aanvoer- en retourleiding worden van onderaf aan de linker- of rechterzijde van het apparaat aangesloten en via de onderste radiatoraansluitunit met wartelmoeren en afsluiters aangesloten. De wartelmoer wordt op de onderste radiateurbuis geschroefd. Het voordeel van deze methode is de locatie van de hoofdleidingen verborgen in de vloer, en verwarmingsradiatoren met een bodemaansluiting passen harmonieus in het interieur en kunnen in smalle nissen worden geïnstalleerd.
- Diagonaal. Het koelmiddel komt binnen via de bovenste inlaat en de retour is vanaf de andere kant verbonden met de onderste uitlaat. Het optimale type verbinding dat zorgt voor een gelijkmatige verwarming van het hele batterijgebied. Sluit op deze manier de verwarmingsbatterij met een lengte van meer dan 1 meter correct aan. Het warmteverlies bedraagt niet meer dan 2%.
- Zadel. De aan- en afvoer zijn aangesloten op de aan weerszijden gelegen onderste gaten. Het wordt voornamelijk gebruikt in systemen met één leiding waar geen andere methode mogelijk is. Warmteverliezen als gevolg van slechte circulatie van het koelmiddel in het bovenste deel van het apparaat bereiken 15%.
BEKIJK VIDEO
Bij het kiezen van een plaats voor installatie wordt rekening gehouden met verschillende factoren die zorgen voor de juiste werking van verwarmingsapparaten. De installatie wordt uitgevoerd op de plaatsen die het minst zijn beschermd tegen het binnendringen van koude lucht, onder raamopeningen. Het wordt aanbevolen om onder elk raam een batterij te plaatsen. De minimale afstand tot de muur is 3-5 cm, van de vloer en de vensterbank - 10-15 cm Bij kleinere openingen verslechtert de convectie en daalt de batterijstroom.
Typische fouten bij het kiezen van een installatielocatie:
- Er wordt geen rekening gehouden met ruimte voor installatie van regelkleppen.
- Een kleine afstand tot de vloer en vensterbank verhindert een goede luchtcirculatie, waardoor de warmteoverdracht afneemt en de ruimte niet opwarmt tot de ingestelde temperatuur.
- In plaats van meerdere batterijen die zich onder elk raam bevinden en een thermisch gordijn creëren, wordt gekozen voor één lange radiator.
- Installatie van decoratieve roosters, panelen die de normale verspreiding van warmte voorkomen.
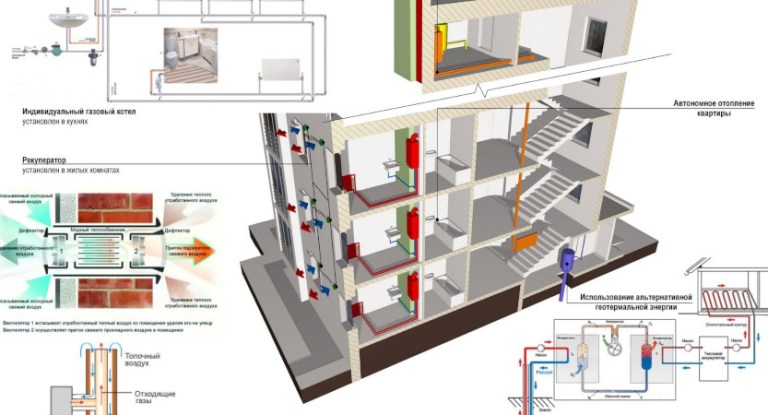
Koelvloeistofcirculatiemethoden:
De circulatie van het koelmiddel door pijpleidingen gebeurt op een natuurlijke of geforceerde manier. Bij de natuurlijke (zwaartekracht)methode wordt geen extra apparatuur gebruikt. Het koelmiddel beweegt door een verandering in de eigenschappen van de vloeistof als gevolg van verwarming. Het hete koelmiddel dat de batterij binnenkomt, afkoelt, krijgt een grotere dichtheid en massa, waarna het naar beneden valt en een heter koelmiddel op zijn plaats komt. Koud water uit de retour stroomt door de zwaartekracht in de ketel en verdringt de reeds verwarmde vloeistof. Voor normaal bedrijf wordt de pijpleiding geïnstalleerd op een helling van minimaal 0,5 cm per strekkende meter.
Schema van koelvloeistofcirculatie in het systeem met behulp van pompapparatuur
Voor geforceerde toevoer van koelvloeistof is de installatie van één of meerdere circulatiepompen verplicht. De pomp wordt gemonteerd op de retourleiding voor de ketel. De werking van verwarming is in dit geval afhankelijk van de elektrische voeding, maar heeft aanzienlijke voordelen:
- Het gebruik van buizen met een kleine diameter is toegestaan.
- De hoofdleiding kan in elke positie worden geïnstalleerd, verticaal of horizontaal.
- Minder koelvloeistof nodig.
5 Mythen en feiten over koperen leidingen voor watervoorziening
Loodgieterswerk koperen leidingen hebben een aantal tekortkomingen uit de categorie van mythen, als gevolg van concurrentie en gebrek aan bewustzijn.
1. Hoge kosten van koperen pijpleiding. Dit idee is ontstaan dankzij de agressieve reclame voor kunststof buizen. Koperen leidingen zijn inderdaad 2-3 keer duurder dan kunststof leidingen, maar fittingen van koper kosten 30-50 keer minder dan die van polymeren. Aangezien de installatiemethoden van de pijpleiding hetzelfde kunnen worden gebruikt, zijn de kosten voor het installeren van systemen uit deze materialen ongeveer gelijk. Als gevolg hiervan zijn de kosten van de voltooide pijplijn sterk afhankelijk van de topologie van het systeem.
Bij lange en onvertakte netwerken (bijvoorbeeld hoofd) zijn kunststof leidingen veel goedkoper. Bij het gebruik van dure, goede kunststoffen, die zijn ontworpen voor hoge chlorering, maar niet beschikbaar zijn op de Russische markt, zullen polymeersystemen uiteraard duurder zijn. Koperen leidingen kunnen worden geïnstalleerd zonder het gebruik van fittingen, wat het goedkoper maakt. En gezien de duurzaamheid en hoge betrouwbaarheid van koperen systemen, zijn de kosten van hun werking een orde van grootte lager dan die van plastic. In het geval van verwijdering van de gebruikte koperen pijpleiding, worden de bestede middelen teruggegeven.
2. Koper is giftig. Totaal niet onderbouwde bewering. Giftig zijn alleen speciale koperverbindingen die door de industrie worden geproduceerd (kleurstoffen, blauwe vitriol, andere) en die niet van nature in de pijpleiding worden gevormd. De oxiden van dit metaal, die voornamelijk een beschermende film (patina) op het oppervlak vormen, zijn niet giftig.Integendeel, zij en koper zelf hebben een mild bacteriedodend en bacteriostatisch effect, wat bij gebruik van water uit een dergelijke pijpleiding een hoge infectieuze veiligheid garandeert.
3. Chloor. Deze stof in zijn zuivere vorm is een zeer sterk oxidatiemiddel, verboden voor transport door koperen leidingen. De impact van chloorverbindingen, ook die gebruikt worden voor waterdesinfectie, verdraagt koper volledig pijnloos. Integendeel, interactie met deze stoffen versnelt de vorming van een beschermend web op het koperoppervlak. Daarom wordt in de VS tijdens het technologisch spoelen van een nieuwe pijpleiding hyperchlorering uitgevoerd om snel een beschermende laag te verkrijgen.
De "chloorproblemen" begonnen met koper met de introductie van plastic buizen op de sanitairmarkt. Dit komt doordat zelfs chloorverbindingen die worden gebruikt om water te desinfecteren een nogal nadelig effect hebben op de meeste kunststoffen. En de gouden regel van succesvolle marketing zegt, zoals u weet: "Verschuif uw schuld naar een concurrent - laat hem zichzelf rechtvaardigen."
4. Zwervende stromingen. Dit zijn de stromen die in de aarde vloeien wanneer deze als geleidend medium wordt gebruikt. In dit geval leiden ze tot corrosie van metalen voorwerpen in de grond. In dit opzicht hebben zwerfstromen niets te maken met koperen leidingen, die meestal intern zijn.
Het is verboden om zowel koperen als stalen systemen als hoofdaardelektrode te gebruiken. Als deze regel strikt wordt nageleefd, zullen er geen elektrische problemen optreden (inclusief zwerfstromen). Aarding, werkend in noodmodus, laat alleen kortstondige stroom door, die de pijpleiding niet schaadt.Problemen ontstaan alleen wanneer de fundamentele regels voor het ontwerp en de werking van elektrische installaties worden geschonden.
Markering en kosten
Leidingen voor verwarming zijn gemaakt, gemarkeerd volgens GOST's. Producten met een wanddikte van 0,8-10 mm worden bijvoorbeeld vervaardigd volgens de GOST 617-90-normen. Een andere aanduiding betreft de zuiverheid van koper, gereguleerd door GOST 859-2001. Tegelijkertijd zijn de markeringen M1, M1p, M2, M2p, M3, M3 toegestaan.










Volgens de markering, die is aangegeven op de vervaardigde producten, kunt u de volgende informatie vinden:
- doorsnede vorm. Aangeduid met de letters KR.
- Lengte - deze indicator heeft verschillende markeringen. BT - baai, MD - dimensionaal, KD - meervoudige dimensionaliteit.
- De productiemethode van het product. Als het element is gelast, staat erop de letter C. De letter D wordt op getekende producten geplaatst.
- Speciale bedieningsfuncties. Verhoogde technische kenmerken worden bijvoorbeeld aangegeven met de letter P. Hoge plasticiteitsindex - PP, verhoogde snijnauwkeurigheid - PU, nauwkeurigheid - PS, sterkte - PT.
- Productieprecisie. De standaardindicator wordt aangegeven met de letter H, verhoogd - P.
Om visueel te begrijpen hoe u de markering moet lezen, moet u een eenvoudig voorbeeld begrijpen: DKRNM50x3.0x3100. decodering:
- Het is gemaakt van puur koper, aangeduid door het merk M1.
- Het product is rekbaar.
- De vorm is rond.
- Zacht.
- Buitendiameter — 50 mm.
- Wanddikte - 3 mm.
- De lengte van het product is 3100 mm.
Europese fabrikanten gebruiken een speciaal markeringssysteem DIN 1412. Ze passen de EN-1057-aanduiding toe op de elementen van watertoevoer- en verwarmingssystemen.Het bevat het nummer van de norm volgens welke de buizen zijn gemaakt, een extra element dat in de samenstelling is opgenomen - fosfor. Het is nodig om de weerstand tegen roest te vergroten.
Koperen buizen in een fabriek
Methode #2: groeven (rolgroef)
Pijpleidingen gecreëerd door een verbinding met eindgroeven (kartelgroeven) worden al lang toegepast bij de constructie van sprinkler(irrigatie)brandsystemen. Sinds 1925 wordt deze volledig betrouwbare methode voor het verbinden van leidingen toegepast op stalen en ijzeren leidingen voor verwarming, ventilatie, airconditioning en andere systemen.
Inmiddels is er ook een vergelijkbare gekartelde mechanische verbindingsmethode beschikbaar voor koperen leidingen met een diameter van 50 mm tot 200 mm. De gekartelde mechanische verbindingsset bevat:
- koppelingen,
- pakkingen,
- diverse fittingen.
Het mechanische kartelsysteem biedt een praktisch alternatief voor het solderen van koperen buizen met een grotere diameter. Dienovereenkomstig vereist de groefmethode geen extra verwarming (met behulp van een open vlam), zoals in het geval van hardsolderen of zachtsolderen.
De kartelgroef aan het uiteinde van de koperen buis is een van de belangrijkste elementen van de verbindingsmethode "gekartelde groef". Meting na het rollen bepaalt de geschikte fitting
Groefverlijming is gebaseerd op de ductiliteitseigenschappen van koper en de verhoogde sterkte van dit metaal tijdens koudverwerken. Het ontwerp omvat het afdichten van het klemsysteem, waarvoor een kunststof elastomeer pakking (EPDM - Ethyleen Propyleen Diene Methyleen) en een speciaal ontworpen klem worden gebruikt.Een aantal fabrikanten over de hele wereld biedt tools voor het maken van gekartelde gewrichten - pakkingen, klemmen, fittingen.
Fittingen van verschillende afmetingen en werkklemmen met pakkingen worden gebruikt bij het ontwerpen van verbindingen gemaakt met de gekartelde groefmethode
Voorbereiden en maken van een gekartelde groefverbinding
Net als bij andere soldeerloze koperverbindingsprocessen, is een goede voorbereiding van het buisuiteinde van primair belang bij het creëren van een sterke, lekdichte las. Ook de juiste keuze van kartelgereedschap voor elk type koperen leiding ligt voor de hand. De aanbevelingen van de fabrikant moeten worden opgevolgd om een veilige, probleemloze voorbereiding van dit soort verbindingen te garanderen.
Tabel met toegestane drukken en temperaturen voor dit type aansluiting
| Connectie type | Drukbereik, kPa | Temperatuurbereik, ºC |
| Groef, D = 50,8 - 203,2 mm, type K, L | 0 — 2065 | min 35 / plus 120 voor K min 30 / plus 80 voor L |
| Rolgroef, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm type M | 0 — 1725 | min 35 / plus 120 |
| 0 — 1375 | min 30 / plus 80 |
Stapsgewijs proces voor het monteren van een knoop met kartelgroeven:
- Snijd de uiteinden van de koperen buizen precies loodrecht op de as op maat.
- Verwijder bramen na het snijden en afschuinen.
- Rol groeven op de gewenste afmetingen op zoals vereist door de fabrikant van de fitting.
- Inspecteer fittingen, pakkingen, klemmen op schade.
- Smeer de pakkingen volgens de aanbevelingen van de fabrikant.
Inspecteer vóór de definitieve montage de klemoppervlakken op reinheid en vuil. Monteer de verbinding volgens de aanbevelingen van de fabrikant.
Praktisch geassembleerd fragment van het knooppunt met behulp van de "knurling groove" -methode.De elastische pakkingen van de klembeugel worden voor de definitieve plaatsing van de koperen leidingen met een kleine hoeveelheid smeermiddel behandeld.
De klemmoeren moeten tenslotte worden vastgedraaid tot het vereiste aanhaalmoment volgens de aanbevelingen van de fabrikant. Na het aandraaien van de schroeven moet het klemgebied opnieuw worden onderzocht om er zeker van te zijn dat het geheel goed is gemonteerd.
Testen van het complete kartelsysteem
Het testen van een compleet leidingsysteem kan worden uitgevoerd door lucht- of waterdruk op het systeem toe te passen. Ook bij een relatief hoge proefdruk is de hydropneumatische methode niet uitgesloten.
Er moet echter rekening mee worden gehouden dat de waarde van de testdruk niet hoger mag zijn dan de maximaal toelaatbare werkdruk die is opgegeven door de fabrikant van het kartelgroefsysteem.
Gereedschap dat je nodig hebt
Om een vakkundige installatie uit te voeren, moet u over het volgende gereedschap beschikken:
- Pijpsnijder - moet worden geselecteerd op basis van het specifieke type pijpdoorsnede. Kan mechanisch of handmatig zijn;
- Sander - kan goed worden vervangen door schuurpapier;
- Gastoorts voor het solderen van koperen leidingen of soldeerbout met vloeimiddel en soldeer.
Het werk begint met het opstellen van een plan voor het verwarmingssysteem met de verplichte aanduiding van plaatsen waar de batterijen moeten worden geïnstalleerd. De volgende stap is het op maat snijden van de pijp. Houd er rekening mee dat de uiteinden strikt loodrecht moeten zijn. De gesneden exemplaren moeten vrij zijn van bramen. De voegen moeten worden schoongemaakt met fijnkorrelig schuurpapier.










Op het gereinigde uiteinde van de buis wordt een vloeimiddel aangebracht, waarna het (het uiteinde) in de radiator of fitting wordt gestoken tot het stopt. Daarna wordt soldeer op de verbinding aangebracht voor het solderen van koperen verwarmingsbuizen.De parende delen op de kruising worden verwarmd met een gasbrander. Er moet voor worden gezorgd dat de vlam het soldeersel niet raakt. Maar tegelijkertijd moet het smelten om de openingen tussen de fitting en de buis te vullen.
Soorten koperproducten
Er zijn verschillende classificaties van koperen leidingen. Laten we er een paar bekijken. Volgens de fabricagemethode worden producten onderscheiden:
- niet-gegloeid. Ze zijn gemaakt van puur metaal door te stampen of te rollen. Ze worden gekenmerkt door een hoge treksterkte, die ongeveer 450 MPa is. In dit geval neemt de taaiheid van het metaal af, wat bepaalde beperkingen op het gebruik van onderdelen met zich meebrengt.
- Gegloeid. Ze verschillen in speciale verwerkingstechnologie. De leidingen worden verwarmd tot 700C en daarna geleidelijk afgekoeld. Hierdoor verliezen de producten enigszins hun sterkte, maar worden ze taaier. Dergelijke buizen strekken zich perfect uit, net voor de pauze kan de lengte van het element anderhalf keer toenemen. Gegloeide producten zijn zachter, wat de installatie vereenvoudigt.
De vorm van de sectie maakt onderscheid tussen ronde en rechthoekige elementen. Deze laatste onderscheiden zich door hogere kosten, die te wijten zijn aan de complexiteit van hun fabricage. Ze worden gebruikt voor de productie van geleiders in statorwikkelingen van elektrische apparatuur die met een vloeistofmethode wordt gekoeld. Standaardmaten van niet-geïsoleerde koperproducten qua buitendiameter variëren van 12 tot 267 mm. Bovendien kan elk van de standaardafmetingen een andere wanddikte hebben, die ligt in het bereik van 0,6 tot 3 mm. Voor de gastoevoer worden producten met een minimale dikte van 1 mm gebruikt. In sanitair zijn de meest gebruikte maten 22, 18, 15, 12 bij 1 mm, 52 bij 2 mm en 42, 35, 28 bij 1,5 mm.
Gegloeide koperen buizen verliezen wat kracht, maar krijgen een speciale plasticiteit en zachtheid, wat het installatieproces vergemakkelijkt.
GOST 52318-2005 regelt de vervaardiging van koperen onderdelen in drie soorten, die verschillen in de mate van hardheid, operationele en mechanische eigenschappen:
- Zacht. Aangeduid met M of W, verouderd r of F22. Bestand tegen uitzetting zonder scheuren en breuken tijdens het vergroten van de buitendiameter met 25%. Kan worden onderworpen aan buig- en fittingvrije koude verbinding. Producten worden gebruikt voor het aanbrengen van verwarmings- en watertoevoersystemen met een bundelverdeling van leidingen naar verwarmings- en sanitaire armaturen, evenals voor warmtepompen, vloer- en paneelverwarming.
- Halfvast. Markering P of HH, verouderde versie z. Onderdelen zijn bestand tegen uitzetting tijdens het vergroten van de diameter van de buis met 15%. Minder ductiliteit dan zachte producten vereist het gebruik van warmte voor een fittingloze verbinding. Voor het buigen heb je een pijpenbuiger nodig.
- Stevig. Benaming T of H, verouderd z6 of F30. Tijdens de installatie vindt de uitzetting van de buis alleen plaats tijdens het verwarmingsproces. Een pijpenbuiger wordt gebruikt om het onderdeel te buigen. Zowel massieve als halfvaste elementen worden gebruikt voor het inrichten van snelwegen zonder frequente verandering van bewegingsrichting en bochten. Bovendien worden dergelijke producten gebruikt voor pijpleidingen die een verhoogde mechanische sterkte vereisen.
Sommige fabrikanten produceren speciale buizen met extra opties waar veel vraag naar is voor verwarmings- en watertoevoersystemen:
- Geïsoleerd met een polyethyleen dunwandige mantel met een dikte van 2-2,5 mm.Het materiaal is bestand tegen chemische en mechanische belasting, toegepast op buizen met een diameter van 12 tot 54 mm. De mantel vermindert warmteverliezen die aanwezig zijn in verwarmingssystemen en voorkomt de vorming van condensaat op koudwaterleidingen.
- Met beschermende isolatie 2,5 tot 3 mm dik. De binnenzijde van de polyethyleen schaal is voorzien van kleine langstanden die luchtkanalen vormen. De thermische isolatie-eigenschappen worden dus verbeterd en het wordt mogelijk om thermische uitzetting van de monolithische pijp uit te voeren met temperatuurschommelingen.
- Met thermische isolatieschaal van geschuimde materialen: synthetisch rubber, polyethyleenschuim, zacht polyurethaanschuim, enz. De breedte van de isolatielaag kan meer dan 30 mm bedragen. De schaal wordt gebruikt om hoge warmteoverdracht in warmwater- en verwarmingssystemen te verminderen.
Indien nodig kunt u speciale onderdelen kopen voor beschutting en thermische isolatie van geïnstalleerde pijpleidingen.
Fittingen worden gebruikt om koperen onderdelen met elkaar te verbinden. Hun assortiment is erg breed. Ze verschillen in vorm en zijn ontworpen om verschillende soorten verbindingen te maken.
Opties voor het verbinden van buizen van koper
Bij het monteren van verwarming worden verschillende installatiemethoden gebruikt. Het koppelen van koperen leidingen wordt dus uitgevoerd door een opvouwbare en niet-opvouwbare methode. In het eerste geval worden flenzen, schroefdraadbevestigingen en fittingen gebruikt, die automatisch worden bevestigd. Bij het ontwerpen van een niet-scheidbaar verwarmingssysteem worden persen, solderen en lassen gebruikt.
Lasverbinding
Laten we eens kijken naar het proces van het lassen van koperen buizen. Deze koppelingstechniek wordt toegepast op buizen met een diameter van 108 mm of meer.De wanddikte van het verwarmingsmateriaal moet minimaal 1,5 mm zijn. Om laswerkzaamheden uit te voeren, is het in dit geval alleen nodig om te stompen, terwijl de juiste temperatuur 1084 graden moet zijn. Het is de moeite waard eraan toe te voegen dat deze optie voor het installeren van verwarming niet met de hand wordt aanbevolen.
Tot op heden gebruiken bouwers verschillende soorten lassen:
- Gaslassen met branders van het type oxy-acetyleen.
- Lassen met verbruikbare elektroden, uitgevoerd in een omgeving met inert gas - argon of helium.
- Lassen waarbij niet-slijtbare elektroden worden gebruikt.
In de meeste gevallen wordt de booglasmethode gebruikt om koperen elementen te verbinden. Als de pijpen die zijn gepland om te worden gebruikt om de pijpleiding te assembleren, gemaakt zijn van puur koper, dan is het noodzakelijk om niet-smeltbare wolfraamelektroden te gebruiken in een argon-, stikstof- of heliumomgeving. Bij het lassen van koperen elementen moet het proces snel zijn. Dit voorkomt de vorming van verschillende oxidaties op de metalen basis van de buis.
Lasverbinding van koperen buizen
Om een dergelijke verbinding kracht te geven, wordt het aanbevolen om na voltooiing van het koppelwerk extra smeden van de resulterende verbindingen uit te voeren.
Flare verbinding
Het komt voor dat het gebruik van lastoortsen tijdens de installatie van verwarmingssystemen enige overlast veroorzaakt. In dit geval is het aan te raden om toevlucht te nemen tot het affakkelen van koperen pijpverbindingen. Deze installatiemethode zal demontabel blijken te zijn, wat een positieve rol zal spelen bij een geforceerde verwarmingsmontage.
Een dergelijke operatie vereist de verplichte aanwezigheid van een affakkelinrichting.We zullen proberen in detail te beschrijven hoe verwarmingsbuizen moeten worden aangesloten door middel van affakkelen:
- om te beginnen wordt de punt van de buis schoongemaakt om de slijtage en bramen die tijdens het zagen van het materiaal zijn gevormd, van het oppervlak te verwijderen;
- een koppeling is op de buis bevestigd;
- vervolgens wordt de buis in een kleminrichting gestoken, met behulp waarvan verdere expansie wordt uitgevoerd;
- dan moet u beginnen met het vastdraaien van de schroef van het gereedschap totdat de hoek van het uiteinde van de buis 45 graden bereikt;
- nadat het leidinggedeelte klaar is voor aansluiting, moet er een koppeling naar worden gebracht en moeten de moeren worden vastgedraaid.
In de onderstaande video kun je meer te weten komen over het proces.










Druk op verbindingsmethode
Naast alle bovenstaande methoden voor het installeren van verwarmingsbuizen, is er ook een perstechniek. Om in dit geval de koperen elementen samen te voegen, is het noodzakelijk om het eerder voorbereide uiteinde van de buis in de koppeling te steken totdat deze stopt. Hierna is het gebruik van een hydraulische of handmatige pers vereist, waardoor de leidingen worden bevestigd.
Als het de bedoeling is dat de verwarming uit dikwandige buizen wordt samengesteld, zijn persfittingen met speciale knelmoffen vereist. Deze elementen maken het mogelijk om buizen en hulpstukken voor verwarming van binnenuit samen te drukken, terwijl externe afdichtingen zorgen voor een uitstekende dichtheid van de constructie.
Draadtype verbindingen:
Helaas zijn er geen koperen leidingen met schroefdraadverbindingen op de markt te vinden en daarom is het gebruikelijk om fittingen te gebruiken die een wartelmoer hebben om delen van een verwarmingssysteem met elkaar te verbinden.
Voor het verbinden van koperen buizen met buizen van andere materialen worden bronzen of messing draadfittingen gebruikt. Het gebruik ervan elimineert de mogelijkheid van galvanische corrosie.In het geval dat de buizen in diameter verschillen, moet u de hulp inroepen van speciale expanders.
Gezien de soorten afdichtingen die tegenwoordig worden gebruikt voor koperen verwarmingssystemen, zijn er twee soorten schroefdraadverbindingen:
- Consolidaties van het conische type ("Amerikaans"). Deze elementen worden aanbevolen voor verwarmingsinstallaties in omstandigheden met hoge temperatuurindicatoren.
- Platte type verbindingen. Dergelijke materialen omvatten in hun ontwerp afdichtingen gemaakt van polymere materialen van verschillende kleuren. Pakkingen zijn in verschillende kleuren geverfd om de temperaturen aan te geven waarbij je met dergelijke elementen kunt werken.
Aansluitschema voor koperen leidingen
Zelf montage
Installatie van de pijpleiding met koperen leidingen is heel goed mogelijk met uw eigen handen. Gebruik hiervoor een gasbrander en soldeer, die van twee soorten is: hard en zacht. Hardsoldeer wordt gebruikt voor het solderen op hoge temperatuur in communicatie voor watervoorziening, gas en verwarming. Zacht - voor solderen bij lagere temperaturen in huishoudelijke omstandigheden.

- borstelen en schuren van de binnenkant van de voeg;
- aanbrengen van fluxpasta binnen en buiten;
- verwarming van het aansluitpunt met een gasbrander.
Profiteer van deze tips. Verwijder de bramen niet nadat u de randen van de pijpen hebt bijgesneden met schuurpapier. Een van de uiteinden van de pijpen moet worden geëxpandeerd met een pijpexpander zodat ze in elkaar passen
Let er bij het aanbrengen van de fluxpasta op dat er niet te veel van is en bij het solderen niet in het lumen van de buis komt.
Het is belangrijk om de kruising niet te oververhitten, 15-20 seconden zijn voldoende om het effect te krijgen.Het verwarmen wordt gestopt wanneer de flux een zilveren kleur krijgt.
Voordat u het voltooide systeem start, is het raadzaam om het met een grote waterdruk af te spoelen om alle deeltjes uit het installatieproces te verwijderen.
Werken met open vuur vereist veiligheidsmaatregelen. Het leven en de gezondheid zijn de moeite waard om tijdens deze werken voor te zorgen.
Koperen leidingen zijn vanwege hun uitstekende eigenschappen een betrouwbare optie gebleken voor een verwarmingssysteem, samen met de mogelijkheid van warm- en koudwatervoorziening.
Classificatie naar fabricagemateriaal
De materiaalkeuze hangt af van de operationele belastingen - druk, vloeistofstroom (soms ook van de dichtheid), evenals van het niveau van hydraulische weerstand. Een fitting is immers een extra stroombarrière die wordt veroorzaakt door verschillende aangrenzende elementen - pakkingen en ontwerpkenmerken van het product zelf - de aanwezigheid van getijden, richels, krommingsstralen, overgangssecties, enz.
De materialen die worden aanbevolen voor de vervaardiging van de onderdelen in kwestie worden ook geselecteerd rekening houdend met de maakbaarheid van hun productie:
- Gietijzer. Gietijzers met nodulair grafiet (kwaliteit VCh100) worden vaker gebruikt, die voldoende sterkte en bevredigende ductiliteit hebben. Heel vaak zijn er adapters gemaakt van nodulair gietijzer van de kwaliteiten SCH30 of SCH35, evenals van nodulair gietijzer van de kwaliteiten KCh35-10 of KCh 37-12. In sommige gevallen worden afgewerkte producten verzinkt om hun presentatie te verbeteren.
- Staal. Meestal wordt roestvrij staal 08X18H10 gebruikt, evenals zijn buitenlandse tegenhangers. Andere merken worden gebruikt in systemen die zijn ontworpen voor het verpompen van corrosieve media bij verhoogde temperaturen, die verontreinigd zijn met schurende deeltjes.Hier wordt staaltype 45X gebruikt. 40HN. 40HNM en dergelijke.
- Messing. Bij het gebruik van plastische vervormingstechnologie worden ze geleid door de merken van vervormbaar messing: gewoon van L70, meercomponenten - LA-77-2, LN 65-5. Van het gieten van messing - LTs40S, LTs25S2, etc.
- Metaal-kunststof op basis van vervormbaar aluminium en polyethyleen kwaliteiten PE-X of PE-RT.
- Lagedrukpolyethyleen (HDPE). Bij lage operationele belastingen worden polymeren gebruikt, vervaardigd volgens de technische vereisten van GOST 16338-85.

Fittingen voor HDPE-leidingen: soorten fittingen en opties voor het aansluiten van leidingen In de bouw wordt steeds vaker gebruik gemaakt van leidingen van HDPE. Daarom neemt ook de vraag naar wapeningselementen toe. Met hun hulp wordt pijpinstallatie eenvoudig en snel ...










Soorten koperproducten
Op dit moment zijn er verschillende soorten koperen leidingen. Hieronder staan de belangrijkste.
Op afspraak
De volgende buizen worden gebruikt voor het beoogde doel:
- voor meubels - gemaakt van chroom - 25 mm;
- voor commerciële apparatuur - een ovaal product - 25 mm;
- bij de vervaardiging van meubelsteunen - 50 mm (staaf);
- voor de keukenruimte - 50 en 26 mm (reling en bar).
Bij de vervaardiging van meubels wordt een verchroomde buis voor meubels gebruikt. Het wordt gebruikt in de hoofdmeubelstructuur - als een metalen staaf. In tegenstelling tot rond heeft het een rechthoekige doorsnede. Het meest gebruikte profiel is 40*100, 40*80, 50*50.
Het wordt alleen op een plat oppervlak geïnstalleerd en wordt ook gebruikt bij reparaties en in autofabrieken - bij het maken van een sterk frame.
Volgens de productiemethode:
Afhankelijk van de fabricagemethode worden dergelijke koperen buizen gebruikt als:
Niet-gegloeide koperen leidingen.Het is gemaakt van puur metaal met behulp van stempelen.
Het heeft een hoge treksterkte. In dit geval wordt het metaal minder ductiel, waarna er enkele beperkingen zijn aan het gebruik van een dergelijke buis.
Gegloeide koperen buizen zijn van kunststof, deze kwaliteit vergemakkelijkt het installatieproces
Gegloeide koperen pijp. Het gaat door een speciale verwerkingstechnologie. Het wordt verwarmd tot 700 graden Celsius en vervolgens afgekoeld. In dit geval worden de leidingelementen minder sterk, maar flexibeler.
Bovendien strekken ze zich goed uit - voordat ze breken, neemt hun lengte met 1,5 keer toe.
Gegloeide leidingproducten zijn zachter, dus hun installatie is sneller en gemakkelijker.
Op sectievorm
Volgens de vorm van de sectie onderscheiden ze:
- ronde waterleidingen;
- pijpleidingelementen in de vorm van een rechthoek. Ze worden gebruikt om geleiders te maken in de statorwikkeling van elektrische apparatuur, die wordt gekoeld door een vloeibare methode.
De afmetingen van koperen leidingen kunnen worden bepaald door de buitendiameter, die 12-267 mm is. In dit geval heeft elke buismaat een bepaalde wanddikte gelijk aan 0,6-3 mm.
Bij het geleiden van gas in woningen wordt gebruik gemaakt van leidingen met een dikte van minimaal 1 mm.
Bij het installeren van sanitair wordt in veel gevallen een koperen afvoerleiding gebruikt, die afmetingen heeft als: 12, 15, 18, 22 bij 1 mm, 28, 35, 42 bij 1,5 mm en 52 bij 2 mm.
Volgens de graad van hardheid:
Volgens de graad van hardheid: koperen buizen worden gebruikt, zoals:
Zacht. De aanduiding is M of W. Ze zijn bestand tegen uitzetting zonder barsten en scheuren wanneer de buitendiameter 25% uitzet.
Dergelijke leidingproducten worden gebruikt bij het aanleggen van een verwarmingssysteem of het leggen van leidingen voor de watervoorziening van verbruikers. Tegelijkertijd wordt een straalverdeling van de leidingen naar sanitair en verwarmingsapparaten gemaakt.
Zachte leidingelementen worden in de meeste gevallen gebruikt bij de aanleg en reparatie van waterleidingen. Hun verbinding wordt als de eenvoudigste beschouwd - docking kan worden gedaan zonder het gebruik van extra apparatuur.








Koperen leidingen zijn bestand tegen de hoge temperatuur van de vloeistoffen die erdoorheen worden getransporteerd
Halfvast. Ze hebben de volgende aanduidingen - P of NN. Dergelijke pijpleidingproducten zijn bestand tegen uitzetting met een diametertoename van 15%.
Wanneer ze zijn geïnstalleerd, wordt verwarming gebruikt om de buizen te verbinden zonder het gebruik van fittingen. Voor het buigen of ontbuigen van halfvaste producten wordt een pijpenbuiger voor koperen leidingen gebruikt.
Stevig. Ze worden aangeduid met de volgende letters - T of H. Wanneer ze zijn geïnstalleerd, vindt de distributie alleen plaats tijdens verwarming. Gebruik een pijpenbuiger om de pijp te buigen.
De laatste 2 soorten koperproducten worden gebruikt bij de aanleg van diverse snelwegen.
Dergelijke onderdelen worden ook gebruikt bij de constructie van een pijpleiding, die een grotere mechanische sterkte zou moeten hebben.
Het afdichten van dergelijke buizen wordt als een belangrijk proces beschouwd. Het loskoppelen ervan kan immers op elk moment plaatsvinden - bijvoorbeeld wanneer het afdichtmiddel op is. In een dergelijke situatie zal het nodig zijn om de voegen volledig opnieuw te doen.
Soorten wikkelingen
Fabrikanten gebruiken verschillende soorten wikkelingen voor koperen leidingen:
- FUM-tape. Deze tape wordt gebruikt in alle soorten schroefdraadverbindingen;
- uithardende kit voor sanitair. Dergelijk materiaal wordt zowel in verschillende ondernemingen als in het dagelijks leven gebruikt;
- zelfgemaakte kit voor sanitair.De leidingen die in de huizen van de jaren veertig zijn geïnstalleerd, lekken niet.
Deze methode kan ook worden toegepast als het nodig is om verwarming uit koperen leidingen te maken.
Als er geen rode draad beschikbaar is, moet gewone PF-verf worden gebruikt.
Afdichting bij het werken met vloeistofgeleidende systemen is verplicht