
- Voorbereiding op het werk
- Installatie van metaal-kunststof buizen
- Hulpmiddelen
- Compressie verbinding
- Pers verbinding
- Push-fit verbinding
- Muurbevestiging
- Aanpassingsclassificatie
- Voorbereidende werkzaamheden voor het persen
- Gebruiksaanwijzing
- Krimpproces:
- Wat is spoelen en persen?
- Doe-het-zelf installatie van metalen kunststof buizen
- Tests in appartementsgebouwen
Voorbereiding op het werk
Alle meetapparatuur moet vooraf worden geverifieerd door een erkend testlaboratorium. Het hydraulische aggregaat is via een testdrukverdeelstuk aangesloten op de drukleiding. De collector heeft een aftapkraan en een manometer. Manometers zijn geïnstalleerd aan het einde en het begin van de drukleiding.
Voor het afpersen van leidingen moeten alle afsluiters en poorten gesloten zijn.
De voorbereiding voor het onder druk testen van de pijpleiding omvat de volgende stappen:
- Het circuit vullen met werkvloeistof;
- Het vullen van de leiding tot daar een druk ontstaat gelijk aan de testdruk;
- Aansluiten van testinstrumenten en apparatuur op het gewenste deel van de snelweg.
Installatie van metaal-kunststof buizen
De installatie van een pijpleiding van metaal-kunststof omvat verschillende fasen:
- Voorbereiding van materialen, gereedschappen.
- Installatie van verbindingen.
- Testen van de afgewerkte pijpleiding.
Materiaalvoorbereiding voor alle soorten verbindingen is hetzelfde.Leidingen moeten worden gesneden volgens het project. Houd bij het meten rekening met de lengteoverlap voor de fitting.

Aangezien metaal-kunststof in rollen wordt verkocht, moet het materiaal vóór installatie worden rechtgetrokken door de buis op een plat oppervlak te rollen. Eerst moet de buis in verschillende lagen vodden worden gewikkeld.
Hulpmiddelen
Een set gereedschappen voor de installatie van metaal-kunststofcommunicatie hangt af van welke fittingen worden gebruikt om delen van de pijpleiding aan te sluiten.
Om een pijpleiding uit metaal-polymeer buizen te assembleren, moet u beschikken over:
- pijpsnijder of ijzerzaag voor het snijden van materiaal;
- kalibrator - om de pijp uit te zetten en de cirkel ideale verhoudingen te geven;
- afschuining - voor afschuining;
- schuurpapier om de randen van de buis te ontbramen;
- verstelbare (of moersleutels) moersleutels;
- perstang voor sommige soorten verbindingen;
- bouw föhn of buigapparaat, zoals zand.
Knippen met een schaar verdient de voorkeur, maar u kunt ook een ijzerzaag of een scherp mes gebruiken.
Wanneer de randen zijn voorbereid voor aansluiting, wordt de buis in de fitting gestoken. Er zijn verschillende soorten verbindende metalen kunststof buizen met elkaar of met een overgang naar een ander materiaal:
- knelkoppelingen;
- pers verbinding;
- druk passen.
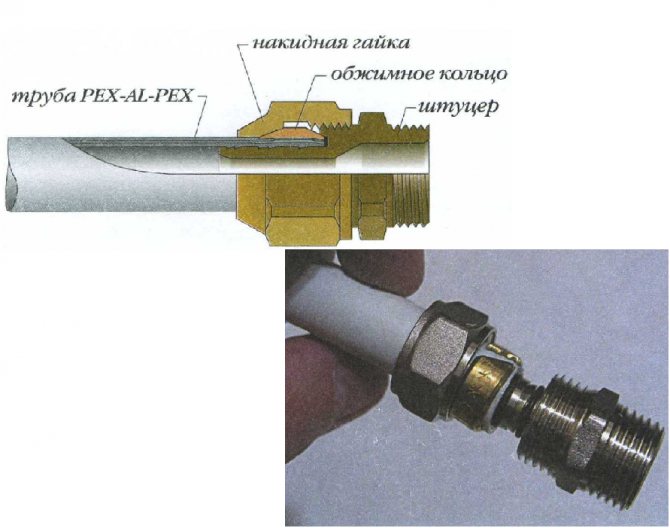
Compressie verbinding
De verbinding van metaal-kunststof buizen met behulp van knelfittingen is gebruikelijk en betaalbaar voor zelfmontage. Dergelijke knooppunten kunnen worden gedemonteerd en opnieuw worden samengesteld. Voor de montage heb je 2 sleutels nodig.
Installatie algoritme:
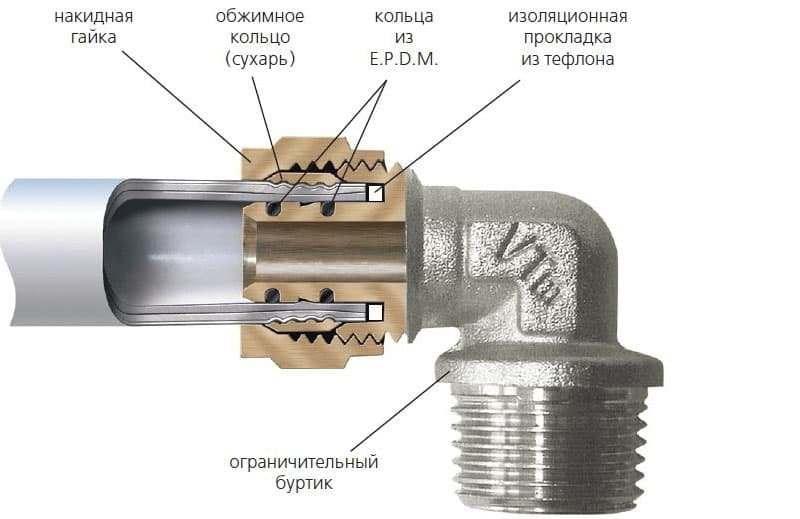
- Het beslag is losgedraaid en gedemonteerd. Een wartelmoer en een ferrule worden op het uiteinde van de buis geplaatst.
- De binnenkant van de buis en het uiteinde van de fitting met een rubberen pakking zijn gesmeerd met dik zeepachtig schuim om het uitlijningsproces te vergemakkelijken. Voor hetzelfde doel wordt de binnendiameter voorgewijd met een kalibrator. Dergelijke maatregelen zullen de verplaatsing van de rubberen pakkingen voorkomen.
- De fitting wordt in de aansluiting gestoken, de ring wordt verplaatst en de moer wordt vastgedraaid. Het draaien wordt uitgevoerd met behulp van twee sleutels.
De resulterende verbinding vereist periodieke controle en aanscherping van de moer in geval van lekkage.
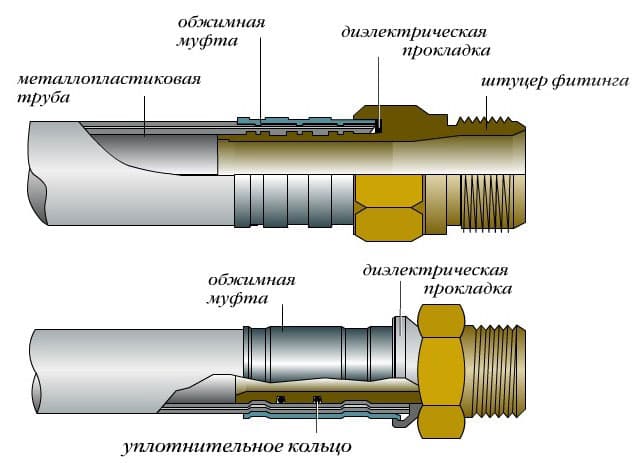
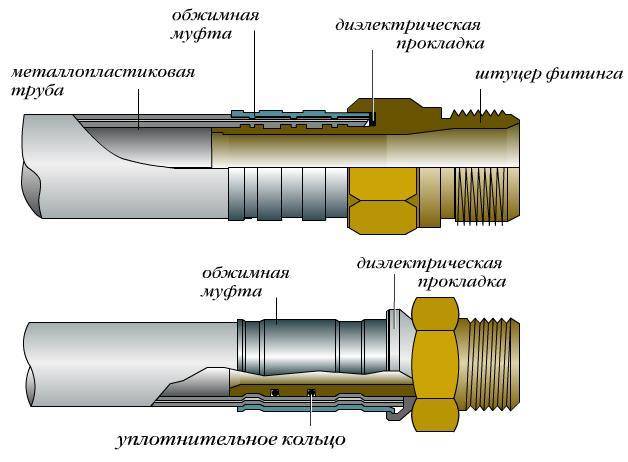
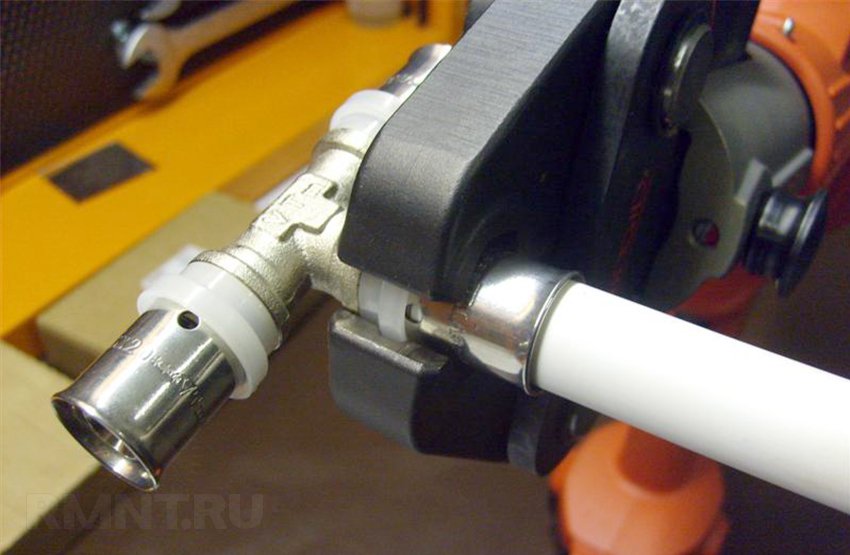
Pers verbinding
De crimpverbinding wordt gemonteerd met behulp van persfittingen en een persgereedschap (handmatig of elektrisch).
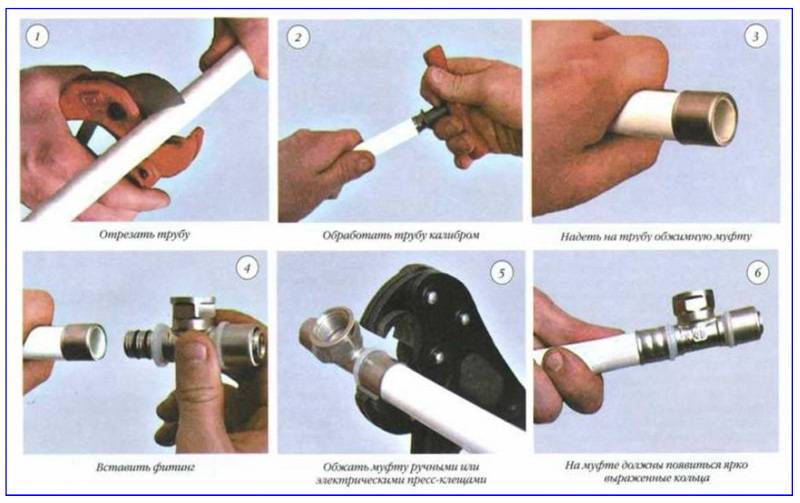
Montageschema:
- Voorbereiding: de snede wordt verwerkt en schoongemaakt. De persfitting wordt gedemonteerd en gecontroleerd op integriteit en de aanwezigheid van pakkingen, daarna weer in elkaar gezet..
- De rand voor de aansluiting wordt op de fitting naar het bedieningsvenster geplaatst.
- De huls wordt aangedrukt met een perstang, de gereedschapsgrepen worden tot de aanslag gereduceerd.
- Herhaal de handelingen aan het andere uiteinde van de verbindingsfitting.
De resulterende verbinding kan tot 50 jaar meegaan, maar is niet te scheiden.







Push-fit verbinding
Push fittingen zijn de duurste elementen voor het verbinden van kunststof buizen. Het gebruik ervan vereist echter geen gereedschap en vaardigheden, het is betrouwbaar en duurzaam.

De voorbereide buis wordt tot aan het controlegat in de push-fit gestoken. Vervolgens wordt de hele structuur geassembleerd. Er wordt een proefstroom gestart, waarbij de verbinding wordt gefixeerd door een interne wig.
Muurbevestiging

Het zwakke punt van metaal-kunststof producten is de lage weerstand tegen mechanische schade doordat de aluminiumlaag dun is.
Bij een grote buigradius of constante drukken wordt de buis vervormd.In dit geval wordt aanbevolen om de pijpleiding op een stevige ondergrond te bevestigen - een muur, plafond of onder een plint. Hiervoor wordt het bevestigingselement aan de muur bevestigd:
- klemmetjes;
- ondersteunt;
- hangers.
Het proces van bevestigen en bevestigen gebeurt op een eenvoudige manier:
- de steun is aan de muur bevestigd, vastgezet in een vaste positie;
- de buis wordt met een uitzetmechanisme in de clip gestoken. Als de clip doof is, wordt eerst een pijp ingebracht en vervolgens wordt de hele structuur aan de muur bevestigd.
Aanpassingsclassificatie
Diverse knelkoppelingen.
- hoeken en bochten (gebruikt bij het verbinden van bochten vanaf 45 graden);
- kruisen (hulp om aan twee kanten te vertakken);
- T-stukken (gebruikt voor eenrichtingstak);
- pluggen (gebruikt voor bevestiging aan het uiteinde van de buis);
- koppelingen (met behulp hiervan worden buizen met dezelfde diameter en richting aangesloten);
- fittingen (eventueel verbinding met een slang).
Fittingen die worden gebruikt om buizen met dezelfde diameter aan te sluiten, worden rechte fittingen genoemd en die bedoeld voor het bevestigen van buizen met verschillende diameters worden overgangsstukken genoemd.
Er is een groot assortiment gietijzeren, stalen, messing of koperen fittingen op de bouwmarkt.
Wat gietijzer betreft, ze onderscheiden zich door eigenschappen als sterkte en duurzaamheid. Gietijzeren fittingen hebben een belangrijk voordeel ten opzichte van andere verbindingsproducten, zoals stalen koppelingen. Andere positieve eigenschappen van gietijzeren elementen zijn een hoge weerstand tegen negatieve omgevingsinvloeden en veelzijdigheid.
Stalen fittingen zijn tegenwoordig onmisbaar in de moderne industrie. Meer recentelijk konden obstakels in het pad van de pijpleiding worden omzeild door de pijp te buigen.Vandaag is het niet nodig
De pijpleiding met staalproducten is eenvoudig te monteren en te demonteren, wat ook belangrijk is
Voorbereidende werkzaamheden voor het persen
De handelingen die moeten worden uitgevoerd voordat met de stuurdruktest van de gasleiding wordt begonnen, worden uitgevoerd in overeenstemming met de arbeidsbeschermingsinstructies die zijn ontwikkeld volgens de standaard veiligheidsvoorschriften voor gasgevaarlijk werk uitvoeren.
Voorbereiding omvat:
Gaspijpleidingschema
- afstemming van de feitelijke ondergrondse aanleg van communicatie met de routing aangegeven op de diagrammen in de projectdocumentatie;
- plaatsen worden geselecteerd voor het aansluiten van de benodigde stekkers, instrumentatie en regelaars;
- het aansluitpunt van de compressorunit wordt bepaald.
Alle ingenieurs en arbeiders die bij dit evenement betrokken zijn, moeten opnieuw worden geïnstrueerd in arbeidsbescherming en vertrouwd worden gemaakt met de procedure voor het uitvoeren van werk.
Gebruiksaanwijzing
Ongeacht het type installatie en apparatuur dat u kiest, is er een algemene procedure voor voorbereidende werkzaamheden. Deze regels zullen de opstelling van de pijpleiding vergemakkelijken en zijn wenselijk voor uitvoering:
- je moet een pijplay-outplan opstellen, dit zal helpen bij het berekenen van de hoeveelheid materiaal en koppelingen;
- werkplekken moeten zorgvuldig worden schoongemaakt om te voorkomen dat stof en vuil de aansluitpunten binnendringen om lekkage in de toekomst te voorkomen;
- als u verbinding moet maken met een bestaand systeem, moet u de integriteit ervan controleren en het invoegpunt voorbereiden;
- buizen moeten zo worden gesneden dat de snede precies 90 graden is ten opzichte van de lengteas van de buis, dit is nodig om betrouwbaarheid en dichtheid te garanderen;
- geleid door het diagram, leg alle leidingen en koppelingen neer om het snijden en het aantal van alle benodigde verbindingselementen te controleren.
Zoals hierboven vermeld, zijn er drie hoofdopties voor het verbinden van vernet polyethyleen. De selectie van apparatuur en gereedschappen is afhankelijk van de keuze van de methode. Voor alle methoden heb je mondstukken nodig voor de diameter van de buizen en een snoeischaar.










De eerste methode is het gemakkelijkst uit te voeren. Naast buizen en snoeischaren zijn alleen knelkoppelingen en een paar sleutels nodig. Deze gereedschappen zijn nodig om de moeren vast te draaien nadat ze op hun plaats zijn geduwd.
Het is belangrijk om te onthouden: u moet het proces van het aandraaien van de moeren beheersen om de draad niet te beschadigen. Draai vast, maar niet te vast.
De tweede methode is persen. Je hebt een kalibrator, een schaar, een expander en een pers nodig.
Er zullen geen problemen zijn met een schaar, hun doel is eenvoudig - om de pijp in de maten te snijden die we nodig hebben. We verwerken de randen met een kalibrator, afgeschuind van binnenuit. Dit gereedschap is nodig om de buis na het snijden een ronde vorm te geven.
Dan nemen we de expander (expander) van het handmatige type, die erg makkelijk in gebruik is. We verdiepen de werkranden van het apparaat in de buis en breiden het uit tot de gewenste maat. Dit moet niet in één keer worden gedaan, omdat het materiaal kan worden beschadigd. We doen dit geleidelijk, waarbij we de expander in een cirkel draaien. De voordelen van dit toestel zijn de prijs en het gebruiksgemak. Dit is een amateurinstrument.
De elektrisch aangedreven uitbreiding is uitgerust met een oplaadbare batterij, ontworpen om het werk van de installateur te versnellen. Het bespaart aanzienlijk de inspanning van de werknemer en tijd voor de installatie van systemen.Natuurlijk is dit apparaat vele malen duurder, maar als je veel moet werken, past het perfect en rechtvaardigt het de kosten. Er zijn hydraulische expanders. Nadat we de buis hebben voorbereid, moet u er een fitting in installeren. Hiervoor hebben we een persbankschroef nodig. Ze zijn ook hydraulisch en mechanisch. Voor gebruik moeten ze uit de opbergkoffer worden gehaald en in de werkpositie worden gemonteerd.
Na het monteren van het gereedschap en het installeren van de koppeling in de buis, wordt de verbinding geïnstalleerd met een pers. Dat wil zeggen, de fitting komt op zijn plaats en er wordt van bovenaf druk uitgeoefend met een montagehuls. Handpersen worden aanbevolen voor kleine buisdiameters en weinig vraag.
Hydraulische persen vereisen vrijwel geen krachtsinspanning bij het krimpen. De fittingen en huls worden eenvoudig in de groef op het apparaat geïnstalleerd, waarna ze gemakkelijk en soepel op hun plaats vallen. Dit gereedschap kan zelfs worden gebruikt op plaatsen die onhandig zijn voor installatie, het heeft een draaibare kop. En de laatste optie voor het verbinden van verknoopt polyethyleen is gelast. Zoals eerder vermeld, is het de duurste en zelden gebruikte, maar de meest betrouwbare. Hiervoor zijn, naast de ons al bekende scharen, expanders, ook speciale koppelingen nodig. Elektrolasfittingen hebben speciale geleiders voor verwarming.
Na het voorbereiden van de apparatuur en componenten, gaan we over tot lassen. Om dit te doen, installeren we een elektrisch gelaste koppeling aan het uiteinde van de buis. Het heeft speciale klemmen waarop we het lasapparaat aansluiten. We zetten het aan, op dit moment worden alle elementen verwarmd tot het smeltpunt van polyethyleen, ongeveer 170 graden Celsius. Het koppelingsmateriaal vult alle holtes en er vindt laswerk plaats.
Als het apparaat niet is uitgerust met een timer en een apparaat dat informatie uit de fittingen kan lezen, moet u de instrumentwaarden in de gaten houden om alles op tijd uit te schakelen. We zetten de apparatuur uit, of hij gaat vanzelf uit, we wachten tot de unit is afgekoeld. Buizen worden vaak op haspels geleverd en kunnen tijdens opslag hun vorm verliezen. Hiervoor heb je een föhn nodig. Met zijn hulp is het mogelijk om dit nadeel te elimineren door het vervormde segment eenvoudig met warme lucht te verwarmen.
In de volgende video vindt u een overzicht van hulpmiddelen voor het installeren van XLPE verwarmings- en sanitairsystemen.
Krimpproces:
Druktesten van verwarmingssystemen van een privéwoning beginnen met het loskoppelen van de verwarmingsketel, automatische ontluchters en expansievat van het systeem. Als afsluiters naar deze apparatuur leiden, kun je ze sluiten, maar als de kleppen defect blijken te zijn, zal het expansievat zeker falen, en de ketel, afhankelijk van de druk die je erop uitoefent. Daarom is het beter om het expansievat te verwijderen, vooral omdat dit niet moeilijk is, maar in het geval van de ketel moet u vertrouwen op de bruikbaarheid van de kranen. Als er thermostaten op de radiatoren zitten, is het ook raadzaam om deze te verwijderen - ze zijn niet ontworpen voor hoge druk.









Soms wordt niet alle verwarming getest, maar slechts een deel. Indien mogelijk wordt het afgesneden met behulp van afsluiters of worden tijdelijke jumpers geïnstalleerd - sporen.
Vervolgens is het proces:
- Als het systeem in bedrijf was, wordt de koelvloeistof afgetapt.
- Op het systeem is een drukregelaar aangesloten. Er steekt een slang uit die eindigt met een wartelmoer. Deze slang wordt op elke geschikte plaats op het systeem aangesloten, zelfs in plaats van het verwijderde expansievat of in plaats van een aftapkraan.
-
Water wordt in de capaciteit van de druktestpomp gegoten en met behulp van een pomp in het systeem gepompt.
- Verwijder alle lucht uit het systeem voordat u het onder druk zet. Om dit te doen, kunt u het systeem een beetje oppompen met de aftapkraan open of het laten zakken door de ventilatieopeningen op de radiatoren (Mayevsky-kranen).
- Het systeem wordt op bedrijfsdruk gebracht en gedurende minimaal 10 minuten gehandhaafd. Gedurende deze tijd daalt alle resterende lucht naar beneden.
- De druk stijgt tot de testdruk, er wordt een bepaalde tijd aangehouden (gereguleerd door de voorschriften van het ministerie van Energie). Tijdens de test worden alle apparaten en verbindingen gecontroleerd. Ze worden gecontroleerd op lekkage. Bovendien wordt zelfs een enigszins natte aansluiting als een lek beschouwd (beslaan moet ook worden geëlimineerd).
- Tijdens het krimpen wordt het drukniveau gecontroleerd. Als de val tijdens de test de norm niet overschrijdt (geregistreerd in SNiP), wordt het systeem als bruikbaar beschouwd. Als de druk zelfs maar iets onder normaal daalt, moet u op zoek naar een lek, dit repareren en de druktest opnieuw starten.
Zoals eerder vermeld, is de testdruk afhankelijk van het type apparatuur en systeem dat wordt getest (verwarming of warm water). De aanbevelingen van het Ministerie van Energie zoals uiteengezet in de "Regels voor de technische werking van thermische centrales" (artikel 9.2.13) zijn voor het gebruiksgemak samengevat in een tabel.
| Type geteste apparatuur | Test druk | Test tijdsduur | Toegestane drukval |
|---|---|---|---|
| Lifteenheden, boilers | 1 MPa (10 kgf/cm2) | 5 minuten | 0,02 MPa (0,2 kgf/cm2) |
| Systemen met gietijzeren radiatoren | 0,6 MPa (6 kgf/cm2) | 5 minuten | 0,02 MPa (0,2 kgf/cm2) |
| Systemen met paneel- en convectorradiatoren | 1 MPa (10 kgf/cm2) | 15 minuten | 0,01 MPa (0,1 kgf/cm2) |
| Warmwatervoorzieningssystemen van metalen buizen | werkdruk + 0,5 MPa (5 kgf/cm2), maar niet meer dan 1 MPa (10 kgf/cm2) | 10 minuten | 0,05 MPa (0,5 kgf/cm2) |
| Warmwatersystemen uit kunststof leidingen | werkdruk + 0,5 MPa (5 kgf/cm2), maar niet meer dan 1 MPa (10 kgf/cm2) | 30 minuten | 0,06 MPa (0,6 kgf/cm2), met een verdere controle binnen 2 uur en een maximale daling van 0,02 MPa (0,2 kgf/cm2) |
Houd er rekening mee dat voor het testen van verwarming en sanitair uit kunststof leidingen, de houdtijd van de testdruk 30 minuten is. Als gedurende deze tijd geen afwijkingen worden gevonden, wordt het systeem geacht de druktest met succes te hebben doorstaan.
Maar de test duurt nog 2 uur. En gedurende deze tijd mag de drukval in het systeem de norm niet overschrijden - 0,02 MPa (0,2 kgf / cm2).
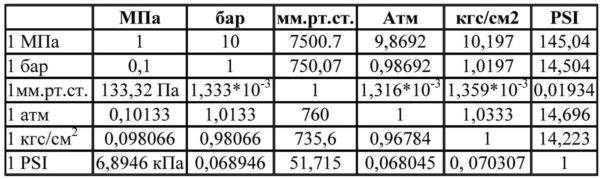
Correspondentietabel voor verschillende drukeenheden
Aan de andere kant heeft SNIP 3.05.01-85 (clausule 4.6) andere aanbevelingen:
- Tests van verwarmings- en watertoevoersystemen moeten worden uitgevoerd met een druk van 1,5 vanaf de werkende, maar niet lager dan 0,2 MPa (2 kgf / cm2).
- Het systeem wordt als bruikbaar beschouwd als de drukval na 5 minuten niet groter is dan 0,02 MPa (0,2 kgf/cm).
Welke regels te gebruiken is een interessante vraag. Hoewel beide documenten van kracht zijn en er geen zekerheid is, komen beide in aanmerking. Het is noodzakelijk om elk geval afzonderlijk te benaderen, rekening houdend met de maximale druk waarvoor de elementen zijn ontworpen. Dus de werkdruk van gietijzeren radiatoren is niet meer dan 6 atm, de testdruk zal 9-10 atm zijn. Ongeveer ook moet worden bepaald met alle andere componenten.
Wat is spoelen en persen?
Het spoelen en afpersen van verwarmingsinstallaties wordt uitgevoerd in gevallen waar de afzettingen in de leidingen te groot worden om te blijven functioneren. Als preventieve maatregel worden dergelijke evenementen zelden uitgevoerd, omdat dit plezier behoorlijk arbeidsintensief en duur is. Voor hydropneumatisch spoelen worden zure oplossingen gebruikt, die plaque van de leidingwanden naar buiten verwijderen. Metaaldeeltjes kleven aan de binnenwanden van de buizen, waardoor hun diameter kleiner wordt. Het leidt tot:
- toename van de druk;
- toename van de snelheid van het koelmiddel;
- afname van efficiëntie;
- stijging van de kosten.
Wat is een druktest van een verwarmingssysteem - dit is een gewone test, volgens de resultaten waarvan men kan zeggen of het veilig is om dergelijke apparatuur te gebruiken of niet, en ook of het bestand is tegen de noodzakelijke belastingen. Niemand wil tenslotte het slachtoffer worden van drukverlaging in het circuit en een patiënt zijn op de brandwondenafdeling. Druktesten van het verwarmingssysteem worden uitgevoerd in overeenstemming met SNiP's. Het is een verplichte procedure. Daarna wordt een document uitgegeven waarin de technische bruikbaarheid van het circuit wordt bevestigd. Dit zijn de belangrijkste gevallen waarin de druktest van het verwarmingssysteem wordt uitgevoerd:
- bij het monteren en in bedrijf stellen van een nieuwe schakeling;
- na de reparatiewerkzaamheden;
- preventieve controles;
- na het reinigen van leidingen met zure oplossingen.
Druktesten van het verwarmingssysteem worden uitgevoerd in overeenstemming met SNiP nr. 41-01-2003 en nr. 3.05.01-85, evenals de regels voor de technische werking van thermische energiecentrales.
Uit deze regels is bekend dat een dergelijke actie als het onder druk zetten van een verwarmingssysteem wordt uitgevoerd met lucht of vloeistof. De tweede methode wordt hydraulisch genoemd en de eerste wordt manometrisch genoemd, het is ook pneumatisch, het is bubbel.In de regels voor het onder druk testen van het verwarmingssysteem staat dat watertesten alleen kunnen worden uitgevoerd als de temperatuur in de kamer boven de vijf graden is. Anders bestaat het risico dat het water in de leidingen bevriest. Het onder druk brengen van het verwarmingssysteem met lucht verwijdert dit probleem, het wordt uitgevoerd in het koude seizoen. In de praktijk wordt vaker gebruik gemaakt van hydraulische druktesten van het verwarmingssysteem, omdat iedereen probeert de nodige geplande werkzaamheden voor het stookseizoen af te ronden. In de winter wordt alleen de eliminatie van eventuele ongevallen uitgevoerd.
Het is alleen mogelijk om de druktest van het verwarmingssysteem te starten wanneer de ketel en het expansievat zijn afgesneden van het circuit, anders zullen ze uitvallen. Hoe wordt de druk van het verwarmingssysteem getest?
- alle vloeistof wordt uit het circuit afgevoerd;
- dan wordt er koud water in gegoten;
- terwijl het zich vult, daalt overtollige lucht uit het circuit;
- nadat het water zich heeft opgehoopt, wordt een drukaanjager aan het circuit geleverd;
- hoe het verwarmingssysteem onder druk wordt gezet - het aantal atmosferen neemt geleidelijk toe. In dit geval mag de maximale testdruk niet hoger zijn dan de treksterkte van de verschillende elementen van het circuit;
- er wordt een tijdje hoge druk gelaten en alle aansluitingen worden geïnspecteerd. Het is noodzakelijk om niet alleen naar de schroefdraadverbindingen te kijken, maar ook naar de plaatsen waar de onderdelen van het circuit zijn gesoldeerd.
Het verwarmingssysteem onder druk zetten met lucht is nog eenvoudiger. Gewoon alle koelvloeistof aftappen, alle uitlaten in het circuit sluiten en lucht erin brengen. Maar op deze manier is het moeilijker om de storing te bepalen. Als er bijvoorbeeld vloeistof in de leidingen zit, dan zal deze bij hoge druk door een eventuele spleet sijpelen. Het is gemakkelijk visueel te identificeren.Maar als er geen vloeistof in de buizen zit, komt er dus niets uit behalve lucht. In dit geval kan een fluitsignaal worden gehoord.
En als het onhoorbaar is, terwijl de naald van de manometer een lek aangeeft, worden alle aansluitingen ingesmeerd met zeepsop. Om het gemakkelijker te maken, kunt u niet het hele systeem controleren, maar het in segmenten opdelen. In dit geval is het gemakkelijker om de druktest van verwarmingsbuizen uit te voeren en mogelijke plaatsen van drukverlaging te bepalen.
Doe-het-zelf installatie van metalen kunststof buizen
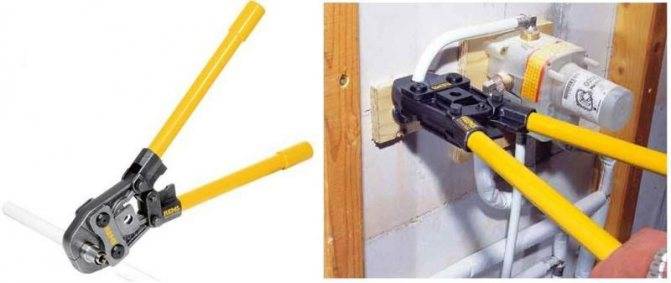
Het snijden van buizen wordt uitgevoerd met een metaalschaar of een speciale ijzerzaag. Snijders worden gebruikt voor het snijden van metaal-kunststof met een kleine en middelgrote diameter en worden veel gebruikt bij professionele installatie. Een schaar is een eenvoudiger huishoudelijk apparaat, ze kunnen ook in de budgetprijscategorie worden gekocht, het belangrijkste is dat er een comfortabele en uitgebalanceerde handgreep is en dat de messen zelf scherp zijn, gemaakt van hoogwaardig metaal. De messen zijn uitgerust met een interne kalibrator, waarmee niet alleen metaal-kunststof kan worden gesneden, maar ook de vervormde vorm van de randen kan worden hersteld.







Naast speciaal gereedschap is bij het installeren van een systeem van metaal-kunststof buizen het gebruik van meer veelzijdige apparaten vereist: een meetlint, sleutels van de juiste maat, een beveler, slijpamaril, een expander, op voorwaarde dat persfittingverbindingen zijn gebruikt.
Het sanitairsysteem van kunststof en metaal is niet alleen duurzaam en praktisch, maar ook eenvoudig te installeren. Het proces is zelfs beschikbaar voor uitvoering door een persoon die niet over de nodige kennis beschikt.Met een set van de eenvoudigste tools kunt u het basisinstallatiewerk efficiënt en met behoorlijke kostenbesparingen uitvoeren als u zich aan eenvoudige installatieregels houdt.
Kunststof in combinatie met metaal is een goede tandem, maar het is ook "bang" voor agressieve mechanische en ultraviolette effecten, hiermee moet rekening worden gehouden bij het openleggen.
Als het de bedoeling is om een gesloten type te installeren, is het noodzakelijk om te voorzien in de aanwezigheid van luiken voor toegang tot compressie-type fittingen.
Het verwarmingssysteem kan ook uit MP-buizen bestaan, maar in dit geval is het de moeite waard om speciale aandacht te besteden aan het controleren van de integriteit van alle elementen en het observeren van de staat van de meest duurzame verbinding van alle elementen. Gebruik geen scherpe voorwerpen bij het uitpakken van nieuwe elementen van het systeem, zelfs een microkrasje kan het hele systeem ernstig beschadigen.
Metalen steunen en hangers die worden gebruikt voor de installatie van leidingen, moeten zijn uitgerust met zachte pakkingen, dit helpt mechanische schade aan het plastic oppervlak te voorkomen.
Zoals een kledingkast begint met een hanger, zo begint de installatie van metalen-kunststof buizen met de selectie en bevestiging van kogelkranen
Dit element is uiterst belangrijk voor het hele systeem, u moet er niet op besparen en Chinese budgettegenhangers kopen
Een hoogwaardige kraan moet bestand zijn tegen 60 atmosfeer en hoge temperaturen
Zoals een kledingkast begint met een hanger, zo begint de installatie van metalen-kunststof buizen met de selectie en bevestiging van kogelkranen
Dit element is uiterst belangrijk voor het hele systeem, u moet er niet op besparen en Chinese budgettegenhangers kopen. Een hoogwaardige kraan moet bestand zijn tegen maximaal 60 atmosfeer en hoge temperaturen.In het geval van een lekkage is het de kraan die de waterstroom in de kortst mogelijke tijd kan stoppen.
Als de kraan op het juiste moment zijn directe taak niet aankan, loopt het leidingsysteem gevaar voor ernstige schade.
In het geval van een lekkage is het de kraan die de waterstroom in de kortst mogelijke tijd kan stoppen. Als de kraan op het juiste moment zijn directe taak niet aankan, loopt het leidingsysteem gevaar voor ernstige schade.
Zoals een kledingkast begint met een hanger, zo begint de installatie van metalen-kunststof buizen met de selectie en bevestiging van kogelkranen
Dit element is uiterst belangrijk voor het hele systeem, u moet er niet op besparen en Chinese budgettegenhangers kopen. Een hoogwaardige kraan moet bestand zijn tegen maximaal 60 atmosfeer en hoge temperaturen. In het geval van een lekkage is het de kraan die de waterstroom in de kortst mogelijke tijd kan stoppen.
Als de kraan op het juiste moment zijn directe taak niet aankan, loopt het leidingsysteem gevaar voor ernstige schade.
In het geval van een lekkage is het de kraan die de waterstroom in de kortst mogelijke tijd kan stoppen. Als de kraan op het juiste moment zijn directe taak niet aankan, loopt het leidingsysteem gevaar voor ernstige schade.
Als het hele systeem helemaal opnieuw wordt geïnstalleerd, omvat het de installatie van reinigingsfilters, meters, een drukregelaar, een verdeelstuk voor leidingen door het hele gebied. Het wordt aanbevolen om leidingen samen met filters te monteren, dit zal voorkomen dat technisch vuil het systeem binnendringt.









Lees ook:
Tests in appartementsgebouwen
In appartementsgebouwen kan ook een druktest van het verwarmingssysteem met lucht worden uitgevoerd. We zullen nu nadenken over de noodzakelijke voorwaarden voor het werk. Als u waterlekken vindt, moeten deze worden gerepareerd.Maar vaak, zonder hoge druk in het systeem, is het vrij moeilijk om dunne scheuren in de naden te vinden. In appartementsgebouwen is het noodzakelijk om zowel individuele appartementen als alle snelwegen drukproeven uit te voeren.
Je moet voorbereiden:
- Inspecteer alle vergrendelingsfittingen. Als de kleppen van gietijzer zijn, zorg er dan voor dat u de pakkingen hiermee vervangt. Vervang pakkingen op flensverbindingen. Alle bouten die hun oorspronkelijke uiterlijk hebben verloren, moeten ook worden vervangen. Zorg ervoor dat u nieuwe manometers installeert, het wordt aanbevolen om de oude op te sturen voor verificatie om te beslissen of ze verder kunnen worden gebruikt voor metingen.
- Inspecteer visueel alle leidingen, fittingen om zelfs kleine defecten en schade te identificeren. Als u probleemgebieden vindt, moet u deze snel repareren.
- Controleer de staat van het thermische isolatiemateriaal op de leidingen die in de kelder en tussen de verdiepingen zijn gelegd.
Na de voorbereiding kunt u direct beginnen met krimpen:
- Vul het hele circuit met water met een lage hardheid (zodat er geen kalkaanslag verschijnt). Het is natuurlijk beter om het met een elektrische pomp in het systeem te pompen. Druk - 6-10 bar. In een container met vloeistof moet u de slangen laten zakken - afvoer en aanvoer. Sluit vervolgens de pomp aan op het verwarmingsnetwerk en schakel de druktester in. De druk moet vooraf worden ingesteld.
- U detecteert een half uur - gedurende deze periode moet de druk bijna op hetzelfde niveau blijven. Als de druk niet daalt, kan de test als voltooid worden beschouwd. U kunt het systeem met werkvloeistof vullen en actief gaan werken.
- Als de druk daalt, zijn er defecten in het verwarmingssysteem.De procedure voor het onder druk testen van het verwarmingssysteem met lucht is ongeveer hetzelfde, maar u zult een zeepoplossing moeten gebruiken - zonder is het moeilijk om een lek te vinden. Zodra u defecten vindt, kunt u beginnen met het legen van het systeem en repareren. Stel vervolgens de hele verwarming opnieuw vast.
De invoereenheid wordt op dezelfde manier uitgevoerd - de druk moet ongeveer 10 bar zijn.



