
- Wat is nodig voor het solderen van koperen leidingen?
- Methoden voor het solderen van koperen onderdelen
- Eigenschappen van verbindingen op hoge temperatuur
- Solderen
- Veiligheidsmaatregelen bij het solderen van koperen leidingen
- Isolatie van aftakleidingen in het verwarmingsnet
- Koperen leidingsysteem
- Koperen pijp voor airconditioners
- Dremel soldeerbouten
- Overige soldeermogelijkheden: werken met koperen leidingen en diverse metalen
- De nuances van het solderen van koperen buizen: hoe doe je het goed?
- Hoe koperdraad op aluminium te solderen?
- Hoe koper en roestvrij staal te solderen
- Koper met ijzer solderen - is het mogelijk?
- Benodigde gereedschappen en materialen
- Apparaten (soldeerbouten)
- Solderen en andere verbruiksartikelen
- Installatie van watertoevoer uit koperen leidingen
- Hoe kies je het juiste soldeer?
- Voorbereiding voor het solderen
- Apparatuur
- materialen
- Voorbeelden van afgewerkte waterleidingen gemaakt van koperen buizen
- Zachtsoldeertechnologie
- Fouten vermijden
- Regels voor het solderen van koper
- Grote onderdelen solderen
- Solderen draden of draad
- Soldeerschalen of soldeergaten in koper
Wat is nodig voor het solderen van koperen leidingen?
Het solderen van koperen buizen, wat niet moeilijk is om met uw eigen handen te doen, vereist geen dure apparatuur en speciale materialen. Om het goed te implementeren, heb je de volgende apparaten nodig.
Een brander, waardoor het soldeer en het leidinggedeelte waar ze worden aangesloten, worden verwarmd.Aan een dergelijke brander wordt in de regel propaangas toegevoerd, waarvan de druk wordt geregeld door een lasreductor.
Speciaal gereedschap voor het snijden van koperen leidingen. Omdat producten van dit metaal erg zacht zijn, moeten ze voorzichtig genoeg worden gesneden om de muren niet te kreuken. Op de moderne markt worden pijpsnijders van verschillende modellen aangeboden, die zowel qua functionaliteit als technische mogelijkheden verschillen.
Door het ontwerp van individuele modellen van dergelijke apparaten, wat belangrijk is, kunnen ze zelfs worden gebruikt voor werk op moeilijk bereikbare plaatsen.
Een pijpexpander is een apparaat waarmee je de diameter van een koperen pijp kunt vergroten, wat nodig is om beter te kunnen solderen. In verschillende systemen die zijn gemonteerd op koperen leidingen, worden elementen van dezelfde sectie gebruikt en om ze kwalitatief te verbinden, is het noodzakelijk om de diameter van een van de verbonden elementen iets te vergroten. Het is dit probleem dat een dergelijk apparaat als een pijpexpander oplost.
Het is dit probleem dat een dergelijk apparaat als een pijpexpander oplost.
Affakkelset voor koperen pijp
Apparaat voor het afschuinen van de uiteinden van koperen leidingen. Na het trimmen blijven er bramen achter op de uiteinden van de onderdelen, wat het verkrijgen van een hoogwaardige en betrouwbare verbinding kan belemmeren. Om ze te verwijderen en de uiteinden van de buizen de vereiste configuratie te geven, wordt vóór het solderen een afschuinmachine gebruikt. Er zijn tegenwoordig twee hoofdtypen afschuinapparaten op de markt: geplaatst in een rond lichaam en gemaakt in de vorm van een potlood. Handiger in gebruik, maar ook duurder, zijn ronde apparaten die zachte koperen buizen met een diameter van niet meer dan 36 mm kunnen verwerken.
Om koperen leidingen goed voor te bereiden op het solderen, is het noodzakelijk om alle onzuiverheden en oxiden van hun oppervlak te verwijderen. Voor deze doeleinden worden borstels en borstels gebruikt, waarvan de haren zijn gemaakt van staaldraad.
Het solderen van koperen leidingen wordt meestal uitgevoerd met hardsoldeer, dat zowel bij hoge als bij lage temperaturen kan. Hoge-temperatuursoldeer is een koperdraad die ongeveer 6% fosfor in zijn samenstelling bevat. Zo'n draad smelt bij een temperatuur van 700 graden, terwijl voor het lage temperatuurtype (tindraad) 350 graden voldoende is.
De technologie van het solderen van koperen buizen omvat het gebruik van speciale vloeimiddelen en pasta's die een beschermende functie vervullen. Dergelijke fluxen beschermen niet alleen de gevormde naad tegen de vorming van luchtbellen erin, maar verbeteren ook aanzienlijk de hechting van het soldeer aan het buismateriaal.
Naast vloeimiddel, soldeer en andere basiselementen zijn er extra gereedschappen nodig om koperen leidingen te solderen, die in elke werkplaats of garage te vinden zijn. Om koperproducten te solderen of te lassen, bereidt u bovendien voor:
- regelmatige markering;
- roulette;
- gebouw niveau;
- een kleine borstel met stijve haren;
- een hamer.
Voordat u met de werkzaamheden begint, is het ook belangrijk om te beslissen hoe koperen leidingen moeten worden gesoldeerd. Er kunnen twee hoofdopties zijn: koper hardsolderen (minder vaak gebruikt) en zachtsoldeer gebruiken. Bij het oplossen van dit probleem is het belangrijk om uit te gaan van het feit dat er vereisten zijn voor het gebruik van een of ander type soldeer
Hardsoldeer wordt dus gebruikt voor het solderen van elementen van koel- en airconditioningsystemen. In alle andere gevallen (watertoevoersystemen, verwarmingssystemen, enz.) kan tindraad worden gebruikt.Maar welke technologie ook wordt gekozen, er moet aan worden herinnerd dat de flux in ieder geval noodzakelijk is.
Bij het oplossen van dit probleem is het belangrijk om uit te gaan van het feit dat er vereisten zijn voor het gebruik van een of ander type soldeer. Hardsoldeer wordt dus gebruikt voor het solderen van elementen van koel- en airconditioningsystemen.
In alle andere gevallen (watertoevoersystemen, verwarmingssystemen, enz.) kan tindraad worden gebruikt. Maar welke technologie ook wordt gekozen, er moet aan worden herinnerd dat de flux in ieder geval noodzakelijk is.
Reinigingsborstels het binnenoppervlak van de koperen buis voor het solderen;
Methoden voor het solderen van koperen onderdelen
Om koperen leidingen aan te sluiten, worden slechts twee soldeermethoden gebruikt. Elk wordt gebruikt volgens de onderdeelspecificatie en kenmerken. Het doe-het-zelf solderen van koperen leidingen is onderverdeeld in:
- Bij hoge temperaturen wordt het ook wel "vast" genoemd. De temperatuurindicator in deze modus bereikt 900 °. Met vuurvast soldeer kunt u een naad maken met indicatoren van hoge sterkte, deze methode wordt gebruikt bij de vervaardiging van pijpleidingen die onderhevig zijn aan hoge belastingen.
- Het zachtsoldeerproces wordt uitgevoerd bij temperaturen vanaf 130 °, het wordt gebruikt in huishoudelijke toepassingen bij het werken met buizen met een diameter tot 1 cm.De technologie omvat verbinding door docking, voorbehandeling met fluxpasta.
Tijdens het werk is het belangrijk om niet te vergeten dat de kracht van de vlam die door de brander wordt afgegeven, 1000 graden kan bereiken. Daarom mag de verwerking van voegen niet langer dan 20 seconden worden uitgevoerd.
Bij verhitting begint het zachte soldeer te smelten en vult de verbinding.
Eigenschappen van verbindingen op hoge temperatuur
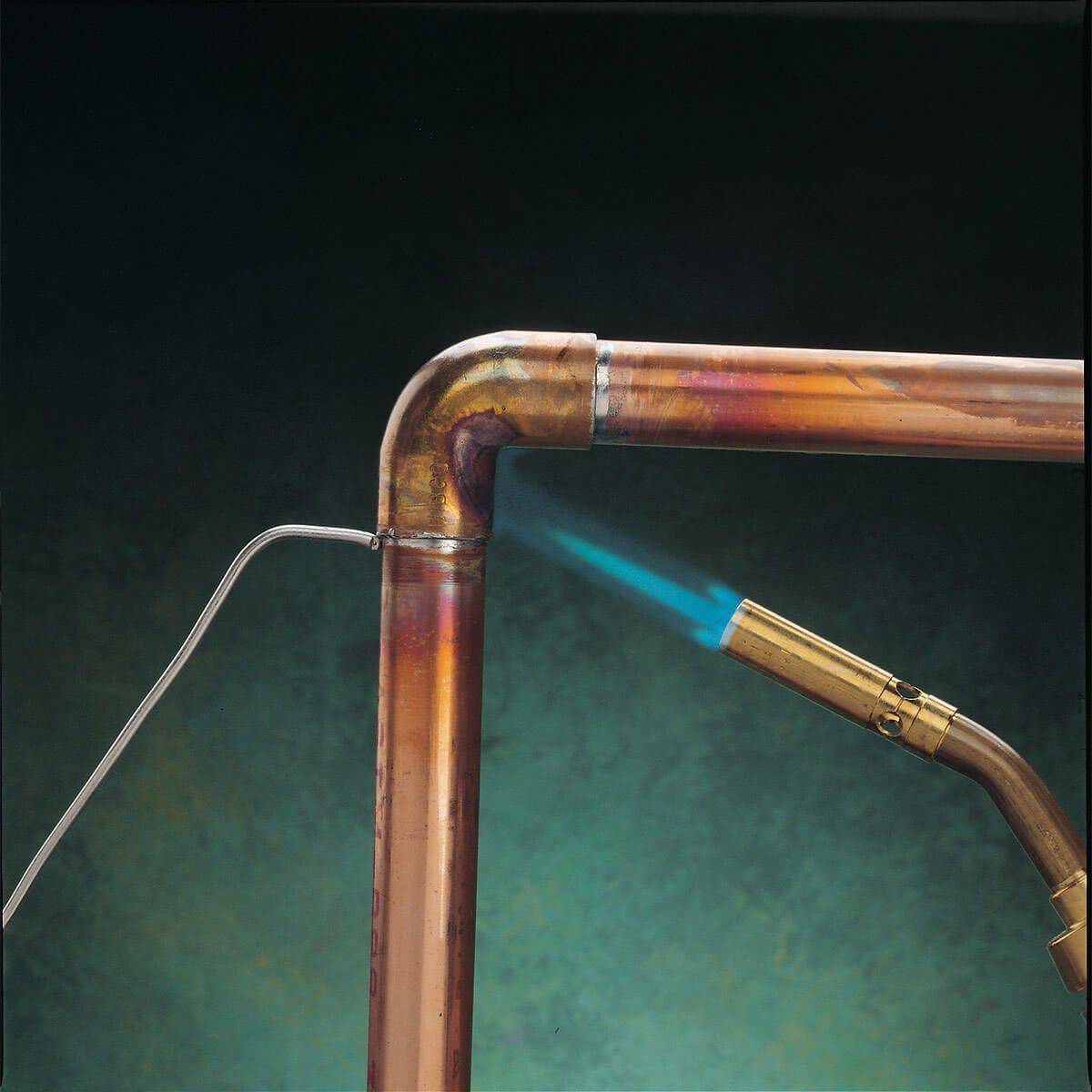
Bij de soldeermethode op hoge temperatuur wordt het metaal gebakken op 700°C en hoger, wat bijdraagt aan het zacht worden van het metaal. Voor het solderen wordt gebruik gemaakt van vlamapparatuur die in staat is hardsoldeer te smelten. Het soldeer bestaat uit hun koper-fosforsamenstelling en wordt geproduceerd in de vorm van staven. Het proces van het solderen van koperen buizen impliceert niet het gebruik van flux, na de volgorde van acties is het mogelijk om de verbinding correct te vullen.

Koperen pijpverbinding op hoge temperatuur
Het proces begint wanneer de soldeerstaaf smelt, de werkstappen zijn:
- na montage warmt de verbindingsnaad op;
- een soldeer in vaste toestand wordt aan de kruising toegevoerd, waarvan de verweking wordt uitgevoerd door een gasbrander;
- wanneer visueel wordt bevestigd dat het soldeer op het metaal wordt aangebracht, moet de buis worden gedraaid en moet de koppeling langs de hele omtrek worden gecontroleerd.
De belangrijkste voordelen van deze methode zijn de hoge sterkte van de verbinding van koperen buizen, indien nodig is het mogelijk om de diameter van de verbinding met een kleinere zijde te veranderen. Hoge temperaturen tijdens bedrijf kunnen de naad niet vernietigen. Hardsolderen vereist bepaalde vaardigheden; oververhitting is mogelijk tijdens bedrijf, wat leidt tot de vernietiging van het metaal.









Solderen
Elk proces vraagt om een verantwoorde manier van werken. Voor verwarming wordt een propaan- of benzinebrander gebruikt bij het gebruik van zachtsoldeer door koperen leidingen te verbinden
Belangrijk om te weten is dat een brander met piëzo-ontsteking de bedrijfstijd aanzienlijk verkort; dure modellen kopen zonder deze functie is niet aan te raden.
Technologisch proces
Daarbij is het belangrijk om hoogwaardige accessoires te gebruiken, vloeipasta speelt een belangrijke rol bij de verbinding.Uniforme dekking van koperen buisdelen wordt bereikt met een zachte borstel, na het aanbrengen wordt het overtollige materiaal verwijderd met een doek
De temperatuur van de brander kan oplopen tot 900 graden, bij het solderen is het belangrijk om het product niet te overbelichten, anders ontstaat er oververhitting.
Veiligheidsmaatregelen bij het solderen van koperen leidingen
Koperen buizen worden gebruikt als vloeistofgeleiders met goede corrosiewerende eigenschappen. Installatie van koperen leidingen kan niet worden uitgevoerd om drinkwater te leveren. Koper komt in contact met chloor, dat wordt toegevoegd om water te zuiveren, en kan stoffen vormen die schadelijk zijn voor het menselijk lichaam. Voor artesische bronnen zijn putten niet gevaarlijk in het gebruik.

Koper solderen met handschoenen
Het is belangrijk om hoogwaardig gereedschap te gebruiken, met handschoenen te werken en de staat van de apparatuur te bewaken. De thermische geleidbaarheid van het metaal is vrij hoog, wanneer een van de knooppunten wordt verwarmd en veiligheidsmaatregelen niet worden nageleefd, is het mogelijk om brandwonden te krijgen
Een hoogwaardige naad kan worden verkregen bij afwezigheid van externe factoren in de vorm van belastingen totdat de voeg volledig is afgekoeld.
Isolatie van aftakleidingen in het verwarmingsnet
Video
Isolatie van leidingen in het verwarmingsnetwerk wordt uitgevoerd om warmteverlies te verminderen. Niet-geïsoleerde koperen fittingen verhogen het warmteverlies met vijf keer, omdat dit metaal een hoge thermische geleidbaarheid heeft.

Op de vraag hoe koperen verwarmingsbuizen verborgen in een monoliet (vloer, wanden) moeten worden geïsoleerd, kan alles als volgt worden opgelost. Golfplaten beschermen ze perfect tegen mechanische schade veroorzaakt door temperatuurschommelingen van de warmtedrager.
Koperen leidingsysteem
Veel mensen proberen te leren hoe ze koperen buizen voor sanitair moeten solderen. Door intensief gebruik verslijt de waterleiding snel, wat van de koperen leiding niet gezegd kan worden. Dit sanitair gaat voor altijd mee.
Om een leidingsysteem van koperen buizen aan te sluiten, wordt een capillaire soldeermethode (lage temperatuur en hoge temperatuur) gebruikt.
Video
Fouten bij het solderen met deze bouwmaterialen voor de waterleiding leiden tot hun corrosie. Het verschijnt op die plaatsen waar de beschermende film wordt vernietigd, wat chlooroxidatie vormt.
De reden hiervoor is chloor, dat water bevat. Om dergelijke corrosie te voorkomen, is het noodzakelijk:
- laat tijdens het solderen geen soldeer in het midden van de verbinding komen;
- producten kopen van een vertrouwde fabrikant;
- gebruik waterfilters.
Koperen pijp voor airconditioners
Dit type leidingassortiment wordt gebruikt bij het installeren van een airconditioningnetwerk bestaande uit een binnen- en buitenunit.
Haldagen transporteert tegelijkertijd twee koperen leidingen van verschillende diameters. Een werkstuk met een kleinere diameter transporteert vloeibare freon en de andere - gasvormige freon.
Dergelijke aftakleidingen van airconditioners lenen zich uitstekend om te solderen. Voor soldeer worden fosfor-koper en zilversoorten aanbevolen. En de aggregaten zelf vertonen een hoge treksterkte.
Video
Beschrijf in het kort hoe koperen leidingen voor airconditioners moeten worden gesoldeerd, het ziet er als volgt uit:
- Verwijder eerst de oxidefilm. Doe het met schuurpapier.
- Daarna wordt flux aangebracht op de gereinigde gebieden.
- De fitting wordt aangesloten op de buis. In dit geval mogen we de opening van een halve millimeter niet vergeten.
- De kruising wordt verwarmd tot een temperatuur van bijna driehonderd graden. Verwarming wordt uitgevoerd door een gasbrander. Doe dit gelijkmatig en beweeg de vlam soepel langs de structuur.
- Nadat u klaar bent met solderen, is het absoluut noodzakelijk om het systeem door te spoelen, anders zullen de fluxresten metaalcorrosie veroorzaken en dit zal leiden tot een storing van de airconditioner.
Dremel soldeerbouten
Het probleem van het solderen van koperen leidingen is eenvoudig op te lossen met een Dremel-soldeerbout. Deze kleine gasbranders kunnen branden, solderen en snijden. Ze verwijderen gemakkelijk oude verf, ontdooien en verwarmen buismaterialen voor het buigen.











Er is een soldeerbout "Dremel" binnen 2000 roebel. Met zo'n apparaat kun je een lange warming-up en een groot thermisch pistool vergeten.
De Dremel soldeerbout wordt geleverd met:
- soldeerbout;
- brander mondstuk;
- twee messen van verschillende grootte;
- reflex- en spleetmondstuk.
Voor gebruiksgemak wordt het apparaat geleverd met verschillende sleutels voor het wisselen van mondstukken, een beschermkap voor het mechanisme en soldeer om te solderen.
Het gat is best handig om de verwarmde lucht naar de krimpkousen te leiden, en ze kunnen worden geïnstalleerd zonder de deelname van reflexmondstukken.
Vul het apparaat bij met butaan voor gasaanstekers. Eén vulling van de Dremel soldeerbout is genoeg voor een uurtje werk.
Video
Dit apparaat is voor thuisgebruik. Professionele analogen kosten vanaf 5000 roebel of meer. Solderen met zo'n tool wordt een plezier.
Hoe koperen leidingen gesoldeerd moeten worden, en dat deze methode zeer effectief is, is duidelijk. Dit vereist immers geen dure speciale apparatuur.
Het is belangrijk dat de structuur van het materiaal zelf ongewijzigd blijft.
Het resultaat is een sterke en betrouwbare verbinding die voor altijd meegaat.Het belangrijkste bij het werken is om de technologie te volgen en zorgvuldig te handelen.
Overige soldeermogelijkheden: werken met koperen leidingen en diverse metalen
Het solderen van koperen leidingen vereist enige ervaring in dit soort werk. Daarom, als een huismeester dergelijk werk voor de eerste keer onderneemt, is het de moeite waard om van tevoren te oefenen om de reeds voltooide watertoevoer of verwarmingslijn niet meerdere keren opnieuw te doen. Koperen buizen kunnen zowel met hardsoldeer (met behulp van een gasbrander) als met zachte legeringen worden gesoldeerd. In het tweede geval, voor koperen leidingen, is het aangewezen om een krachtige hamersoldeerbout te gebruiken.
Nauwkeurig en hoogwaardig solderen is de sleutel tot de duurzaamheid van de verbinding
De nuances van het solderen van koperen buizen: hoe doe je het goed?
Als vloeimiddel voor het solderen van koperen buizen kun je het beste hars gebruiken. Het wordt in een gelijkmatige laag op de buitenoppervlakken van de buis aangebracht, waarna de fitting erop wordt gemonteerd. Op de achterkant is het tweede deel van de snelweg gemonteerd. Vervolgens wordt de fitting verwarmd met een gasbrander en wordt soldeer langs de naden “gepast”. Onder invloed van hoge temperatuur smelt het, vult de naad en creëert een hoogwaardige strakke verbinding.
Soms moet je het zonder fittingen
Het solderen van koperen buizen met uw eigen handen is niet zo moeilijk, maar dit werk vereist zorg en nauwkeurigheid. Natuurlijk, in woorden, niet alles kan begrijpelijk worden uitgelegd, dus we brengen de Beste Lezer onder de aandacht van een video over het solderen van koper met een gasbrander, waaruit alles duidelijker zal worden.
Bekijk deze video op YouTube
Nadat u de vraag hebt behandeld hoe u koperen buizen thuis kunt solderen, kunt u doorgaan naar het volgende probleem, namelijk het solderen van niet-identieke metalen (koper met aluminium, ijzer of roestvrij staal).
Hoe koperdraad op aluminium te solderen?
Het solderen van aluminium met koper is een nogal ingewikkeld proces. Opgemerkt moet worden dat hetzelfde soldeer nauwelijks geschikt is voor aluminium als voor koper, en vice versa. Het is veel gemakkelijker om deze metalen te matchen met een stalen huls. Hoewel de fabrikant tegenwoordig speciale soldeermiddelen en vloeimiddelen voor dergelijke doeleinden aanbiedt, zijn hun kosten aanzienlijk, wat leidt tot de onrendabiliteit van dergelijk werk.
Solderen van koper en aluminium is best moeilijk
Het hele probleem ligt in het conflict tussen koper en aluminium. Ze hebben verschillende vuurvastheid, dichtheid. Bovendien begint aluminium, bij interactie met koper, sterk te oxideren. Dit proces wordt vooral versneld wanneer een elektrische stroom door de verbinding gaat. Daarom, indien nodig koper en aluminium aansluitingen draden, kunt u het beste zelfklemmende WAGO-klemmenblokken gebruiken, waarin zich Alyu Plus-contactpasta bevindt. Zij is het die oxide uit aluminium verwijdert, het latere uiterlijk ervan voorkomt en normaal contact met koperen geleiders bevordert.
Als je hebt uitgezocht hoe je koper aan aluminium kunt solderen, kun je verder gaan met hardere metalen.
Soms is zo'n verbinding onmisbaar
Hoe koper en roestvrij staal te solderen
Bij het solderen van koper met roestvrij staal speelt niet eens het soldeermateriaal zelf een belangrijke rol, maar het gebruikte gereedschap, hoewel veel afhankelijk is van verbruiksartikelen. De meest acceptabele materialen in dit geval zijn:
- koper-fosfor soldeer;
- tinnen zilver (Castolin 157);
- radio techniek.
Sommige ambachtslieden beweren dat met de juiste manier van werken zelfs het meest gebruikelijke soldeer op basis van tin en lood voldoende is.Het belangrijkste is het verplichte gebruik van flux (borax, soldeerzuur), grondige verwarming en pas daarna solderen (solderen).
Complex solderen van koper en roestvrij staal
Dergelijke verbindingen zijn zeldzaam en daarom zijn gespecialiseerde soldeermiddelen voor dergelijke doeleinden vrij duur.
Koper met ijzer solderen - is het mogelijk?
Deze optie is mogelijk, maar onder bepaalde voorwaarden. Een eenvoudige propaanbrander is bijvoorbeeld niet meer geschikt als verwarming. U moet propaan met zuurstof gebruiken. Borax moet als vloeimiddel worden gebruikt, maar messing zal als soldeer dienen. Alleen in dit geval kunnen we hopen op een normaal resultaat. Het is niet moeilijk om soldeer te kopen voor het solderen van koper met ijzer of roestvrij staal. Het belangrijkste is om te begrijpen of de extra kosten gerechtvaardigd zijn.










Solderen van koperen en ijzeren buizen is ook mogelijk
En nu bieden we aan om te kijken hoe zorgvuldig thuiswerkers voor verschillende doeleinden kunnen werken aan het solderen van pijpen van snelwegen.
1 van 5
Benodigde gereedschappen en materialen
Apparaten (soldeerbouten)
Zoals u weet, kunnen soldeerbouten gas en elektrisch zijn. Een gassoldeerbout zorgt voor een snellere opwarmsnelheid, maar dit gaat bijna altijd gepaard met oververhitting van het metaal. De elektrische is langzamer, maar heeft een gecontroleerde verwarmingstemperatuur. Bovendien is er geen open vlam, waardoor de soldeerbout veiliger te hanteren is, vooral wanneer er zich andere materialen, apparaten of brandbare stoffen in het soldeergebied bevinden.
 De keuzemogelijkheden zijn:
De keuzemogelijkheden zijn:
- Stroom.Het minimum zal degene zijn die zorgt voor de verwarming van het metaal in de soldeerzone tot een temperatuur die niet lager is dan 450C. Er zijn ook krachtigere apparaten te koop: de Rotenberger Rother 2000-soldeerbout garandeert bijvoorbeeld verwarming tot 800 ... 900C (het kost echter veel meer dan budgetmodellen van binnenlandse of Chinese productie).
- Voeding - van een stationaire voeding of batterij via een step-down apparaat. Het is betrouwbaarder en gemakkelijker om een soldeerbout met een directe aansluiting te gebruiken.
- Gewicht. Bij het uitvoeren van complexe manipulaties met het apparaat, is het beter dat de soldeerbout zo licht mogelijk is, vooral als u koperen leidingen in niet erg comfortabele omstandigheden moet solderen.
- Doorsnede van het contact. Hoe dikker de wand van de buis, hoe krachtiger de soldeerbout moet zijn.

Soldeerbout voor PVC-buizen: een apparaat voor het lassen van kunststofsoorten, beschrijving PVC-buizen worden steeds vaker gebruikt in de particuliere bouw en in de bouw met meerdere verdiepingen in plaats van metalen tegenhangers. Ze zijn lichtgewicht, hoge sterkte, corrosiebestendig. Om elementen te verbinden...
Solderen en andere verbruiksartikelen
Het soldeer wordt geïnjecteerd in de opening tussen de buis en de fitting, waarvan het gebied twee belangrijke aspecten van het solderen van koperen buizen beïnvloedt: de sterkte van de verbindingen en het gemak van solderen. Vanuit het oogpunt van sterkte lijkt het erop dat hoe groter het overlapgebied, hoe beter. In feite is dit niet het geval: het is bewezen dat een overlap van twee keer de dikte van een dunner element de verbinding niet meer sterker maakt, maar het maken van een betrouwbare verbinding alleen maar bemoeilijkt.

De redenen zijn als volgt. Ten eerste moet het gesoldeerde metaal gelijkmatig in de opening tussen de onderdelen vloeien over de gehele lengte en omtrek van de verbinding.Een obstakel is dat hoe langer de overlap is, hoe langer het gesoldeerde metaal moet vloeien en hoe meer het de gassen kan opvangen die vrijkomen wanneer de pijpen worden gesoldeerd. Hierdoor ontstaan er gaten in het gewricht. Voldoende fluxtoevoer en voldoende hoge gelijkmatige verwarming van de verbinding bevordert de stroom van gesoldeerd metaal in de verbinding, maar naarmate de overlap toeneemt en de diameter groter wordt, is dit proces moeilijker te bereiken.
Ten tweede begint het soldeer te smelten bij een temperatuur die lager is dan de temperatuur van de smelt, de solidustemperatuur genoemd. Net boven deze temperatuur is soldeervuller een mengsel van vast plus vloeistof. In zo'n zeer stroperige toestand kan het metaal niet gemakkelijk de nauwsluitende verbinding binnendringen.
Naarmate het soldeer opwarmt, wordt het vloeibaarder en bereikt het de liquidustemperatuur. De vloeibaarheid neemt toe, dus het opvullen van de opening vindt veel sneller plaats. Daarom, hoe lager de liquidustemperatuur en het verschil met de solidustemperatuur, hoe optimaal het soldeer is.
Tijdens het solderen lost een kleine hoeveelheid koper op in het soldeer en een kleine hoeveelheid soldeerlegeringselementen diffundeert daarentegen in het basismetaal. Wanneer dit gebeurt, verandert de chemie van het soldeer en dit vermindert de vloeibaarheid.
Gelukkig is het diffusieproces langzamer dan de tijd die het gesoldeerde metaal nodig heeft om in een goed verwarmde verbinding te stromen. Hoe langer de las op soldeertemperatuur is, hoe meer de samenstelling van het soldeer die van koper benadert.
Installatie van watertoevoer uit koperen leidingen
Het installeren van een leiding- of verwarmingssysteem van koper is niet veel anders dan het installeren van een leiding- of verwarmingssysteem van andere materialen. In de eerste fase is een doordachte opzet van het hele tracé nodig, met goed aangepaste bochten en aansluitingen. Bedenk: het schema moet een verplichte aansluiting op de leidingen van de hoofdstijgleiding omvatten via kogelkranen, meetapparatuur, extra uitlaten voor toekomstig sanitair.
 Sanitair van koperen leidingen
Sanitair van koperen leidingen
De keuze uit soorten en maten buizen: gegloeid en niet-gegloeid, met 3/8 of 3/4 schroefdraad, met wanden van verschillende diktes: K, L, M. Het gewicht van de koperen buis, en daarmee de hele structuur van het watervoorzieningssysteem als geheel kan afhankelijk zijn van dergelijke details, maar de essentie van de installatie als geheel zal niet veranderen. De technologiekeuze voor het aansluiten van koperen leidingen: soldeer- of steekfittingen. De keuze is altijd aan de consument, maar we merken kort op: de betrouwbaarheid van de aansluiting van steekfittingen is niet erg hoog. Het vereist constante monitoring en fittingen vereisen systematische aanscherping, terwijl het solderen van koperen waterleidingen betekent dat ze op lange termijn en onmisbare dichtheid worden geboden. Het belangrijkste verschil is de methode om koperen buizen te verbinden met zachtsoldeer: het vereist bepaalde vaardigheden en apparatuur.
Hoe kies je het juiste soldeer?
Correct geselecteerd soldeer zal helpen om zonder veel moeite een communicatiesysteem van enige complexiteit te organiseren. Als je thuis werkt, moet je een materiaal gebruiken dat smelt bij lage temperaturen.
Het gebruik van hardsmeltende elementen op hoge temperatuur in het dagelijks leven is problematisch, omdat de werkende legering moet worden verwarmd tot 600-900 graden. Om dit te bereiken zonder speciale apparatuur is best moeilijk.
 Het solderen van voedselkoper kan worden uitgevoerd met speciaal soldeer dat geen giftige, giftige en agressieve elementen bevat die de gezondheid kunnen schaden
Het solderen van voedselkoper kan worden uitgevoerd met speciaal soldeer dat geen giftige, giftige en agressieve elementen bevat die de gezondheid kunnen schaden
Het gebruik van metalen en hun derivaten die smelten bij hoge temperaturen gaat gepaard met enig risico. Tijdens de verwerking kunnen ze een dunwandige koperen buis beschadigen of zelfs verbranden.
Om dit te voorkomen, is het zinvol om een sterk, maar laagsmeltend zachtsoldeersel te nemen en de solide versie over te laten voor dikwandige kopercommunicatie.
 Als er geen zware belastingen op het systeem worden verwacht, is het niet nodig om hardsoldeer te gebruiken, tenzij anders vereist. In de belangrijkste huishoudelijke complexen is zacht lichtgelegeerd soldeer voldoende om een betrouwbare verbinding tot stand te brengen.
Als er geen zware belastingen op het systeem worden verwacht, is het niet nodig om hardsoldeer te gebruiken, tenzij anders vereist. In de belangrijkste huishoudelijke complexen is zacht lichtgelegeerd soldeer voldoende om een betrouwbare verbinding tot stand te brengen.
Om koperen leidingen in gasnetwerken aan te sluiten, is het de moeite waard om zilverhoudend soldeer te kiezen. Ze bieden maximale verbindingssterkte, trillingsneutraliteit en hoge weerstand tegen externe en interne invloeden.
Het zal iets meer kosten om voor zilver te betalen, maar de veiligheid, betrouwbaarheid en duurzaamheid van het systeem zullen na verloop van tijd alle financiële kosten terugbetalen.
Voorbereiding voor het solderen
Voordat u werkzaamheden aan het lassen van koperen leidingen uitvoert, is het noodzakelijk om het volgende voor te bereiden:
- Benodigde uitrusting;
- Aanvullende materialen.
Apparatuur
Voor het solderen heb je de volgende apparatuur nodig voor koperen leidingen:
speciaal apparaat om materiaal te snijden. Koper is een vrij zacht metaal, dus de pijpsnijder moet van hoge kwaliteit zijn. Voor het bepalen van de maat van de leidingen heeft u ook nog een meetlint en een stift nodig en voor de juiste aansluiting van de leidingen op elkaar het gebouwniveau;

Pijpsnijder
beveler - een apparaat voor het verwerken van de uiteinden van pijpen voor het solderen.Door extra verwerking van leidingen kunt u een sterkere verbinding krijgen. De afschuinmachine kan een afzonderlijke uitrusting zijn of in de pijpsnijder worden ingebouwd;











Apparatuur voor het verwerken van pijpuiteinden
pijp expander. Pijpleidingen zijn gemaakt van pijpen met dezelfde diameter. Het is mogelijk om afzonderlijke buissecties in een enkel systeem te verbinden met behulp van speciale apparaten - fittingen - of rechtstreeks op elkaar zonder extra apparaten. Als er geen fittingen voor het solderen van koperen buizen worden gebruikt, is het, om een sterke verbinding te verkrijgen, nodig om de diameter van een van de te verbinden buizen, waarvoor een apparaat zoals een pijpexpander wordt gebruikt, iets te vergroten;

Apparaat voor het vergroten van de diameter aan het uiteinde van de buis
een soldeerbout voor koperen buizen is het belangrijkste apparaat dat het materiaal voor het lassen verwarmt. Meestal wordt een gaspropaantoorts gebruikt als soldeerbout, die kan worden uitgerust met een wegwerpbare of stationaire cilinder. Een apparaat met een wegwerpcilinder wordt gebruikt voor de constructie van huishoudelijke pijpleidingen met uw eigen handen. Branders met stationaire hervulbare cilinders worden gebruikt door professionele vakmensen die vaak pijpen lassen.

Gereedschap voor het verwarmen van buizen tijdens het soldeerproces
metalen borstel (borstel) voor het reinigen van het oppervlak van buizen van vuil en oxiden. Voor een betere verwerking van het materiaal kunt u ook fijn schuurpapier gebruiken.

Apparaat voor het reinigen van buizen voor het solderen
Het is niet raadzaam om het benodigde gereedschap aan te schaffen om een enkele taak uit te voeren, bijvoorbeeld het thuis monteren van een pijpleiding, omdat de financiële kosten van het kopen van een apparaat vrij hoog zijn. Elk gereedschap kan worden gehuurd in gespecialiseerde winkels.
materialen
Het lassen van koperen leidingen wordt uitgevoerd met behulp van:
- soldeer;
- stroom.
Soldeer is een speciale legering die is ontworpen om de ruimte tussen pijpen te vullen tijdens het soldeerproces. Het materiaal verhoogt de sterkte van de naad en stelt u in staat de levensduur van de pijpleiding te verlengen.
Afhankelijk van de smelttemperatuur worden de volgende soorten soldeer onderscheiden:
zacht of lage temperatuur. De smelttemperatuur van de legering is niet hoger dan 300 . De gebruikte legering is op basis van lood. Daarnaast worden tin, zink of zilver toegevoegd. Zachtsolderen is geschikt voor pijpleidingen met een temperatuur van de passerende substantie van niet meer dan 110ºС en met een druk van niet meer dan 16 atmosfeer. De gespecificeerde parameters komen overeen met huishoudelijke waterleidingen;

Lage temperatuur legering voor het solderen van koperen leidingen
vast of op hoge temperatuur. Het wordt gebruikt voor pijpleidingen met verhoogde druk of temperatuur van het passerende medium, bijvoorbeeld voor een verwarmingssysteem. De basis van de legering is koper. Zilver, zink, titanium worden gebruikt als extra metalen. De smelttemperatuur van dergelijk soldeer is gemiddeld 700ºС.
Legering op hoge temperatuur voor het solderen van pijpleidingen met verbeterde prestaties
Hard- en zachtsolderen wordt uitgevoerd met behulp van een extra stof - flux, die de volgende functies vervult:
- reinigt bovendien de soldeerpunten van oxiden die de vorming van een sterke verbinding voorkomen;
- ontvet de aangesloten delen van de pijpleiding;
- verhoogt de smeerbaarheid van het soldeer dat wordt gebruikt voor het solderen, waardoor de sterkte van de verbinding toeneemt;
- beschermt de verbinding van pijpen tegen oxidatie tijdens het gebruik van de pijpleiding.
Flux kan zijn:
- hoge temperatuur (meer dan 450 ºС);
- lage temperatuur (minder dan 450 ).
Het type flux wordt respectievelijk geselecteerd voor een bepaald type soldeer.
Flux kan worden geproduceerd:
- in vloeibare vorm;
- in vaste vorm;
- in de vorm van een pasta.

Soorten vloeimiddelen voor solderen
Voorbeelden van afgewerkte waterleidingen gemaakt van koperen buizen
Op de volgende foto's zijn er verschillende voorbeelden waarin het sanitair van koperen leidingen al klaar is:
En hier is een koperen buis in het vloerverwarmingssysteem (hoewel niet helemaal over het onderwerp van de sectie):
Doe-het-zelf installatie van koperen leidingen is relatief eenvoudig, maar niet iedereen kan sanitair van koperen leidingen betalen - de prijs van koperen leidingen is erg hoog. Bovendien oxideren de leidingen bij een lage waterkwaliteit, worden ze groen en brengen koperoxiden die in het (drink)water komen, op zijn zachtst gezegd, geen gezondheidsvoordelen met zich mee. Het is dus aan u om te beslissen of u koperen leidingen gebruikt in het waterleidingsysteem van uw huis.









doe-het-zelf koperen pijp installatie, koperen pijp sanitair
Zachtsoldeertechnologie
Alvorens koperen buizen te solderen, zijn een paar woorden van theorie nodig: als het soldeerproces bewuster is, zullen veel subtiliteiten duidelijk worden naarmate het werk vordert. In het dagelijks leven en tijdens de installatie van sanitaire systemen in appartementen, wordt het zogenaamde "lage temperatuur", "zachte" soldeersel gebruikt: soldeerpunten worden verwarmd tot 250-300 C, waardoor zachtsoldeer (meestal tin) kan worden smelten, maar deze temperaturen zijn ook gevaarlijk voor koperen leidingen, dus blootstelling moet gericht en van korte duur zijn.
 Zachtsoldeer koperen waterleidingen
Zachtsoldeer koperen waterleidingen
Het reinigen van pijpen direct voor het solderen is geen eenvoudige esthetische manipulatie, maar een vereiste om oxidatieproducten op het metaal te verwijderen en materialen het meest effectief te hechten. Bij zachtsolderen treedt een capillair effect op, waarbij het gesmolten soldeer dat zacht is voor het solderen van koperen pijpen zich gelijkmatig over het gehele oppervlak van de verbinding verspreidt, ongeacht of de pijp zich in een horizontale of verticale positie bevindt. De aanbevolen opening tussen de wanden van de buis en de fitting is strikt ingesteld - 0,1-0,15 mm: een grotere afstand vereist meer soldeer of geeft helemaal geen capillair effect, een kleinere zal een onnodig obstakel vormen voor de verspreiding van het soldeer .
Fouten vermijden

Bij het solderen van koperen buizen maken beginners vaak een aantal veelgemaakte fouten. Dit zijn:
- Zwakke verwarming van de lijnelementen, waardoor het smelten van het soldeer onvolledig plaatsvindt. Zo'n verbinding zal onder elke belasting bezwijken.
- Overmatige oververhitting van de koperlegering leidt daarentegen tot de vernietiging van de fluxlaag. Dit zal op zijn beurt leiden tot de vorming van oxide en aanslag op het metaaloppervlak. Een dergelijk effect zal ook leiden tot de vernietiging van de verbinding.
- Negeren van beveiligingsmaatregelen. Aangezien er wordt gewerkt met chemische elementen en bij hoge temperaturen, moeten beschermende handschoenen en een masker worden gedragen.
- Als je de aansluiting gaat controleren, zorg er dan voor dat het buisje bij het soldeerpunt is afgekoeld.
- Bij het solderen is het noodzakelijk om te zorgen voor een goede ventilatie van de kamer. Dit is vereist door de technologie van het werk, omdat het solderen wordt uitgevoerd met agressieve zure stoffen.
- Beschermende kleding gemaakt van ruwe stof is ook niet overbodig, omdat er gevaar bestaat dat vlamvonken en soldeerdeeltjes op het lichaam vallen, wat tot brandwonden kan leiden.
Video: technologie voor het solderen van koperen buizen
Regels voor het solderen van koper
Wanneer het nodig is om een koperen product of een product met koperen componenten te solderen, is het onmogelijk om een eenduidig antwoord te geven op hoe en wat de beste manier is om dit te doen. De keuze van methode en gereedschap hangt van veel factoren af, zoals de grootte en het gewicht van onderdelen, hun samenstelling. Er wordt ook rekening gehouden met de belasting waaraan reeds gesoldeerde producten moeten worden onderworpen. Er zijn verschillende soldeermethoden en het is beter om ze allemaal te kennen om zo nodig de meest geschikte te kiezen.
Grote onderdelen solderen
Schema van capillair solderen van koper.
Als u massieve of grote delen moet solderen die niet met een soldeerbout op de gewenste temperatuur kunnen worden verwarmd, worden een zaklamp en kopersoldeer gebruikt. De flux is in dit geval borax. De sterkte van koper-fosforsoldeer is hoger dan die van standaard tinsoldeer.
Op de mechanisch gereinigde leiding of draad wordt een dun laagje vloeimiddel aangebracht. Daarna wordt er een fitting op de buis gezet, eveneens mechanisch gereinigd. Met behulp van een gasbrander wordt de junctie verwarmd totdat het met vloeimiddel gecoate koper van kleur verandert. Het vloeimiddel moet zilverachtig van kleur worden, waarna je soldeer kunt toevoegen. Het soldeer smelt onmiddellijk en dringt door in de opening tussen de buis en de fitting. Wanneer soldeerdruppels op het oppervlak van de pijpen beginnen te blijven, wordt het soldeer verwijderd.
Oververhit de leidingen niet, omdat dit niet bijdraagt aan het optreden van een grotere capillaire werking. Integendeel, tot zwart verhit koper is minder soldeerbaar. Als het metaal zwart begint te worden, moet de verwarming worden gestopt.
Solderen draden of draad
Zinkchloridesoldeer mag niet worden gebruikt om dunne koperdraden te solderen, omdat dit het koper zal vernietigen. Als er geen vloeimiddel beschikbaar is, kunt u in dit geval een aspirinetablet oplossen in 10-20 ml water.
Schema van koperlassen in een omgeving met inert gas.
Koperdraad of onderdelen van draad van verschillende secties kunnen eenvoudig met een soldeerbout worden verwarmd tot de gewenste temperatuur. Het temperatuurregime moet het temperatuurregime zijn waarbij het soldeer smelt, tin of lood-tin, en het solderen wordt er ook door uitgevoerd. Fluxen moeten hars bevatten of gemaakt zijn van hars, soldeerolie of zelfs hars zelf kan worden gebruikt.
Het oppervlak van de draad wordt ontdaan van vuil en oxidefilm, waarna de onderdelen worden vertind. Dit proces omvat het aanbrengen van een dunne laag vloeimiddel of hars op het verwarmde koper en vervolgens soldeer, dat zo gelijkmatig mogelijk over het oppervlak wordt verdeeld met een soldeerbout. De te verbinden delen worden aangesloten en opnieuw verhit met een soldeerbout totdat het reeds gestolde soldeer weer begint te smelten. Wanneer dit gebeurt, wordt de soldeerbout verwijderd en koelt de verbinding af.
Onderdelen kunnen in een bankschroef worden geklemd zodat de onderlinge afstand 1-2 mm is. Flux wordt op de onderdelen aangebracht en verwarmd. Soldeer wordt naar de opening tussen de hete delen gebracht, die zal smelten en de opening zal opvullen. De smelttemperatuur van soldeer om op deze manier te solderen moet lager zijn dan de smelttemperatuur van koper zodat de onderdelen niet vervormen. Het onderdeel koelt af, wordt vervolgens gewassen met water en indien nodig afgewerkt met schuurpapier tot het glad en uniform is.
Soldeerschalen of soldeergaten in koper
Bij het solderen van schalen wordt puur tin gebruikt waarvan het smeltpunt hoger is dan dat van tin of loodhoudend soldeer. Soms worden voor het solderen van grote onderdelen hamersoldeerbouten gebruikt, verwarmd op een open vuur met een gasbrander of steekvlam. In de toekomst gebeurt alles volgens het standaardschema: reinigen, vloeien en vertinnen, onderdelen verbinden en verhitten met een soldeerbout. Het is voor deze soldeerbout dat puur tinsoldeer handig is.
Van binnenuit heeft de fitting in de regel een rand die voorkomt dat deze door de buis wordt geschroefd. Het kan met een grove vijl worden verwijderd als de fitting verder dan bedoeld op de buis moet worden geschoven en het onnodige gat op deze manier moet worden gesoldeerd.



