
- Krimpverbindingen onder hoge druk
- Methode #4: Push-connect-verbinding
- Overige soldeermogelijkheden: werken met koperen leidingen en diverse metalen
- De nuances van het solderen van koperen buizen: hoe doe je het goed?
- Hoe koperdraad op aluminium te solderen?
- Hoe koper en roestvrij staal te solderen
- Koper met ijzer solderen - is het mogelijk?
- Technologie voor het solderen van koperproducten
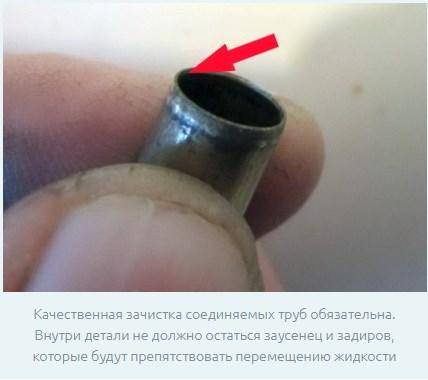
- Snijd het item op de gewenste lengte
- Breng flux aan op het oppervlak van de pijp
- Onderdelen aansluiten voor het solderen
- Gezamenlijke vorming tijdens solderen bij lage temperatuur
- Naadvorming bij solderen op hoge temperatuur
- Soorten koperen leidingen
- Wat is nodig voor het solderen van koperen leidingen?
- Verbruiksartikelen en gereedschappen
- Soldeer en flux
- Brander
- Verwante materialen
- Waar van toepassing
- 3 Hoe koperen leidingen te solderen?
- Installatie van koperen leidingen
- Montage van de pijpleiding met hulpstukken
- Gereedschappen en materialen
- Montage instructies
Krimpverbindingen onder hoge druk
Vooruitgang in bonding crimp technologie en in de ontwikkeling van o-ring materialen hebben het mogelijk gemaakt om bonding crimps toe te passen op hogedruksystemen. Hogedruksystemen vereisen echter iets andere persbekkenconfiguraties.
Het resultaat van de productie van het verbindende knooppunt met behulp van de 360º dubbele krimptechniek
Het lijmen van krimpverbindingen voor lagedruk-, proces- en niet-medische gecomprimeerde gasleidingen gebruiken een enkele standaard zeshoekige krimpvorm.
Hogere drukverlijming vereist het gebruik van speciaal ontworpen persfittingen en klembekken om een 360° dubbele krimp op de fitting te bieden.
Methode #4: Push-connect-verbinding
Een onderscheidend kenmerk van de push-in montagemethode is dat er geen extra gereedschap, branders, speciale stookgassen of elektriciteit nodig zijn voor de installatie. Insteekmontage wordt verzekerd door een geïntegreerde elastomeerafdichting en een roestvrijstalen grijpring.
Handig in alle opzichten en heel praktisch voor gebruik, de methode om het geheel te monteren door erop te drukken (push-connect)
Typische druk- en temperatuurbereiken voor push-in-assemblages worden weergegeven in de tabel:
| Montagetype: | Drukbereik, kPa | Temperatuurbereik, ºC |
| Insteekinvoer, D = 12,7 – 50,8 mm | 0 – 1375 | min 18 / plus 120 |
Er zijn twee veelvoorkomende typen fittingen voor dit type montage. Beide opties creëren sterke, betrouwbare knoopassemblages. Hoewel het ene type push-in fitting het mogelijk maakt om het samenstel na installatie gemakkelijk te verwijderen, bijvoorbeeld voor systeemonderhoud, ondersteunt het andere deze configuratie niet. Op dit moment verschillen de fittingen van elkaar.
Typen fittingen voor push-in-verbindingen: aan de linkerkant - een opvouwbaar ontwerp; rechts - niet-scheidbaar ontwerp
Alvorens de assemblage te monteren, is het vereist om alle voorbereidende procedures uit te voeren met de koperen buis, zoals hierboven al beschreven
Hierbij moet speciale aandacht worden besteed aan het reinigen van het afgeschuinde uiteinde van de koperen buis met schuurpapier, nylon schuurdoek of sanitaire doek. Deze acties zorgen voor de integriteit van de afdichtingspakking op het moment van inbrengen. koperen pijp in montagelichaam
De montage omvat de uitvoering van een starre duwende, gelijktijdig draaiende beweging gericht in het lichaam van de fitting. De beweging van de koperen buis in de fitting wordt uitgevoerd totdat de koperen buis tegen de achterkant van de fittingbeker rust. Dit moment wordt meestal aangegeven door een eerder gemaakte markering van de insteekdiepte op het oppervlak van het koper.
Met behulp van informatie: Cooper
Overige soldeermogelijkheden: werken met koperen leidingen en diverse metalen
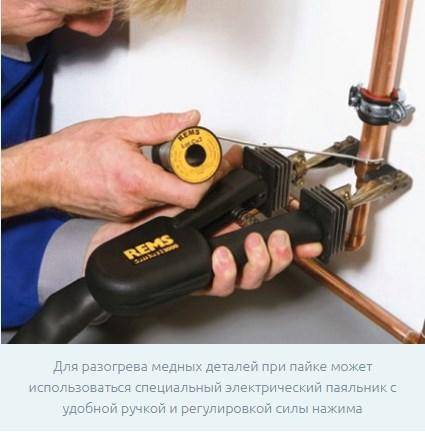
Het solderen van koperen leidingen vereist enige ervaring in dit soort werk. Daarom, als een huismeester dergelijk werk voor de eerste keer onderneemt, is het de moeite waard om van tevoren te oefenen om de reeds voltooide watertoevoer of verwarmingslijn niet meerdere keren opnieuw te doen. Koperen buizen kunnen zowel met hardsoldeer (met behulp van een gasbrander) als met zachte legeringen worden gesoldeerd. In het tweede geval, voor koperen leidingen, is het aangewezen om een krachtige hamersoldeerbout te gebruiken.
 Nauwkeurig en hoogwaardig solderen is de sleutel tot de duurzaamheid van de verbinding
Nauwkeurig en hoogwaardig solderen is de sleutel tot de duurzaamheid van de verbinding
De nuances van het solderen van koperen buizen: hoe doe je het goed?
Als vloeimiddel voor het solderen van koperen buizen kun je het beste hars gebruiken. Het wordt in een gelijkmatige laag op de buitenoppervlakken van de buis aangebracht, waarna de fitting erop wordt gemonteerd. Op de achterkant is het tweede deel van de snelweg gemonteerd. Vervolgens wordt de fitting verwarmd met een gasbrander en wordt soldeer langs de naden “gepast”.Onder invloed van hoge temperatuur smelt het, vult de naad en creëert een hoogwaardige strakke verbinding.
 Soms moet je het zonder fittingen
Soms moet je het zonder fittingen
Het solderen van koperen buizen met uw eigen handen is niet zo moeilijk, maar dit werk vereist zorg en nauwkeurigheid. Natuurlijk, in woorden, niet alles kan begrijpelijk worden uitgelegd, dus we brengen de Beste Lezer onder de aandacht van een video over het solderen van koper met een gasbrander, waaruit alles duidelijker zal worden.
 Bekijk deze video op YouTube
Bekijk deze video op YouTube
Nadat u de vraag hebt behandeld hoe u koperen buizen thuis kunt solderen, kunt u doorgaan naar het volgende probleem, namelijk het solderen van niet-identieke metalen (koper met aluminium, ijzer of roestvrij staal).
Hoe koperdraad op aluminium te solderen?
Het solderen van aluminium met koper is een nogal ingewikkeld proces. Opgemerkt moet worden dat hetzelfde soldeer nauwelijks geschikt is voor aluminium als voor koper, en vice versa. Het is veel gemakkelijker om deze metalen te matchen met een stalen huls. Hoewel de fabrikant tegenwoordig speciale soldeermiddelen en vloeimiddelen voor dergelijke doeleinden aanbiedt, zijn hun kosten aanzienlijk, wat leidt tot de onrendabiliteit van dergelijk werk.

Het hele probleem ligt in het conflict tussen koper en aluminium. Ze hebben verschillende vuurvastheid, dichtheid. Bovendien begint aluminium, bij interactie met koper, sterk te oxideren. Dit proces wordt vooral versneld wanneer een elektrische stroom door de verbinding gaat. Daarom, indien nodig koper- en aluminiumdraadverbindingen het is het beste om WAGO zelfklemmende klemmen te gebruiken, waarin zich Alyu Plus contactpasta bevindt. Zij is het die oxide uit aluminium verwijdert, het latere uiterlijk ervan voorkomt en normaal contact met koperen geleiders bevordert.









Als je hebt uitgezocht hoe je koper aan aluminium kunt solderen, kun je verder gaan met hardere metalen.
 Soms is zo'n verbinding onmisbaar
Soms is zo'n verbinding onmisbaar
Hoe koper en roestvrij staal te solderen
Bij het solderen van koper met roestvrij staal speelt niet eens het soldeermateriaal zelf een belangrijke rol, maar het gebruikte gereedschap, hoewel veel afhankelijk is van verbruiksartikelen. De meest acceptabele materialen in dit geval zijn:
- koper-fosfor soldeer;
- tinnen zilver (Castolin 157);
- radio techniek.
Sommige ambachtslieden beweren dat met de juiste manier van werken zelfs het meest gebruikelijke soldeer op basis van tin en lood voldoende is. Het belangrijkste is het verplichte gebruik van flux (borax, soldeerzuur), grondige verwarming en pas daarna solderen (solderen).
 Complex solderen van koper en roestvrij staal
Complex solderen van koper en roestvrij staal
Dergelijke verbindingen zijn zeldzaam en daarom zijn gespecialiseerde soldeermiddelen voor dergelijke doeleinden vrij duur.
Koper met ijzer solderen - is het mogelijk?
Deze optie is mogelijk, maar onder bepaalde voorwaarden. Een eenvoudige propaanbrander is bijvoorbeeld niet meer geschikt als verwarming. U moet propaan met zuurstof gebruiken. Borax moet als vloeimiddel worden gebruikt, maar messing zal als soldeer dienen. Alleen in dit geval kunnen we hopen op een normaal resultaat. Het is niet moeilijk om soldeer te kopen voor het solderen van koper met ijzer of roestvrij staal. Het belangrijkste is om te begrijpen of de extra kosten gerechtvaardigd zijn.
 Solderen van koperen en ijzeren buizen is ook mogelijk
Solderen van koperen en ijzeren buizen is ook mogelijk
En nu bieden we aan om te kijken hoe zorgvuldig thuiswerkers voor verschillende doeleinden kunnen werken aan het solderen van pijpen van snelwegen.
1 van 5





Technologie voor het solderen van koperproducten
Na het voorbereiden van gereedschappen en materialen worden buizen gesoldeerd, bestaande uit de volgende stappen:
- blanco's in segmenten snijden;
- ontvetten en verwijderen van oxiden;
- koppelen van elementen;
- soldeer aanbrengen op de verbindingslijn.
Snijd het item op de gewenste lengte
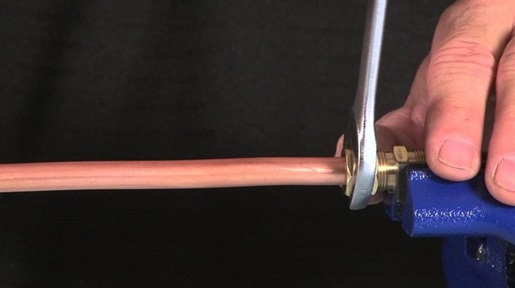
Het lassen van koperen buizen begint met het markeren van de pijpleiding, die vervolgens in elementen van de gewenste lengte wordt gesneden. Bij het markeren moet rekening worden gehouden met de lengtemarge die nodig is om de buizen te verbinden na het uitzetten van het uiteinde. Met een handbediend snijgereedschap kan de buis worden vastgeklemd en vervolgens wordt een hardmetalen rol rond het buitenoppervlak van het werkstuk gerold. Terwijl het buislichaam wordt gesneden, wordt de rol ingedrukt met een stelbout, waardoor u een gelijkmatige snede kunt krijgen.
Het is toegestaan om spaties te zagen met een ijzerzaag en een speciale sjabloon die de loodrechtheid van de snede garandeert. Bij het snijden is compressie van de buis niet toegestaan, omdat de ovaliteit van het buitenoppervlak de dichtheid van de verbinding verslechtert (door een verandering in de opening die niet met soldeer wordt gevuld). De resulterende flits wordt verwijderd met schuurpapier en een metalen borstel. Vervolgens wordt een van de randen behandeld met een expander, waardoor een afgedichte verbinding met verhoogde sterkte ontstaat.
Breng flux aan op het oppervlak van de pijp
Doe-het-zelf lassen van koperen buizen vereist het verwijderen van oxiden van het oppervlak van de te verbinden onderdelen. De blanco's worden afgeveegd met een ontvettingsmiddel (bijvoorbeeld aceton) en vervolgens wordt een reagens aangebracht op de samengevoegde randen. Het wordt niet aanbevolen om een verhoogde dosis flux, de werkzame stof, te gebruiken gelijkmatig aangebracht in een dunne laag naar het aansluitgebied. Om het reagens aan te brengen, wordt een kwast gebruikt, die geen vezels op het oppervlak achterlaat.
Onderdelen aansluiten voor het solderen
Na het aanbrengen van de flux worden de buizen aangesloten, het wordt aanbevolen om de elementen onmiddellijk na het smeren van het oppervlak samen te voegen (om het risico op stofafzetting te verminderen). De onderdelen roteren ten opzichte van elkaar wanneer ze zijn verbonden, waardoor de flux kan worden verdeeld en voor een strakke pasvorm zorgt. Het reagens dat uit de verbinding wordt geperst, wordt verwijderd met een droge doek, het is verboden om de flux op elementen van non-ferrometalen te houden, omdat de vernietiging van het materiaal begint.
Gezamenlijke vorming tijdens solderen bij lage temperatuur

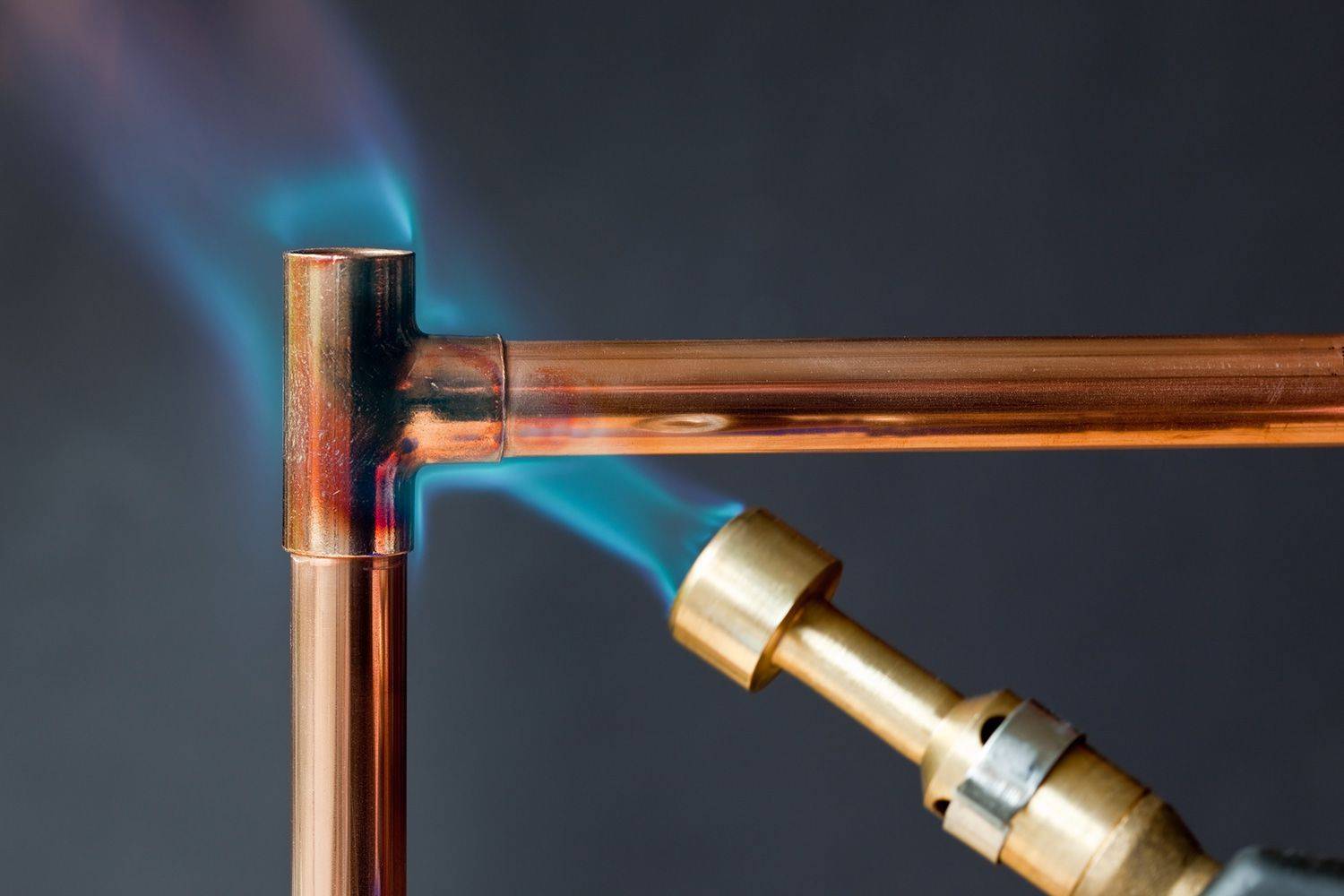
De lage-temperatuurtechnologie maakt gebruik van een flux die is ontworpen voor verminderde verwarming van de constructie tijdens de verbinding. Het solderen van koperen buizen met een gasbrander zorgt voor de toevoer van een toorts naar de verbindingszone, de brander beweegt langs de verbinding en zorgt voor een gelijkmatige verwarming van de onderdelen. Vervolgens wordt een stuk soldeer in de hand genomen, dat in de opening tussen de pijpen wordt gevoerd. Het gesmolten metaal begint zich over de oppervlakken te verspreiden, de brander wordt opzij verwijderd, het soldeer vult de verbinding vanwege de temperatuur van de verwarmde buis.










Naadvorming bij solderen op hoge temperatuur
Bij gebruik van vuurvaste soldeer worden de buizen door een brander tot een verhoogde temperatuur verwarmd. De brander beweegt langs de voegzone totdat de buis wordt verwarmd tot een kersenrode tint (overeenkomend met een temperatuur van 750°C). Vervolgens wordt soldeer, voorverwarmd door een brandervlam, in de junctie gevoerd.
Het soldeer smelt door contact met verwarmde leidingen, waardoor de montageopening gelijkmatig wordt opgevuld. Overtollig soldeer aanbrengen is niet nodig omdat het materiaal aan de buitenkant van de leidingen blijft zitten. Na het einde van de procedure moet 2-3 minuten worden gewacht, nadat de temperatuur van de verbinding is afgenomen en het soldeer kristalliseert, worden de fluxresten verwijderd.Extra bewerking van de verbinding is niet nodig.
Soorten koperen leidingen
Voordat u de pijpleiding maakt, moet u de onderdelen selecteren. Onder de gekochte onderdelen zijn er twee soorten:
- Ongegloeid - elementen met een hoge sterkte en een lage ductiliteitsindex. Ze ondergaan na de fabricage geen extra warmtebehandeling.
- Gegloeid - elementen die een extra warmtebehandeling ondergaan. Ze worden bewaard op een temperatuur van ongeveer 700 graden Celsius. Het materiaal krijgt een hoge plasticiteitsindex. Dankzij een extra warmtebehandeling worden ze beter bestand tegen kritische temperaturen.
Koperen buizen variëren in wanddikte en de grootte van de spoelen waarin ze worden verkocht. Volgens GOST moeten ze van puur koper zijn.
Wat is nodig voor het solderen van koperen leidingen?
Het solderen van koperen buizen, wat niet moeilijk is om met uw eigen handen te doen, vereist geen dure apparatuur en speciale materialen. Om het goed te implementeren, heb je de volgende apparaten nodig.
Een brander, waardoor het soldeer en het leidinggedeelte waar ze worden aangesloten, worden verwarmd. Aan een dergelijke brander wordt in de regel propaangas toegevoerd, waarvan de druk wordt geregeld door een lasreductor.
Speciaal gereedschap voor het snijden van koperen leidingen. Omdat producten van dit metaal erg zacht zijn, moeten ze voorzichtig genoeg worden gesneden om de muren niet te kreuken. Op de moderne markt worden pijpsnijders van verschillende modellen aangeboden, die zowel qua functionaliteit als technische mogelijkheden verschillen.
Door het ontwerp van individuele modellen van dergelijke apparaten, wat belangrijk is, kunnen ze zelfs worden gebruikt voor werk op moeilijk bereikbare plaatsen.
Een pijpexpander is een apparaat waarmee je de diameter van een koperen pijp kunt vergroten, wat nodig is om beter te kunnen solderen. In verschillende systemen die zijn gemonteerd op koperen leidingen, worden elementen van dezelfde sectie gebruikt en om ze kwalitatief te verbinden, is het noodzakelijk om de diameter van een van de verbonden elementen iets te vergroten. Het is dit probleem dat een dergelijk apparaat als een pijpexpander oplost.
Het is dit probleem dat een dergelijk apparaat als een pijpexpander oplost.
Affakkelset voor koperen pijp
Apparaat voor het afschuinen van de uiteinden van koperen leidingen. Na het trimmen blijven er bramen achter op de uiteinden van de onderdelen, wat het verkrijgen van een hoogwaardige en betrouwbare verbinding kan belemmeren. Om ze te verwijderen en de uiteinden van de buizen de vereiste configuratie te geven, wordt vóór het solderen een afschuinmachine gebruikt. Er zijn tegenwoordig twee hoofdtypen afschuinapparaten op de markt: geplaatst in een rond lichaam en gemaakt in de vorm van een potlood. Handiger in gebruik, maar ook duurder, zijn ronde apparaten die zachte koperen buizen met een diameter van niet meer dan 36 mm kunnen verwerken.
Om koperen leidingen goed voor te bereiden op het solderen, is het noodzakelijk om alle onzuiverheden en oxiden van hun oppervlak te verwijderen. Voor deze doeleinden worden borstels en borstels gebruikt, waarvan de haren zijn gemaakt van staaldraad.
Het solderen van koperen leidingen wordt meestal uitgevoerd met hardsoldeer, dat zowel bij hoge als bij lage temperaturen kan. Hoge-temperatuursoldeer is een koperdraad die ongeveer 6% fosfor in zijn samenstelling bevat. Zo'n draad smelt bij een temperatuur van 700 graden, terwijl voor het lage temperatuurtype (tindraad) 350 graden voldoende is.
De technologie van het solderen van koperen buizen omvat het gebruik van speciale vloeimiddelen en pasta's die een beschermende functie vervullen. Dergelijke fluxen beschermen niet alleen de gevormde naad tegen de vorming van luchtbellen erin, maar verbeteren ook aanzienlijk de hechting van het soldeer aan het buismateriaal.
Naast vloeimiddel, soldeer en andere basiselementen zijn er extra gereedschappen nodig om koperen leidingen te solderen, die in elke werkplaats of garage te vinden zijn. Om koperproducten te solderen of te lassen, bereidt u bovendien voor:
- regelmatige markering;
- roulette;
- gebouw niveau;
- een kleine borstel met stijve haren;
- een hamer.
Voordat u aan het werk gaat, is het ook belangrijk om te beslissen: hoe koper te solderen pijpen. Er kunnen twee hoofdopties zijn: koper hardsolderen (minder vaak gebruikt) en zachtsoldeer gebruiken. Bij het oplossen van dit probleem is het belangrijk om uit te gaan van het feit dat er vereisten zijn voor het gebruik van een of ander type soldeer
Hardsoldeer wordt dus gebruikt voor het solderen van elementen van koel- en airconditioningsystemen. In alle andere gevallen (watertoevoersystemen, verwarmingssystemen, enz.) kan tindraad worden gebruikt. Maar welke technologie ook wordt gekozen, er moet aan worden herinnerd dat de flux in ieder geval noodzakelijk is.
Bij het oplossen van dit probleem is het belangrijk om uit te gaan van het feit dat er vereisten zijn voor het gebruik van een of ander type soldeer. Hardsoldeer wordt dus gebruikt voor het solderen van elementen van koel- en airconditioningsystemen.
In alle andere gevallen (watertoevoersystemen, verwarmingssystemen, enz.) kan tindraad worden gebruikt. Maar welke technologie ook wordt gekozen, er moet aan worden herinnerd dat de flux in ieder geval noodzakelijk is.

Borstels voor het strippen van het binnenoppervlak van een koperen buis voor het solderen
Verbruiksartikelen en gereedschappen
Naast buizen en hulpstukken heb je ook een toorts, soldeer en vloeimiddel nodig - voor het solderen zelf. En ook een pijpenbuiger en een paar gerelateerde kleine dingen om te verwerken voordat ze aan het werk gaan.










Borstel voor het strippen van fittingen van binnenuit
Soldeer en flux
Het solderen van koperen buizen van elk type gebeurt met behulp van vloeimiddel en soldeer. Soldeer is een legering die meestal gebaseerd is op tin met een bepaald smeltpunt, maar noodzakelijkerwijs lager dan dat van koper. Het wordt toegevoerd aan de soldeerzone, verwarmd tot een vloeibare toestand en stroomt in de verbinding. Na afkoeling zorgt het voor een strakke en duurzame verbinding.
Voor amateursolderen van koperen buizen met uw eigen handen, zijn soldeer op tinbasis met toevoeging van zilver, bismut, antimoon en koper geschikt. Verbindingen met toevoeging van zilver worden als de beste beschouwd, maar ze zijn de duurste, optimale met een koperadditief. Er is ook met de toevoeging van lood, maar ze mogen niet worden gebruikt in sanitair. Al deze soorten soldeer zorgen voor een goede naadkwaliteit en gemakkelijk solderen.

Flux en soldeer zijn essentiële verbruiksartikelen
Zachtsoldeer wordt verkocht in kleine rollen, hardsoldeer wordt verkocht in verpakkingen, in stukjes gesneden.
Voor het solderen wordt de verbinding behandeld met flux. Een vloeimiddel is een vloeibaar of pasteuze stof die ervoor zorgt dat gesmolten soldeer in een verbinding vloeit. Er valt hier niets bijzonders te kiezen: elke flux voor koper is voldoende. Je hebt ook een klein penseel nodig om de flux aan te brengen. Beter - met natuurlijke haren.
Brander
Om met zachtsoldeer te werken kunt u een kleine handtoorts met een wegwerpgasfles kopen. Deze cilinders zijn bevestigd aan het handvat, hebben een inhoud van 200 ml.Ondanks zijn miniatuurformaat is de vlamtemperatuur vanaf 1100°C en hoger, wat meer dan genoeg is om zachtsoldeer te smelten.
Waar je op moet letten is de aanwezigheid van piëzo-ontsteking. Deze functie is niet overbodig - het zal gemakkelijker zijn om te werken
Op het handvat van een handmatige gasbrander bevindt zich een klep. Het regelt de lengte van de vlam (de intensiteit van de gastoevoer). Dezelfde klep sluit het gas af als de brander gedoofd moet worden. Veiligheid wordt geboden door een terugslagklep, die bij afwezigheid van een vlam de gastoevoer afsluit.

Handtoorts voor het solderen van koperen buizen
Sommige modellen hebben een vlamdeflector. Het laat de vlam niet verdrijven, waardoor een hogere temperatuur in de soldeerzone ontstaat. Hierdoor kun je met de brander met reflector op de meest onhandige plekken werken.
Bij het werken in huishoudelijke en semi-professionele modellen moet u oppassen dat u het apparaat niet oververhit, zodat het plastic niet smelt. Daarom is het niet de moeite waard om veel tegelijk te solderen - het is beter om de apparatuur op dit moment te laten afkoelen en de volgende verbinding voor te bereiden.
Verwante materialen
Om koperen buizen te zagen, heb je een pijpsnijder of een ijzerzaag met een metalen mes nodig. De snede moet strikt verticaal zijn, wat een pijpsnijder oplevert. En om een gelijkmatige snede met een ijzerzaag te garanderen, kunt u een gewone verstekbak voor timmerwerk gebruiken.

pijpsnijder
Bij het voorbereiden van leidingen moeten ze worden schoongemaakt. Om dit te doen zijn er speciale metalen borstels en borstels (voor het reinigen van de binnenkant), maar je kunt ook rondkomen met schuurpapier met medium en fijne korrels.
Om bramen van sneden te verwijderen, zijn er afschuinmachines. De door hen uitgewerkte buis past beter in de fitting - de mof is slechts een fractie van een millimeter groter dan de buitendiameter.Dus de kleinste afwijking leidt tot moeilijkheden. Maar in principe kan alles worden geëlimineerd met schuurpapier. Het zal alleen meer tijd kosten.
Het is ook raadzaam om een veiligheidsbril en handschoenen te hebben. De meeste doe-het-zelvers negeren deze veiligheidsvoorzieningen, maar brandwonden zijn erg vervelend. Dit zijn alle materialen en gereedschappen die nodig zijn voor het solderen van koperen leidingen.
Waar van toepassing
Solderen met hardsoldeer is opmerkelijk vanwege het feit dat wanneer het wordt uitgevoerd, het verbindingsgebied van producten moet worden verwarmd tot temperaturen in de orde van 450 graden of meer.
Dergelijke soldeer wordt vuurvast genoemd en de met hun hulp verkregen verbinding behoudt zijn sterkte-eigenschappen, zelfs bij sterke thermische verwarming.
 In tegenstelling tot hardsolderen, omvat zachtsolderen het gebruik van verbruiksartikelen bij lage temperatuur die een betrouwbare hechting bieden bij veel lagere hitte (ongeveer 200-300 ).
In tegenstelling tot hardsolderen, omvat zachtsolderen het gebruik van verbruiksartikelen bij lage temperatuur die een betrouwbare hechting bieden bij veel lagere hitte (ongeveer 200-300 ).
Ze worden in de regel gebruikt bij het solderen van producten die onder normale temperatuuromstandigheden worden gebruikt en garanderen niet het behoud van contact met sterke verwarming.
De mogelijkheden van hardsoldeer worden veel toegepast in die gebieden waar het nodig is om een naad te verkrijgen die qua sterkte-eigenschappen een tussenpositie inneemt tussen lassen en solderen op lage temperatuur.
Tegelijkertijd wordt speciale aandacht besteed aan het behoud van de structuur van materialen in de contactzone, die na verwerking hun oorspronkelijke kenmerken niet mogen verliezen. Hardmetalen verbindingen zijn het meest gevraagd in de volgende situaties:
Hardmetalen verbindingen zijn het meest gevraagd in de volgende situaties:
- productie van snijgereedschappen voor metaal, frezen met inzetstukken van hardgelegeerd materiaal;
- bij de vervaardiging van containers en vaten gemaakt op basis van non-ferrometalen en roestvrij staal;
- in autoreparatiewerkplaatsen (bij het repareren van radiatoren en individuele transmissie-elementen), evenals op die plaatsen waar het gebruik van lassen hoogst ongewenst is;
- bij het installeren en repareren van leidingen gemaakt van harde koperlegeringen die zijn geïnstalleerd in koel- en warmtewisselaarapparatuur en werken onder "kritische" temperaturen of hoge druk;
- voor betrouwbare en duurzame verbinding van dunwandige objecten en onderdelen die tijdens bedrijf verhoogde belastingen en elastische vervormingen ervaren.

Het gebruik van hardsoldeertechnologie zorgt voor de nodige sterkte van de resulterende verbinding en de weerstand tegen oververhitting. Bovendien worden hardmetalen methoden gebruikt bij de reparatie van koper- of messingproducten die tijdens bedrijf aan hoge temperaturen worden blootgesteld.








In tegenstelling tot de hierboven beschreven soldeermaterialen, zijn zachtsoldeertoepassingen beperkt tot normale bedrijfsomstandigheden. Deze methode wordt meestal gebruikt wanneer het nodig is om een betrouwbare verbinding te verkrijgen van producten en onderdelen gemaakt van smeltbare materialen die niet onderhevig zijn aan overmatige hitte en vervorming.
Tin-lood soldeercomposities, die wijdverbreid zijn geworden, zijn vooral populair bij de "zachte" articulatie van onderdelen.
3 Hoe koperen leidingen te solderen?
Het schema voor de installatie van een pijpleiding gemaakt van koperproducten is heel eenvoudig:
Met behulp van een pijpsnijder snijden we de pijp af (deze moet loodrecht op de snij-inrichting staan om de meest gelijkmatige rand te krijgen) van de lengte die we nodig hebben.
Met een borstel met stalen borstelharen verwijderen we bramen van de buis en met een borstel maken we de oppervlakken schoon
Let op - het is ten strengste verboden om deze werken uit te voeren met fijnkorrelig schuurpapier, omdat kleine deeltjes ervan op het koperen oppervlak achterblijven en de hechting verminderen.
We breiden het tweede stuk van het buisvormige product uit tot de gewenste sectie, zodat beide segmenten vrij in elkaar overgaan (in dit geval moet er ook een kleine opening blijven).
We reinigen (allemaal dezelfde apparaten) van vuil en bramen de rand van het geëxpandeerde product.
We brengen een flux aan op een pijp met een kleinere sectie en verdelen deze met een borstel over het oppervlak. Het is onmogelijk om te veel flux toe te passen (of ongelijkmatig te verdelen), omdat het soldeer bij verhitting erdoor in de pijpleiding kan komen en daar bevroren druppels kan vormen, die tijdens de werking van het systeem geluid zullen veroorzaken bij bewegend water.

Daarna kunt u de leidingen aansluiten (plaats ze één in één). Tegelijkertijd is het noodzakelijk om overtollig vloeimiddel met een vochtige doek te verwijderen om te voorkomen dat het soldeer aan de buis blijft kleven. De volgende stap in de procedure is het opwarmen van de resulterende verbinding. De gezamenlijke verwarming wordt beëindigd op het moment dat de flux zilver wordt.
Vervolgens wordt soldeer naar de verbinding gebracht, die uit het verwarmde buismateriaal smelt (iedereen kent de hoge thermische geleidbaarheid van koper) zonder warmte van de brander. Soldeer als gevolg van het capillaire fenomeen dringt tussen de verbonden elementen door. Het solderen is voltooid wanneer soldeerdruppels op het oppervlak van het buisvormige product verschijnen.

Daarna moet de kruising van de leidingen afkoelen. Tijdens het afkoelen kunt u geen mechanisch effect op het systeem uitoefenen en ook niet proberen het proces te versnellen koude luchttoevoer. De afgekoelde verbinding in de laatste fase van het solderen wordt afgeveegd met een doek gedrenkt in water. Dit zorgt voor een nette uitstraling van de leiding, die vrij is van soldeer- en vloeimiddelresten.
Installatie van koperen leidingen
Tijdens het installeren van sanitaire systemen met uw eigen handen, wordt het vaak nodig om koperen leidingen te verbinden met producten gemaakt van andere materialen. In verwarmingssystemen, koud- en warmwatervoorziening zijn koperverbindingen met staal, kunststof en messing veilig vanuit het oogpunt van het optreden van corrosieprocessen. Maar het contact van koper met gegalvaniseerd staal is gevaarlijk voor gegalvaniseerde buizen en leidt tot hun vernietiging door elektrolytische processen. Om falen van de pijpleiding te voorkomen, is het noodzakelijk om de verbinding te maken met behulp van en ervoor te zorgen dat de waterstroom van staal naar koper wordt geleid.
Voordat u met het werk begint, is het noodzakelijk om een \u200b\u200bgereedschap voor te bereiden voor het installeren van koperen leidingen in een verwarmingssysteem of het leveren van warm of koud water. Om dit te doen, hebt u nodig: een pijpsnijder of een ijzerzaag voor metaal, een vijl of een schraper, in aanwezigheid van secties met een complexe configuratie - een pijpenbuiger, gasbrander of heteluchtpistool.
Koperen leidingen doe-het-zelf begint met secties van een vooraf berekende lengte. Dan is het noodzakelijk om de buitenste en binnenste delen van de buis te ontbramen, indien nodig de snede uitlijnen. Het gebruik van een pijpenbuiger voorkomt afplatting van de pijp en de vorming van plooien, die op deze plaatsen de prestatie van de pijpleiding kunnen verminderen.
Als de buisdiameters niet groter zijn dan 15 mm, dan moet hun buigradius minimaal 3,5 diameter zijn en indien meer dan 15 mm vier diameters.Bij handmatig buigen kan alleen een hoogwaardige buiging worden verkregen met een radius gelijk aan 8 diameters.
Ondanks hun weerstand tegen corrosie, kunnen koperen leidingen, als gevolg van schendingen van de productietechnologie, onjuist solderen en ernstige waterverontreiniging met schurende insluitsels, zeer gevaarlijke putcorrosie ondergaan. De buis corrodeert op plaatsen waar de oxidefilm wordt vernietigd. Een manier om dit proces te vermijden, is door filters te installeren op watertoevoer- en verwarmingsleidingen.
In de moderne bouwmarkt concurreren koperen buizen, vanwege hun unieke prestaties, behoorlijk succesvol met producten van staal, kunststof en metaal-kunststof, ondanks hun hoge kosten.
Ondanks dat polymeer buizen steeds vaker worden gebruikt, zijn metalen producten nog steeds een groot succes. Als metaal worden in de regel koper, messing en staal gebruikt. Voor de betere in termen van weerstand tegen corrosie en hoge temperaturen, wordt koper onderscheiden. Eigenlijk zal de aansluiting van koperen leidingen in dit artikel worden besproken.
Ondanks het feit dat koperen leidingen zich onderscheiden door hun hoge kosten, gezien alle kenmerken van het materiaal, is het gebruik ervan redelijk gerechtvaardigd.
Allereerst is het de moeite waard om, voordat u koperen leidingen aansluit, te beslissen hoe u ze aansluit, door te solderen of anderszins.
Montage van de pijpleiding met hulpstukken
De aansluiting van koperen leidingen met hulpstukken gebeurt uitsluitend op voor inspectie toegankelijke plaatsen. Deze regel is te wijten aan het feit dat de verbinding niet volledig is afgedicht en dat er na verloop van tijd lekken kunnen ontstaan.
Het voordeel van een schroefdraadverbinding is dat indien nodig reparaties kunnen worden uitgevoerd zonder extra inspanning, aangezien de resulterende verbinding losneembaar is.
Gereedschappen en materialen
Om de pijpleiding te monteren, hebt u de volgende materialen en gereedschappen nodig:
- koperen leidingen met een geschikte diameter;
- krimp- of persfittingen aansluiten;

Speciale apparaten voor leidingmontage
De typen en het aantal fittingen worden geselecteerd in overeenstemming met het pijpleidingschema.
- pijpsnijder of ijzerzaag;
- pijpenbuiger voor koperen leidingen. Het apparaat wordt gebruikt om een pijpleiding te organiseren met minder verbindingen, wat de sterkte van het systeem vergroot;
- vijl voor het bewerken van buizen na het snijden (vóór het verbinden). Bovendien kunt u fijn schuurpapier gebruiken;
- FUM-tape voor het afdichten van schroefdraad. Naast de FUM-tape kunt u ook linnendraad, Tangit Unilok-draad of ander afdichtingsmateriaal gebruiken;
- moersleutel.
Montage instructies
Doe-het-zelf montage van een koperen pijpleiding met behulp van fittingen wordt op de volgende manier uitgevoerd:
- pijpen voor de pijpleiding snijden. De lengte van elke leiding moet volledig voldoen aan het schema dat is opgesteld tijdens de ontwikkeling van het systeem;
- verwijdering van de isolatielaag. Als er leidingen met isolatie worden gebruikt voor een uitgerust leidingsysteem voor welk doel dan ook, dan wordt de isolatielaag verwijderd voor een sterke verbinding. Om dit te doen, wordt het gewenste gedeelte gesneden met een mes en wordt de buis schoongemaakt;
- de snijrand wordt bewerkt met een vijl, schuurpapier totdat een glad oppervlak is verkregen. Blijven er bramen, kuilen of andere oneffenheden aan het uiteinde van de leiding, dan blijkt de aansluiting minder luchtdicht;

De buis strippen voordat deze op de fitting wordt aangesloten;
- indien nodig worden leidingen gebogen;
- een wartelmoer en een compressiering worden op de voorbereide buis geplaatst;

Montage van beslagelementen voor aansluiting
- de buis wordt aangesloten op de fitting. In eerste instantie gebeurt het aandraaien met de hand en vervolgens met een sleutel. Tijdens het aandraaien dicht de ferrule de verbinding volledig af, waardoor er geen extra afdichtingsmiddelen nodig zijn. Bij het aansluiten van een koperen leiding op een leiding of fitting van een ander materiaal is echter extra afdichting met FUM-tape vereist.
Passende bevestiging
Het is belangrijk om de schroefdraad niet te strak aan te draaien, omdat zacht koper gemakkelijk vervormt.



