- Koperen buizen met uw eigen handen solderen: hoe koperen buizen solderen?
- Soldeermiddelen voor het solderen van koper
- Gastoortsen om te solderen
- Regels voor de veilige bediening van apparatuur
- Hoe pijpen te solderen?
- Methoden voor het solderen van koperen onderdelen
- Eigenschappen van verbindingen op hoge temperatuur
- Solderen
- Veiligheidsmaatregelen bij het solderen van koperen leidingen
- Zachtsolderen instructies
- Koperen leidingen bevestigen met andere materialen
- Mythen over koperen leidingen
- Hoe kies je het juiste soldeer?
- Krimpverbindingen onder hoge druk
- Methode #4: Push-connect-verbinding
Koperen buizen met uw eigen handen solderen: hoe koperen buizen solderen?
Er zijn twee soorten koperen leidingen:
- lage temperatuur;
- hoge temperatuur.
Met behulp van de eerste methode worden in de regel huishoudelijke communicaties gemonteerd. Zachtsoldeer is geschikt voor deze methode, het kan koper (met een mengsel van fosfor) draad zijn met een doorsnede van 2 mm, tin of lood met toevoegingen, zachtsoldeer met zilver.
Zelf solderen, met weinig vaardigheden, zal niet moeilijk zijn.
Zachtsoldeer heeft een lager smeltpunt dan koper, dus zolang je voorzorgsmaatregelen neemt, kun je veilig aan de slag.
Allereerst moet u de flux voorbereiden, omdat deze het metaal reinigt van oxiden en de soldeerplaats beschermt tegen toegang tot zuurstof. Flux behandelt het uiteinde van de buis en het verbindingsdeel, in dit geval een fitting.
Vervolgens wordt de buis op de fitting aangesloten en wordt de kruising verwarmd met een gasbrander of soldeerbout. Tijdens het verwarmen smelt het soldeer en dringt het in vloeibare toestand in alle vrije holtes van de verbinding. Het soldeer moet gelijkmatig over de verbinding worden verdeeld en de buis met de fitting moet opzij worden gezet totdat deze is afgekoeld.
Hardsolderen wordt in dezelfde volgorde uitgevoerd, maar met een hogere soldeeropwarmtemperatuur.
Soldeermiddelen voor het solderen van koper
De bouwmarkt biedt verschillende mogelijkheden soldeer om te solderen koperen buizen. Er is een mening dat zachtsoldeer, bestaande uit tin met verschillende soorten additieven, de betrouwbaarheid van soldeerverbindingen niet kan garanderen. Ondanks dat dit niet helemaal waar is, kun je op veilig spelen en kiezen voor soldeer met toevoeging van zilver.
Voor solderen bij hoge temperaturen is hard koper-fosfor-soldeer bedoeld, wat zorgt voor een grotere betrouwbaarheid van het solderen. Solderen op hoge temperatuur wordt gebruikt bij het verbinden van leidingen van hoofdleidingen, waar drukverliezen acceptabel zijn.
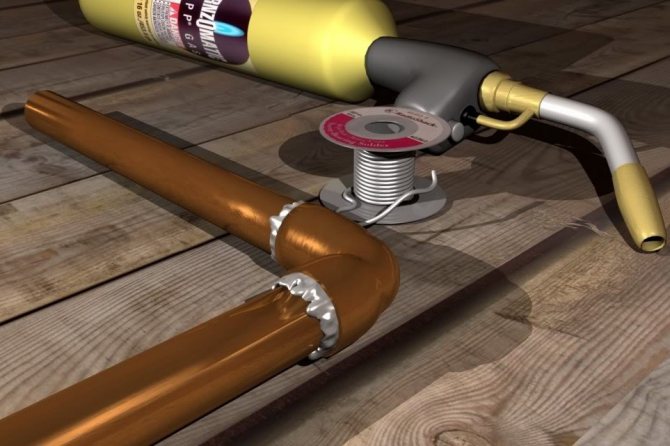
Gastoortsen om te solderen
Bij het starten van de onafhankelijke installatie van de pijpleiding, is het noodzakelijk om de juiste gereedschappen en apparatuur te kiezen voor het solderen van koperen leidingen, met speciale aandacht voor de brander. De brander kan zijn:
De brander kan zijn:
- Propaan (meestal gebruikt in grote hoeveelheden werk).
- Met MAPP mengsel (Methylacetyleen-Propadeen-Propaan gasmengsel).
- Acetyleen.
- Zuurstof.
Gasbranders kunnen worden uitgerust met uitneembare wegwerpcilinders, of met een slangaansluiting op een stationaire cilinder.
Voor de installatie van een kleine pijpleiding is een model met een verwijderbare gastank voldoende.
Dat is alles wat u moet weten over de eigenschappen van het solderen van koperproducten. Met de benodigde apparatuur en materialen voor het solderen van koperen buizen, kunt u zelfstandig een huispijpleiding monteren die vele jaren meegaat.










Regels voor de veilige bediening van apparatuur
Gasflesapparatuur kan bij onjuist gebruik een bron van ernstige explosies of brand worden.
Zorg bij het uitvoeren van laswerkzaamheden voor persoonlijke beschermingsmiddelen: veiligheidsbril, handschoenen, speciale schoenen.

Voordat u aan het werk gaat, moet u de apparatuur zorgvuldig op schade inspecteren. Als de apparatuur vuil is, zorg er dan voor dat u het vuil verwijdert
Het is mogelijk om met propaancilinders alleen in goed geventileerde ruimtes te werken, terwijl de luchttemperatuur niet lager mag zijn dan 0 ° C.
Absoluut verboden:
- Werk in de buurt van open vuur.
- Houd de cilinder gekanteld tijdens het werken.
- Plaats vaten onder de zon.
- Voer werkzaamheden uit zonder versnellingsbak.
- Warm de versnellingsbak op boven open vuur.
Bovendien moet u, als u gas ruikt, onmiddellijk stoppen met werken en de klep op de cilinder sluiten. We raden u ook aan om u vertrouwd te maken met de belangrijkste oorzaken van het ontploffen van gasflessen.
Als u zonder persoonlijke beschermingsmiddelen werkt, kunt u zich verbranden, niet alleen door open vuur, maar ook door het per ongeluk aanraken van hete onderdelen.
Als de beschouwde zelfgemaakte branders niet geschikt voor u zijn, raden we u aan vertrouwd te raken met andere opties voor het maken van nuttige zelfgemaakte producten die in onze artikelen worden besproken - een steekvlambrander en een saunakachelbrander.
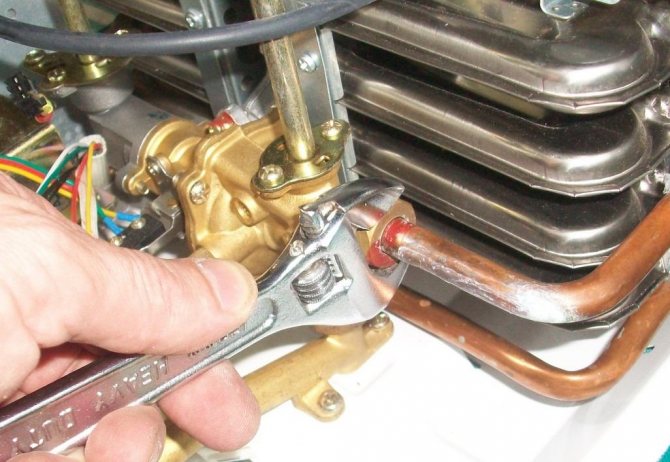
Hoe pijpen te solderen?
Voordat u aan het werk gaat, moet u de communicatie voorbereiden op blootstelling. Het lassen van pijpleidingen wordt uitgevoerd op kleine delen van rioolstelsels, dus u moet de pijp op een bepaalde maat afsnijden. De plaats van de snede wordt schoongemaakt, waarna daar een afschuining wordt gemaakt. Deze handeling zal de aansluiting van de verwarmings- en koelingsaftakkingen op de fittingen vergemakkelijken.
Foto - stap voor stap instructies
Voor de installatie van gegloeide materialen heeft u de zogenaamde pijpexpander nodig. Dit gereedschap is vereist voor installatie op fittingen met een niet-standaard diameter. Er zijn apparaten met verschillende diameters, bijna tot 110 mm.
Stap voor stap instructies hoe te soldeer koperen leidingen blik:
Volgens SNiP moet de nominale diameter altijd kleiner zijn dan de fitting;
De verwerking van voegen op hoge temperatuur begint pas nadat ze zijn gestript. Fittingen en leidingen moeten worden schoongemaakt met een borstel en, indien nodig, worden ingewreven met schuurpapier. Afhankelijk van de opslag van communicatie, wordt het ook aanbevolen om hun gewrichten te behandelen met alcohol om te ontvetten;
Verder wordt een dunne laag fluxpasta aangebracht op de plaats waar de koperen leidingen worden gesoldeerd en de fittingen die worden geïnstalleerd om de delen van de communicatie te verbinden zullen worden geïnstalleerd;
Nu gaat de brander aan op de gewenste temperatuur. Het soldeer moet precies langs de rand van de verbindingen worden uitgevoerd en de plaats waar de fitting wordt verbonden, moet worden verwarmd met een fakkel.Voor het lassen van sanitaircommunicatie is het het handigst om met tin te werken, omdat het in het metaal wordt opgenomen en u tijd kunt besparen bij het verwarmen van de verbindingen;
Het is noodzakelijk om buizen niet langer dan 20 seconden te solderen, omdat de maximale temperatuur van de brander meer dan 1000 graden is. Wees voorzichtig, in sommige omstandigheden is lassen bij lage temperaturen vereist, dus het is raadzaam om te weten welk type leidingen u heeft;
Nadat de rioolmontage is uitgevoerd
Het is erg belangrijk om het water in de leidingen niet meteen aan te zetten, anders heeft de verbinding geen tijd om af te koelen en zal deze bedekt zijn met scheuren - dit zal de dichtheid van de verbinding negatief beïnvloeden. De gemiddelde afkoeltijd voor koper is van 30 minuten tot twee uur.
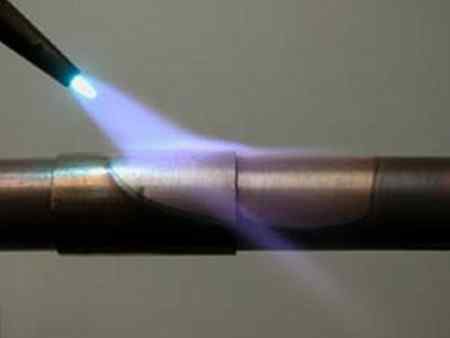
Voor het lassen van koperen buizen met een klein diameterverschil wordt de techniek "capillair solderen" gebruikt. Hiermee kunt u individuele communicatie verbinden met een soldeerbout met een verschil tussen hen tot 0,5 mm. In dit geval vult het soldeer de ruimte tussen de pijpen. Dit maakt de installatie van het systeem zonder naad mogelijk. Bij de techniek wordt gebruik gemaakt van hardsoldeer, dat een verbeterde beschermende functie heeft.
Veel van het succes van solderen hangt af van het type soldeer dat wordt gebruikt. Meestal worden koperen buizen gelast met zilver, messing en tin, die een hoog debiet hebben. Minder vaak wordt er met aluminium gewerkt.
U kunt meteen niet alleen een machine kopen voor het solderen van koperen buizen, maar ook een set expanders en fittingen die nodig zijn bij het bedraden van rioleringen zonder een professionele loodgieter. Voordat je aan de slag gaat, raden we je aan om een technische opleiding te volgen, of in ieder geval de video te bekijken.










Methoden voor het solderen van koperen onderdelen
Om koperen leidingen aan te sluiten, worden slechts twee soldeermethoden gebruikt.Elk wordt gebruikt volgens de onderdeelspecificatie en kenmerken. Het doe-het-zelf solderen van koperen leidingen is onderverdeeld in:
- Bij hoge temperaturen wordt het ook wel "vast" genoemd. De temperatuurindicator in deze modus bereikt 900 °. Met vuurvast soldeer kunt u een naad maken met indicatoren van hoge sterkte, deze methode wordt gebruikt bij de vervaardiging van pijpleidingen die onderhevig zijn aan hoge belastingen.
- Het zachtsoldeerproces wordt uitgevoerd bij temperaturen vanaf 130 °, het wordt gebruikt in huishoudelijke toepassingen bij het werken met buizen met een diameter tot 1 cm.De technologie omvat verbinding door docking, voorbehandeling met fluxpasta.
Tijdens het werk is het belangrijk om niet te vergeten dat de kracht van de vlam die door de brander wordt afgegeven, 1000 graden kan bereiken. Daarom mag de verwerking van voegen niet langer dan 20 seconden worden uitgevoerd.
Bij verhitting begint het zachte soldeer te smelten en vult de verbinding.
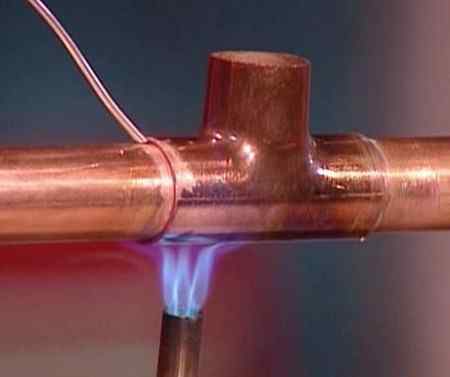
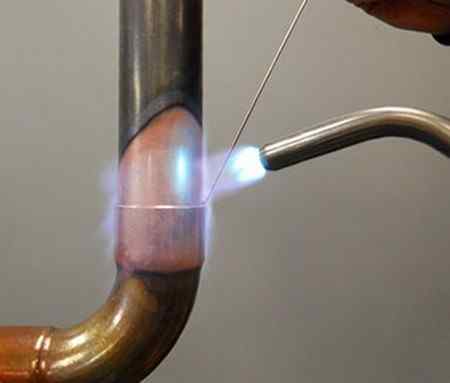
Eigenschappen van verbindingen op hoge temperatuur
Bij de soldeermethode op hoge temperatuur wordt het metaal gebakken op 700°C en hoger, wat bijdraagt aan het zacht worden van het metaal. Voor het solderen wordt gebruik gemaakt van vlamapparatuur die in staat is hardsoldeer te smelten. Het soldeer bestaat uit hun koper-fosforsamenstelling en wordt geproduceerd in de vorm van staven. Het proces van het solderen van koperen buizen impliceert niet het gebruik van flux, na de volgorde van acties is het mogelijk om de verbinding correct te vullen.
Koperen pijpverbinding op hoge temperatuur
Het proces begint wanneer de soldeerstaaf smelt, de werkstappen zijn:
- na montage warmt de verbindingsnaad op;
- een soldeer in vaste toestand wordt aan de kruising toegevoerd, waarvan de verweking wordt uitgevoerd door een gasbrander;
- wanneer visueel wordt bevestigd dat het soldeer op het metaal wordt aangebracht, moet de buis worden gedraaid en moet de koppeling langs de hele omtrek worden gecontroleerd.
De belangrijkste voordelen van deze methode zijn de hoge sterkte van de verbinding van koperen buizen, indien nodig is het mogelijk om de diameter van de verbinding met een kleinere zijde te veranderen. Hoge temperaturen tijdens bedrijf kunnen de naad niet vernietigen. Hardsolderen vereist bepaalde vaardigheden; oververhitting is mogelijk tijdens bedrijf, wat leidt tot de vernietiging van het metaal.
Solderen
Elk proces vraagt om een verantwoorde manier van werken. Voor verwarming wordt een propaan- of benzinebrander gebruikt bij het gebruik van zachtsoldeer door koperen leidingen te verbinden
Belangrijk om te weten is dat een brander met piëzo-ontsteking de bedrijfstijd aanzienlijk verkort; dure modellen kopen zonder deze functie is niet aan te raden.
Technologisch proces
Daarbij is het belangrijk om hoogwaardige accessoires te gebruiken, vloeipasta speelt een belangrijke rol bij de verbinding. Uniforme dekking van koperen buisdelen wordt bereikt met een zachte borstel, na het aanbrengen wordt het overtollige materiaal verwijderd met een doek
De temperatuur van de brander kan oplopen tot 900 graden, bij het solderen is het belangrijk om het product niet te overbelichten, anders ontstaat er oververhitting.
Veiligheidsmaatregelen bij het solderen van koperen leidingen
Koperen buizen worden gebruikt als vloeistofgeleiders met goede corrosiewerende eigenschappen. Installatie van koperen leidingen kan niet worden uitgevoerd om drinkwater te leveren. Koper komt in contact met chloor, dat wordt toegevoegd om water te zuiveren, en kan stoffen vormen die schadelijk zijn voor het menselijk lichaam.Voor artesische bronnen zijn putten niet gevaarlijk in het gebruik.










Koper solderen met handschoenen
Het is belangrijk om hoogwaardig gereedschap te gebruiken, met handschoenen te werken en de staat van de apparatuur te bewaken. De thermische geleidbaarheid van het metaal is vrij hoog, wanneer een van de knooppunten wordt verwarmd en veiligheidsmaatregelen niet worden nageleefd, is het mogelijk om brandwonden te krijgen
Een hoogwaardige naad kan worden verkregen bij afwezigheid van externe factoren in de vorm van belastingen totdat de voeg volledig is afgekoeld.
Zachtsolderen instructies
Let op: de rand van de pijp en de pijp zelf moeten perfect vlak en recht zijn - de kwaliteit van de bevestiging van de onderdelen hangt hiervan af, daarom is het het beste om een pijpsnijder te gebruiken om pijpen te snijden
- Gebruik een pijpexpander om de diameter van de fitting te vergroten, gebruik een afschuinmachine om de randen van de pijp te reinigen.
- Poets de binnenkant van de fitting met een borstel, de buitenkant van de buis met een borstel.
- Breng met een borstel soldeerpasta - flux - aan op de fitting en de buis en bevestig de onderdelen onmiddellijk, vermijd elke vorm van vervuiling.
- Gebruik een soldeerbrander om de verbinding voorzichtig te verwarmen en over het hele vlak te bewegen. Het criterium voor een goede warming-up is een verandering in de kleur van de pasta.
- Voltooi het verwarmen van de te verbinden delen, breng soldeer aan over het gehele oppervlak van de verbinding. De soldeerdraad mag niet worden aangeraakt met een brandervlam: het soldeer moet smelten op het koperen oppervlak van de buis, juist door zijn temperatuur zonder tussenkomst van vuur.
- Wacht op de natuurlijke afkoeling van de voeg - zonder enige vorm van koeling.
- Zorg ervoor dat u de resterende pasta van de leidingen verwijdert met een vochtige spons. Het effect is alleen nodig bij het solderen: het vernietigt de beschermende laag van de koperen basis.
Let op: de onderdelen tijdens het solderen en tijdelijk daarna moeten goed vast zitten, aangezien koperen leidingen alleen stationair gesoldeerd kunnen worden. De verbinding op de plaats van bevestiging van onderdelen moet strak en gelijkmatig zijn.
Het resultaat kan alleen worden gecontroleerd als er voldoende waterdruk in de pijpleiding is ingeschakeld, maar als het solderen goed is gegaan, neemt de betrouwbaarheid van de verbinding op geen enkele manier af door de watertemperatuur, mogelijke drukdalingen of van tijd tot tijd tijd
De verbinding op de plaats van bevestiging van de onderdelen moet strak en gelijkmatig zijn. Het resultaat kan alleen worden gecontroleerd als er voldoende waterdruk in de pijpleiding is ingeschakeld, maar als het solderen goed is gegaan, neemt de betrouwbaarheid van de verbinding op geen enkele manier af door de watertemperatuur, mogelijke drukdalingen of van tijd tot tijd tijd.
Koperen leidingen bevestigen met andere materialen
Er zijn verschillende belangrijke nuances verbonden aan de mogelijkheden om koperstructuren te verbinden met producten van andere metalen:
- Het bevestigen van koper en gegalvaniseerd staal kan de toestand van de gegalvaniseerde stalen pijpleiding nadelig beïnvloeden: chemische reacties tussen zink en koper leiden tot de vernietiging van de eerstgenoemde.
- Koperen bevestigingsmiddelen met staal, kunststof en messing zijn veilig en tasten metalen niet aan.
Daarom, als het nodig is om koperen en gegalvaniseerde buizen te bevestigen, kan dit alleen worden gedaan met behulp van een messing fitting en slechts in één richting: door de circulatie van water van de gegalvaniseerde buis naar de koperen buis.
Koperen buizen worden alleen met messing steekfittingen aan kunststof of stalen buizen bevestigd.De hoofdbevestiging van het systeem vindt plaats met behulp van de klemring en de klemmoer van de fitting: ze worden vastgeschroefd met het standaard aantal omwentelingen dat is aangegeven in de technische ondersteuning van de fitting, en ze moeten tijdens het gebruik periodiek worden gecontroleerd op mogelijke lekken of losmaken.
Mythen over koperen leidingen
Vanwege het gebrek aan gewoonte van koper als materiaal voor gas-, watervoorziening- en verwarmingssystemen, heeft de moderne huishoudelijke consument een zeker wantrouwen jegens dit metaal. Er zijn twee mythes:
- Koperen leidingen zijn gevaarlijk wanneer ze in contact komen met gechloreerd water. Natuurlijk oxideert koper, dat een reactie begint met chloorelementen, maar de film die in de pijpleiding verschijnt, beschermt daarentegen de pijpen tegen verschillende chemische acties en is absoluut veilig voor het menselijk lichaam.
- Koperen leidingen zijn duur en onpraktisch, ondanks de hoge kosten. De onpraktischheid wordt verklaard door de waarschijnlijke oxidatie van de buitenzijde van de leidingen, terwijl de binnenzijde van de koperen leidingen ook geoxideerd is, maar ze zijn volledig ongevoelig voor corrosie. De duurdere prijs van koperen leidingen wordt meer dan gedekt door de duurzaamheid van de materialen en het gemak van doe-het-zelf installatie.
Maar dergelijke mythen kunnen alleen worden vernietigd door jarenlange oefening. Het is niet voor niets dat dit metaal enkele eeuwen geleden in sanitaire systemen werd gebruikt, en tot nu toe heeft koper een welverdiende erkenning in Europese landen. Vanwege het installatiegemak en de kwaliteit van de materialen hebben koperen leidingen voor huishoudelijk sanitair meer de voorkeur en zullen ze zeker nieuwe bewonderaars vinden in ons land.





![Doe-het-zelf solderen van koperen leidingen [selectie van een toorts, video, tips]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Hoe kies je het juiste soldeer?
Correct geselecteerd soldeer zal helpen om zonder veel moeite een communicatiesysteem van enige complexiteit te organiseren. Als je thuis werkt, moet je een materiaal gebruiken dat smelt bij lage temperaturen.
Het gebruik van hardsmeltende elementen op hoge temperatuur in het dagelijks leven is problematisch, omdat de werkende legering moet worden verwarmd tot 600-900 graden. Om dit te bereiken zonder speciale apparatuur is best moeilijk.
Het solderen van voedselkoper kan worden uitgevoerd met speciaal soldeer dat geen giftige, giftige en agressieve elementen bevat die de gezondheid kunnen schaden
Het gebruik van metalen en hun derivaten die smelten bij hoge temperaturen gaat gepaard met enig risico. Tijdens de verwerking kunnen ze een dunwandige koperen buis beschadigen of zelfs verbranden.
Om dit te voorkomen, is het zinvol om een sterk, maar laagsmeltend zachtsoldeersel te nemen en de solide versie over te laten voor dikwandige kopercommunicatie.
Als er geen zware belastingen op het systeem worden verwacht, is het niet nodig om hardsoldeer te gebruiken, tenzij anders vereist. In de belangrijkste huishoudelijke complexen is zacht lichtgelegeerd soldeer voldoende om een betrouwbare verbinding tot stand te brengen.
Om koperen leidingen in gasnetwerken aan te sluiten, is het de moeite waard om zilverhoudend soldeer te kiezen. Ze bieden maximale verbindingssterkte, trillingsneutraliteit en hoge weerstand tegen externe en interne invloeden.
Het zal iets meer kosten om voor zilver te betalen, maar de veiligheid, betrouwbaarheid en duurzaamheid van het systeem zullen na verloop van tijd alle financiële kosten terugbetalen.
Krimpverbindingen onder hoge druk
Vooruitgang in bonding crimp technologie en in de ontwikkeling van o-ring materialen hebben het mogelijk gemaakt om bonding crimps toe te passen op hogedruksystemen. Hogedruksystemen vereisen echter iets andere persbekkenconfiguraties.
Het resultaat van de productie van het verbindende knooppunt met behulp van de 360º dubbele krimptechniek
Het lijmen van krimpverbindingen voor lagedruk-, proces- en niet-medische gecomprimeerde gasleidingen gebruiken een enkele standaard zeshoekige krimpvorm.
Hogere drukverlijming vereist het gebruik van speciaal ontworpen persfittingen en klembekken om een 360° dubbele krimp op de fitting te bieden.
Methode #4: Push-connect-verbinding
Een onderscheidend kenmerk van de push-in montagemethode is dat er geen extra gereedschap, branders, speciale stookgassen of elektriciteit nodig zijn voor de installatie. Insteekmontage wordt verzekerd door een geïntegreerde elastomeerafdichting en een roestvrijstalen grijpring.
Handig in alle opzichten en heel praktisch voor gebruik, de methode om het geheel te monteren door erop te drukken (push-connect)
Typische druk- en temperatuurbereiken voor push-in-assemblages worden weergegeven in de tabel:
| Montagetype: | Drukbereik, kPa | Temperatuurbereik, ºC |
| Insteekinvoer, D = 12,7 – 50,8 mm | 0 – 1375 | min 18 / plus 120 |
Er zijn twee veelvoorkomende typen fittingen voor dit type montage. Beide opties creëren sterke, betrouwbare knoopassemblages.Hoewel het ene type push-in fitting het mogelijk maakt om het samenstel na installatie gemakkelijk te verwijderen, bijvoorbeeld voor systeemonderhoud, ondersteunt het andere deze configuratie niet. Op dit moment verschillen de fittingen van elkaar.








Typen fittingen voor push-in-verbindingen: aan de linkerkant - een opvouwbaar ontwerp; rechts - niet-scheidbaar ontwerp
Alvorens de assemblage te monteren, is het vereist om alle voorbereidende procedures uit te voeren met de koperen buis, zoals hierboven al beschreven
Hierbij moet speciale aandacht worden besteed aan het reinigen van het afgeschuinde uiteinde van de koperen buis met schuurpapier, nylon schuurdoek of sanitaire doek. Deze acties zorgen voor de integriteit van de afdichtingspakking op het moment dat de koperen buis in het lichaam van de fitting wordt gestoken.
De montage omvat de uitvoering van een starre duwende, gelijktijdig draaiende beweging gericht in het lichaam van de fitting. De beweging van de koperen buis in de fitting wordt uitgevoerd totdat de koperen buis tegen de achterkant van de fittingbeker rust. Dit moment wordt meestal aangegeven door een eerder gemaakte markering van de insteekdiepte op het oppervlak van het koper.
Met behulp van informatie: Cooper