- Hoe te verbinden?
- gelaste verbinding
- Aansluiting van polypropyleen buizen met metaal-kunststof opties
- Anatomie van polypropyleen buizen
- PP-materiaalclassificatie:
- Hoe ziet de markering eruit?
- Uiterlijk en interne structuur
- Soorten PP-buizen en decodering van markeringen
- Classificatie van polypropyleen buizen
- Installatie
- Metaal-kunststof buizen - technische kenmerken:
- Toepassingen - dekking door technische kenmerken:
- Polypropyleen buisaansluittechniek
- Met het gebruik van lassen
- "Koude" manier
- Lijm optie:
- Markering
- Methoden voor het verbinden van buizen van polypropyleen
- Draadfittingen
- Diffusielassen:
- Lassen met elektrische hulpstukken
- stomplassen
- Koud lassen
- Lijm verbinding
- Flens toepassing:
- Solderen met soldeertape
- Over numerieke en alfabetische tekens bij markering
- Nominale druk:
- Bedrijfsklasse
- Dimensies
Hoe te verbinden?
In het geval dat u een polypropyleen buis op een metalen buis moet aansluiten, kunt u de schroefdraadverbindingsmethode gebruiken. Om dit te doen, hebt u speciale fittingen nodig, waarvan het ene uiteinde glad is en het andere uiteinde is voorzien van schroefdraad voor een metalen buis. Bij dit type aansluiting mag de diameter van de leiding niet groter zijn dan 40 mm.
De schroefdraad op de fitting kan zowel uitwendig als inwendig zijn.Voor het lassen van een kunststof buis is een glad oppervlak aan de achterzijde nodig. Voor de dichtheid wordt voornamelijk linnen touw geïmpregneerd met drogende olie gebruikt.
De volgorde van acties voor de montagemethode met schroefdraad:
- een pijp wordt in een rechte hoek gesneden, het uiteinde wordt gesmeerd met vet en vervolgens wordt een draad aangebracht met behulp van een draadsnijgereedschap;
- verwijder alle spanen van de schroefdraad en sluit de verbinding af met een sleeptouw;
- een fitting wordt op de pijpdraad geschroefd;
- het tegenoverliggende gladde uiteinde van de koppeling is aan de polypropyleen buis gelast.
Het is mogelijk om polypropyleen buizen zowel door lassen als door koude methode aan te sluiten. De eerste optie heeft de voorkeur, omdat deze als de meest betrouwbare en duurzame wordt beschouwd.


gelaste verbinding
Vóór het lassen moeten polypropyleen buizen en fittingen daarvoor worden behandeld met een ontvettingsoplossing en vervolgens drogen - pas na deze procedure kunt u direct doorgaan met lassen. Soortgelijke voorbereidende werkzaamheden zijn nodig voor elk type PP-buis, met uitzondering van die versterkt met folie. Voor een versterkte buis wordt de snede schoongemaakt met een speciaal reinigingsgereedschap (scheerapparaat), waarin het gewenste uiteinde van de buis meerdere keren wordt ingebracht en gedraaid. Na het strippen moet het bovenste deel van de buis worden ontvet.


Het is noodzakelijk om met een markering een markering op de buis aan te brengen, waarbij u de gewenste afstand noteert om deze in de fitting te drukken. Vervolgens moet het uiteinde van de buis op de doorn worden geplaatst en moet de fitting in de huls van de lasmachine worden gestoken. Alle handelingen moeten zeer snel en duidelijk worden uitgevoerd. Daarna worden de aangesloten elementen gedurende een strikt toegewezen tijd verwarmd.
Nadat de te lassen elementen zijn gesmolten, moeten ze uit de mondstukken worden verwijderd en moet de buis snel in de fitting worden gedrukt.Voor de verbinding zijn enige krachten nodig, aangezien de te lassen elementen stevig moeten worden aangedrukt en een tijdje in deze positie moeten worden gehouden. Het is niet de moeite waard om de verbindingselementen langer dan 20 seconden vast te klemmen, omdat deze tijd voldoende is om ze stevig vast te pakken. Laat het na het aansluiten een paar minuten afkoelen.


Aansluiting van polypropyleen buizen met metaal-kunststof opties
In dit geval wordt een koppelingsmethode als een betrouwbare verbindingsmethode beschouwd. Voor installatie heeft u bovendien twee verstelbare sleutels, afdichtmiddel en sleep nodig.
De volgorde van acties bij het aansluiten van een polypropyleen en metalen kunststof buis:
- het afneembare element wordt in twee delen gedemonteerd;
- op het deel met een uitwendige draad, moet u de kabel opwinden en bedekken met siliconenkit;
- sleep wordt ook op de tweede fitting gewikkeld en alles wordt gesmeerd met siliconen;
- delen van de verbinding moeten eerst met de hand in elkaar worden gedraaid en vervolgens met een verstelbare sleutel worden vastgehouden.
Anatomie van polypropyleen buizen
De meeste polypropyleen (PP) buizen zijn alleen op het eerste gezicht hetzelfde. Een meer gedetailleerd onderzoek ervan zal het mogelijk maken om verschillen in materiaaldichtheid, interne structuur en wanddikte op te merken. De omvang van leidingen en de kenmerken van hun installatie zijn afhankelijk van deze factoren.
PP-materiaalclassificatie:
De kwaliteit van de gelaste polypropyleennaad en de prestaties van de buizen worden grotendeels bepaald door de fabricagetechnologie van de PP.
Er zijn dergelijke soorten onderdelen, gebaseerd op het materiaal van hun fabricage:
- PRN. Enkellaagse producten gemaakt van homopolypropyleen. Worden toegepast in industriële pijpleidingen en systemen van koudwatervoorziening.
- RRV. Enkellaagse producten gemaakt van PP-blokcopolymeer.Worden toegepast bij installatie van vloerverwarmingsnetwerken en koude leidingen.
- PPR. Enkellaagse producten gemaakt van willekeurig PP-copolymeer. Worden toegepast in systemen voor watervoorziening en woningverwarming met watertemperaturen tot +70 °C.
- P.S. Vlamvertragende type buizen met een bedrijfstemperatuur tot +95 °С.
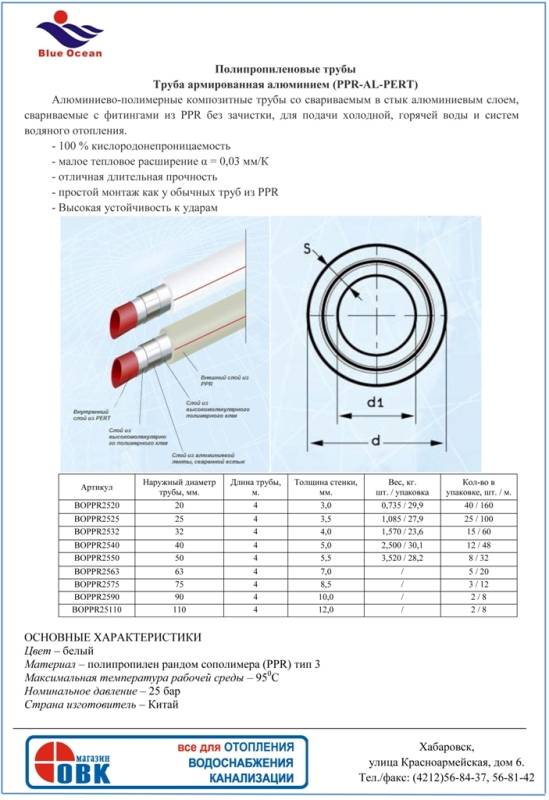
Er zijn ook meerlaagse versterkte delen gemaakt van PP.
Bij verwarming tot 80 graden worden versterkte PP-buizen met 2-2,5 mm / m verlengd en gewone enkellaagse buizen - met 12 mm / m
Ze hebben een extra interne aluminium schaal, die de thermische verlenging drastisch vermindert, wat de installatie van de bedrading en de operationele veiligheid vergemakkelijkt.
Het nadeel van deze producten is de noodzaak om de bovenste polymeerlaag en aluminium te verwijderen voordat wordt gesoldeerd tot de penetratiediepte van de buis in de fitting.
We hebben de soorten PP-buizen in meer detail onderzocht op basis van het fabricagemateriaal en de fittingen in ons andere artikel.
Hoe ziet de markering eruit?
De benodigde buizen en hulpstukken voor kunststof bedrading in de bouwmarkt kiest u zelf. U hoeft alleen de etiketteringsconventies te kennen.






De indicatoren kunnen in een andere volgorde en in een vreemde taal staan, maar winkelmanagers moeten enige decodering kennen
Om de reikwijdte van polypropyleenproducten te bepalen, is de belangrijkste indicator PN. Dit is een indicator van de nominale druk in kgf / cm2 (1 kgf / cm2 \u003d 0,967 atmosfeer), waarbij de levensduur niet verandert. De basistemperatuur van het koelmiddel wordt in de berekening verondersteld 20 °C te zijn.
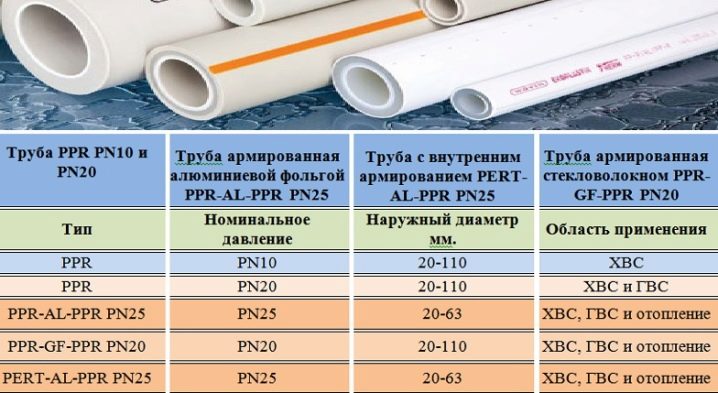
In de huishoudelijke sector worden 4 hoofdtypen PP-buizen met verschillende PN-indicatoren gebruikt:
- PN10 - voor koudwatervoorziening;
- PN16 - voor koud en voor warm water;
- PN20 - voor warmwater- en verwarmingssystemen;
- PN25 - voor verwarmingssystemen, met name het centrale type.
Producten met PN25 hebben vaak een grote lineaire lengte, waardoor ze bijna altijd versterkt zijn met aluminiumfolie of sterk glasvezel voor minder uitzetting bij verhitting. We raden u aan om de markering van PP-buizen voor verwarming nader te bekijken.
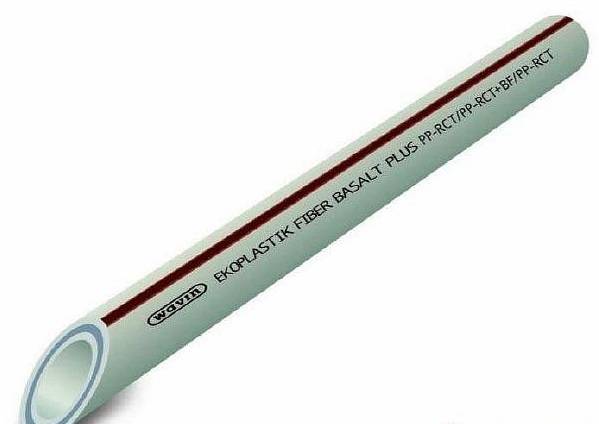
Uiterlijk en interne structuur
Hoogwaardige PP-buizen hebben een perfect ronde vorm op de snede. De dikte van de wanden en het wapeningsmateriaal moeten over de gehele omtrek gelijk zijn, er mogen geen breuken in aluminium of glasvezel zijn.
Om de bovenste laag plastic en folie op versterkte buizen te trimmen, moet u een speciaal gereedschap kopen - een scheerapparaat. Het is goedkoop en eenvoudig te bedienen!
De versterkte buis bestaat traditioneel uit drie lagen: binnen- en buitenpolypropyleen en medium aluminium of glasvezel. Buisoppervlakken moeten glad zijn, zonder doorbuigingen en uitsparingen.
De kleur van het materiaal kan groen, wit of grijs zijn, maar de kwaliteit en eigenschappen van de buizen zijn hier helemaal niet van afhankelijk.
Soorten PP-buizen en decodering van markeringen
Fabrikanten produceren verschillende soorten polypropyleen buizen, die verschillen in wanddikte en de aanwezigheid van een extra versterkende laag aluminiumfolie of glasvezel.
Elk type product heeft gestandaardiseerde externe en interne afmetingen van verschillende diameters, het doel en de juiste markering.
De belangrijkste technische kenmerken zijn de bedrijfstemperatuur van het koelmiddel en de nominale inwendige druk in de leiding. De levensduur van de pijpleiding is rechtstreeks afhankelijk van deze parameters.
Markering omvat:
- letters "PN" - aanduiding van nominale druk;
- de cijfers "10, 16, 20, 25" - ze komen overeen met de waarde van de nominale werkdruk in atmosferen (kgf / sq.cm).
Classificatie van polypropyleen buizen
| Type pijp | Kenmerken en doel | Maximaal werktemperatuur | Nominale werkdruk: |
|---|---|---|---|
| PN10 | Dunwandig, voor koud water en vloerverwarming | tot 20°С tot 45°С (voor vloeren) | 10.2 atm. (1 MPa) |
| PN16 | Universeel, voor koud- en warmwatervoorziening | tot 60°С | 16,3 atm. (1,6 MPa) |
| PN20 | Universeel, voor koud- en warmwatervoorziening | tot 95°С | 20,4 atm. (2 MPa) |
| PN25 | Versterkt, voor warmwatervoorziening en verwarmingssystemen | tot 95°С | 25,5 atm. (2,5 MPa) |
Pijpen zijn verkrijgbaar in vier kleuren
Voor- en nadelen van het Leningradka-verwarmingssysteem. Waarom het onwenselijk is om het in gebouwen met meerdere verdiepingen te gebruiken, welk bedradingsschema te kiezen voor een huis met één verdieping.
Voorbeelden van de implementatie van een tweepijpsverwarmingssysteem, afhankelijk van de bewegingsrichting van het koelmiddel: doodlopende, directe stroom, natuurlijke en geforceerde circulatie.
Installatie
Het solderen van riool en het verwarmen van polypropyleen buizen RVC is niet moeilijker dan alle andere kunststof buizen. Er zijn bepaalde regels volgens welke u het systeem moet aansluiten. Stapsgewijze instructies voor het monteren van een rioolframe:
Om te beginnen, moet u een tool voorbereiden. Dit is een lasapparaat voor polypropyleenverbindingen (inverter of handsoldeerbout), pijpsnijders, verbindingen (Amerikaanse fitting, pakkingen, fitting, enz.);
De eerste stap is het opschonen van de verbindingen. De pijpsnijder wordt tegen het gewenste communicatiegedeelte gedrukt en op de gewenste afmetingen gesneden
Houd er rekening mee dat, afhankelijk van hoe u de verbindingen gaat solderen, u mogelijk de ene kant moet afsnijden en schoonmaken en aan de andere kant draad moet maken;
Nadat u een afschuining moet maken, wordt deze gemaakt in een hoek van 15 graden;
Om de leidingen gelijkmatig met elkaar te verbinden, wordt een trimmer gebruikt. Voordat u communicatie gaat solderen, moet u ervoor zorgen dat deze loodrecht op de vloer staat.
Om dit te doen, moet je ze in de centralizer installeren en verbinding maken;
Er wordt gelast bij een bepaalde temperatuur. Veel fabrikanten van kunststoflassen geven in de instructies aan welke temperatuur optimaal zal zijn;
Het duurt een bepaalde tijd om polypropyleen buizen te lassen voordat diffusie plaatsvindt, maar tegelijkertijd raakt het plastic niet oververhit. Nadat het warm is, wordt het in een bankschroef gelaten om af te koelen.
De verwarmingstechnologie van polypropyleen buizen kan verschillen, afhankelijk van hun doel. Soms zijn er mondstukken op de apparatuur gemonteerd, bijvoorbeeld elektrische koppelingen. Ze helpen de verbinding op het juiste punt te verwarmen, zonder andere delen van het vaartuig aan te raken.

Installatie van polypropyleen buizen
Het is dus mogelijk om niet alleen een zelfgemaakte installatie uit te voeren, maar ook om gebarsten leidingen te repareren of om systeemdrukverlaging te elimineren. Vervolgens wordt het lassen of solderen van versterkte polypropyleen buizen uitgevoerd met behulp van speciale afdichtingsmiddelen.
Metaal-kunststof buizen - technische kenmerken:
- buitendiameter 16-63 mm;
- wanddikte 2-3 mm;
- aluminium laagdikte 0,19-0,3 mm;
- het gewicht is afhankelijk van de diameter, bijvoorbeeld een meter van een metalen kunststof buis met een diameter van 16 mm weegt 105 gram, en als de diameter 63 mm is, dan is het gewicht van een meter 1224 gram;
Metaal-kunststof buizen zijn bestand tegen druk:
- werkdruk 10 bar (bij 95 °C);
- werkdruk 25 bar (bij 25 °C);
- barstdruk 80 - 94 bar (bij 20 °C);
Metaal-kunststof buizen zijn bestand tegen temperaturen:
- constante belasting +95°С;
- kortstondige belasting — tot +110°С;
- bij een temperatuur van -40 ° C bevriezen;
- bij handmatig buigen is de minimale buigradius 80-125 mm (afhankelijk van de buitendiameter);
- bij het buigen met een pijpenbuiger - 45-95 mm (afhankelijk van de diameter);
- lineaire uitzettingscoëfficiënt 1/°C - 0,26 x 10-4;
- thermische geleidbaarheid van metalen kunststof buizen (de hoeveelheid warmte die het materiaal een vierkante meter per seconde kan passeren) W / m * K - 0,43;
- zuurstofdiffusie 0 g/m3 (laat geen lucht door);
- levensduur: a) 25 jaar bij 95°C; b) 50 jaar bij 20°C;
- doorvoer is 1,3 keer hoger dan die van staal.
De voordelen van buizen van metaal-kunststof
Voor iedereen die besluit dit materiaal te kopen, zijn prestatiekenmerken veel belangrijker dan technische. Eerst de pluspunten:
- ecologische reinheid;
- weerstand tegen de vorming van roest, stenen of andere afzettingen;
- het vermogen om een nieuw verworven vorm te behouden na het buigen;
- de mogelijkheid van profilering om de structurele elementen van het gebouw te wikkelen;
- eenvoudige en snelle montage waarvoor niet veel gereedschap nodig is;
- minimaal afval;
- flexibiliteit stelt u in staat om te besparen op verbindingselementen;
- lage weerstand tegen vloeistofstroom door de afwezigheid van ruwheid;
- compatibiliteit met andere materialen;
- lichtgewicht voor gemakkelijk transport;
- hoge niveaus van geluidsisolatie;
- antistatisch;
- weerstand tegen condensaat en bevriezing (metaal-kunststof is bestand tegen drievoudige bevriezing);
- verander de kwaliteit van de getransporteerde vloeistof niet;
- hoge onderhoudbaarheid;
- esthetische uitstraling zonder schilderen.
Alle voordelen van metaal-kunststof buizen worden verkregen door het unieke ontwerp. De binnenste polyethyleen laag maakt het mogelijk om het product te buigen. Aluminium zorgt voor stevigheid en voorkomt diffusie van zuurstof. De afwezigheid van zuurstof voorkomt roestvorming in ketels en radiatoren.





Gebreken
Bij het kiezen en kopen van metalen kunststof buizen zijn negatieve eigenschappen net zo belangrijk om te overwegen als positieve:
- met een verborgen pijpleiding kunnen geen schroefdraadfittingen worden gebruikt;
- metaal-plastic tolereert geen ultraviolette stralen;
- bij bevriezing met water zal het systeem zeker barsten, hoewel ze geschikt zijn voor het installeren van een externe pijpleiding. In dit geval is hoogwaardige isolatie noodzakelijk.
Metaal-kunststof buizen worden geleverd in baaien. De lengte van de leiding in de baai varieert van 50 tot 200 meter. U kunt elke lengte kopen, vanaf een meter.
Toepassingen - dekking door technische kenmerken:
- interne systemen voor koud- en warmwatervoorziening, verwarming van appartementen, huizen en huisjes;
- vloerverwarmingen, sportterreinen, zwembaden;
- transport van gasvormige en vloeibare stoffen (inclusief bijtende en giftige) in industrie, landbouw en transport;
- toevoer van perslucht;
- airconditioning systemen;
- bescherming van elektrische draden en kabels;
- bouw en reparatie van rivier- en zeeschepen, treinwagons;
- systemen van irrigatie, irrigatie, het verzamelen van water uit putten en putten.
Een voldoende lange levensduur en een optimale verhouding tussen kosten en kwaliteit hebben ervoor gezorgd dat metaal-kunststof buizen een succesvol alternatief zijn voor metalen en kunststof producten. Metaal-kunststof combineerde immers de positieve eigenschappen van beide materialen.
Bij het maken van sanitair en verwarmingssystemen in woongebouwen worden steeds vaker metalen kunststof buizen gebruikt.
Om de juiste keuze te maken, is het echter belangrijk om niet alleen de kenmerken van de constructie en werking van buizen bestaande uit een composietmateriaal te kennen, maar ook de voor- en nadelen van deze producten.
Polypropyleen buisaansluittechniek
Het koppelen en aansluiten van polypropyleen buizen kan worden uitgevoerd door hun uiteinden bloot te stellen aan hoge temperaturen, door verbindingsfittingen te installeren of door te lijmen.
Het apparaat voor het lassen van polymeerproducten kan worden gehuurd bij het constructiecentrum
Met het gebruik van lassen
Het is onmogelijk om polypropyleen buizen met uw eigen handen aan te sluiten zonder het zogenaamde "ijzer" - een lasmachine die op het lichtnet werkt.
Zonder de nodige vaardigheden om met het apparaat te werken, is het de moeite waard om te oefenen voordat u basismanipulaties uitvoert. Met proefdokken kan de drukkracht worden bepaald en de optimale houdperiode worden 'gevangen'. Daarom moeten materialen met een kleine marge worden gekocht.
- Op plaatsen waar in de toekomst wordt aangekoppeld, worden sneden in de pijpen gemaakt, de uiteinden worden zorgvuldig schoongemaakt. Aan de uiteinden zijn met een markering markeringen aangebracht die de diepte van onderdompeling van de uiteinden in het verwarmingsapparaat aangeven. De soldeerbout zelf wordt verwarmd tot 270°C.
- De uiteinden van de pijpen en de verbindingselementen worden strikt loodrecht op de mondstukken van een hete soldeerbout geplaatst.
- Na 10-15 seconden te hebben vastgehouden aan het smelten, worden de verwarmde elementen uit de mondstukken verwijderd en met elkaar verbonden, waarbij ze lichtjes naar beneden worden gedrukt, maar niet draaien.
- De gekoppelde delen worden enkele minuten in een vaste positie gelaten totdat ze volledig zijn afgekoeld.
Als alles correct is gedaan, wordt een monolithische verbinding gevormd op de plaats van solderen zonder depressies en "verzakking".
Het installatieproces wordt duidelijk weergegeven in de video:
Bij het lassen van buizen met een diameter van meer dan 40 mm wordt mofsolderen toegepast. Maar het is beter om dit werk toe te vertrouwen aan een specialist die de fijne kneepjes van het proces kent en professionele apparatuur heeft.
Tip: Om sterke knopen te maken, worden de elementen van binnenuit verwarmd en de leidingen van buitenaf. Bij het samenvoegen van verwarmde delen langs het binnenoppervlak van de pijpen, kan zich een kleine knobbel vormen, waardoor de doorlaatbaarheid van de pijp wordt verminderd. Dit kan worden voorkomen door de constructie op te blazen.
"Koude" manier
Deze methode omvat het gebruik van knelfittingen. Om polypropyleen buizen met fittingen te verbinden, is naast de hoofdelementen alleen een krimpsleutel nodig.
De dichtheid wordt bereikt door de rubberen afdichting, die met deze sleutel wordt vastgeklemd.
- Controleer na het maken van sneden aan de uiteinden de loodrechtheid van de rand. Met behulp van een fijnkorrelige huid of een draadwashandje worden de uiteinden van bramen ontdaan.
- Een wartelmoer wordt op het uiteinde van de buis geplaatst en deze met een draad naar de fitting geleid. Daarna wordt een compressiering aangebracht, die met een lange afschuining op de fitting wordt geplaatst.
- Aan het voorbereide uiteinde wordt een fitting geregen en deze helemaal tegen het binnenoppervlak van de socket gestoken.
- Draai de wartelmoer vast, controleer het systeem op lekkage.
Als er tijdens het proefdraaien van water een lek wordt gedetecteerd, worden alle verbindingen afgedicht en wordt de verbinding vastgedraaid.
Lijm optie:
In tegenstelling tot de lasmethode, waarbij blootstelling aan hete warmte gepaard gaat, wordt het lijmen van polypropyleen buizen in een koude modus uitgevoerd. De methode is gebaseerd op het oplossen van het buitenoppervlak van plastic elementen onder invloed van chemische verbindingen.






Lijm wordt alleen aangebracht op vooraf gereinigde en ontvette uiteinden
De sleutel tot de sterkte van de verbindingen is de juiste keuze van de samenstelling. Bij de vervaardiging van lijmsamenstellingen voegen fabrikanten stoffen toe die fungeren als een onderdeel van polymeerbuizen. Daarom is het bij het kiezen van een lijm de moeite waard om de voorkeur te geven aan composities die zijn ontworpen om met polypropyleenproducten te werken.
De compositie wordt in een dunne laag aangebracht, waarna de onderdelen worden gedokt en gedurende 10 seconden in een stationaire positie worden gefixeerd.
De dichtheid van de verbindingen van de gelijmde elementen wordt na 15-20 minuten gecontroleerd en de sterktetest van de pijpleiding is na een dag.
- Volgorechensk pijpenfabriek (Gazpromtrubinvest)
- Izhora pijpenfabriek (ITZ)
- Koninklijke Pijpwerken (KTZ)
- Tsjeljabinsk pijpisolatie-installatie (ChZIT)
- Kstovo pijpinstallatie
Bedrijf toevoegen
- Berekeningen voor de leidingdoorbuiging voeren wij zelfstandig uit
- Kenmerken van inbrengen in gasleidingen
- Omgaan met condensaat uit schoorstenen
- Manieren om lekkende leidingen onder druk te repareren
- Hoe maak je met je eigen handen een schimmel op een schoorsteenpijp
TrubSovet .ru We weten alles over pijpen
2015-2017 Alle rechten voorbehouden
Als u materiaal van de site kopieert, plaats dan een teruglink naar
Markering
Om de kenmerken te achterhalen van het materiaal waaruit de buizen zijn gemaakt, moet u kijken naar de markeringen waarmee ze zijn gemarkeerd.De letterindex ontcijferen:
- PP is de aanduiding van gewoon polypropyleen;
- PP-R - willekeurig polypropyleenpolymeer;
- PP-RC - aanduiding van type 3 willekeurig copolymeer;
- PP-RCT is een willekeurig copolymeer van het verbeterde type.
Industriële pijpleidingen, landbouwsystemen zijn gemaakt van PP-RC-buizen.
Markering op kenmerken:
- PN10 is de aanduiding van onderdelen die bestand zijn tegen een druk tot 10 atmosfeer. De maximaal toegestane temperatuur is 45 graden. Dergelijk materiaal is geschikt voor de vervaardiging van koudwaterleidingen.
- PN16 - de druk van een vloeistof of gas kan oplopen tot 16 atmosfeer. Temperatuurregime - tot 60 graden. Geschikt voor montage van vloerverwarmingssystemen.
- PN20 - bestand tegen een druk tot 20 atmosfeer. Toegestane temperatuur - 95 graden. Centrale verwarmingsleidingen zijn gemaakt van dergelijke elementen.
- PN25 - bestaat uit kunststof met een laag aluminium of glasvezel. Bestand tegen druk tot 25 atmosfeer en temperatuur - 95 graden.
Bij de vervaardiging van een pijpleiding voor warm- en koudwatervoorziening of een verwarmingscircuit worden vaker producten met de aanduiding PN25 gebruikt.
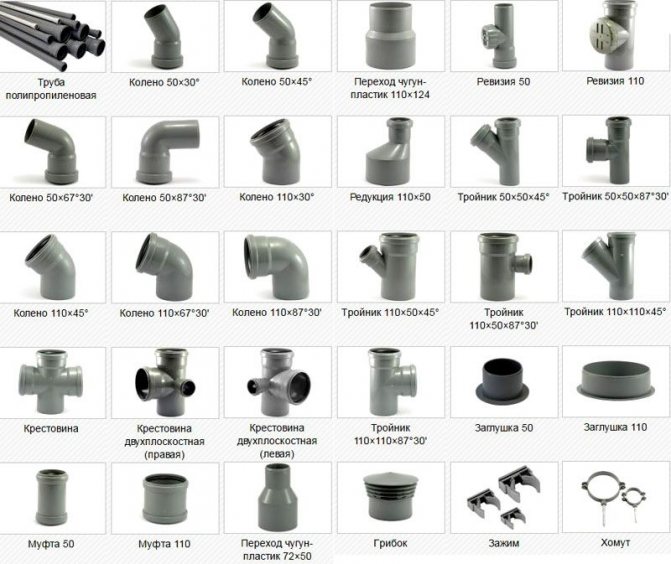
Methoden voor het verbinden van buizen van polypropyleen
De keuze van de docking-methode hangt af van wat voor soort verbinding we willen krijgen - afneembaar of niet. De beslissing kan worden beïnvloed door de aanwezigheid van een speciaal gereedschap en werkvaardigheden. Overweeg de meest gebruikte methoden.
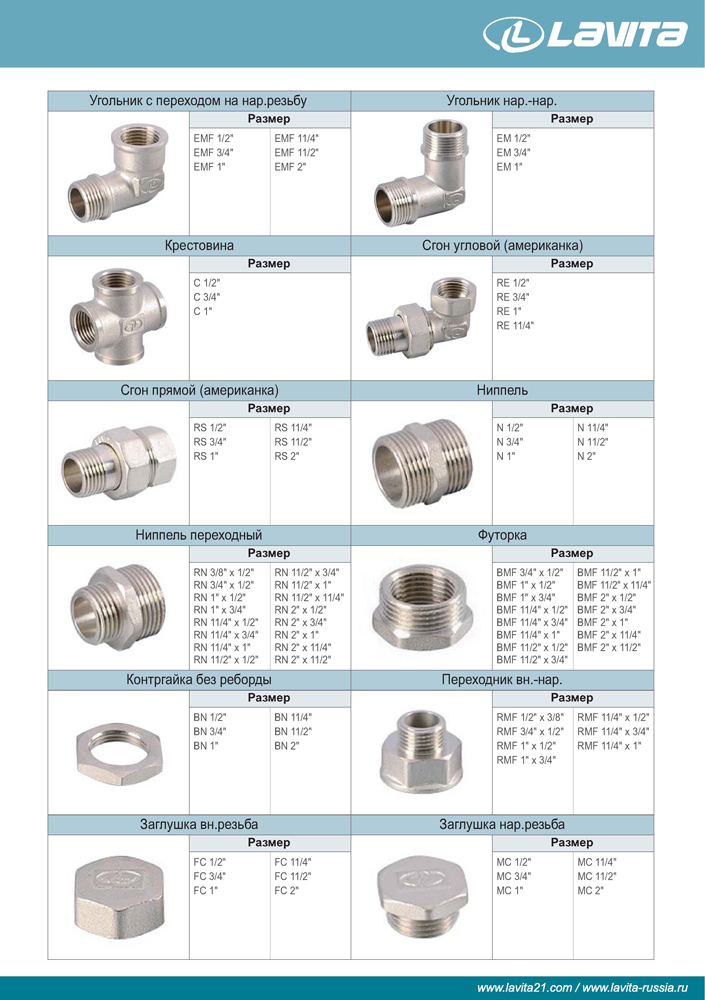
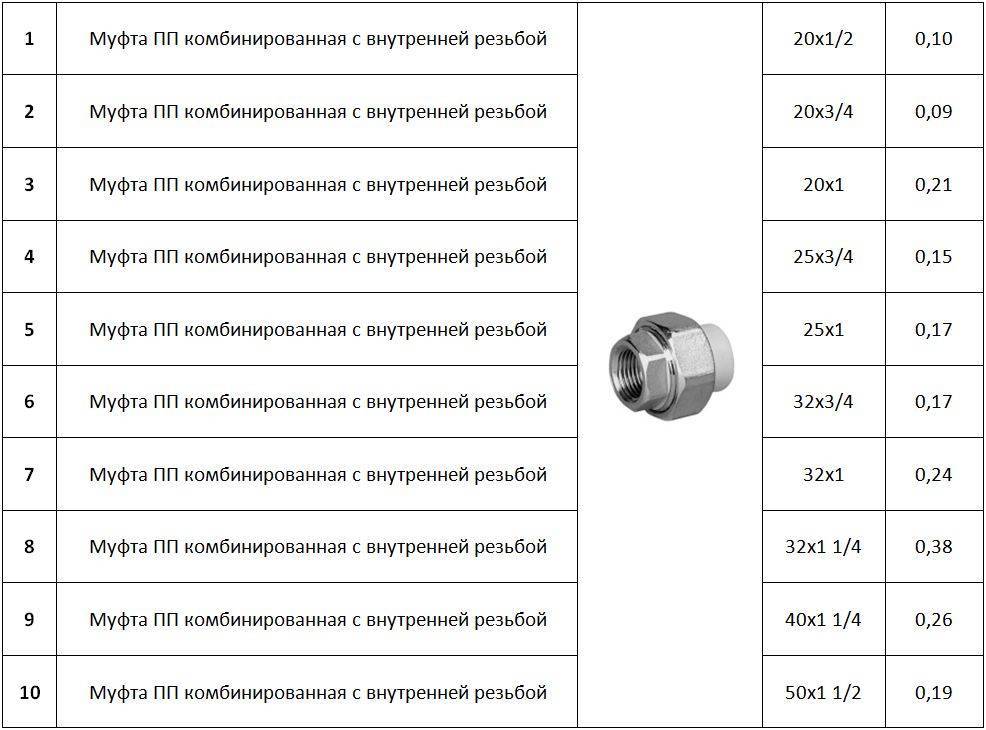
Draadfittingen
Als u nadenkt over het maken van een afneembare verbinding van polypropyleen buizen, gebruik dan schroefdraadfittingen. Werken met dergelijke fittingen wordt als de eenvoudigste beschouwd en stelt u in staat een goed resultaat te bereiken.
Draadfittingen zijn een combinatie van metaal en kunststof.Het kunststof deel wordt door middel van een kunststof huls aan het polypropyleen bevestigd door middel van lassen of solderen. Het tweede uiteinde van het element is gemaakt van metaal, het is van schroefdraad voorzien, waardoor het is bevestigd aan een ander stuk pijp of sanitair.
Voor werk heb je nodig:
- Benodigde fittingen.
- gas sleutel.
- Cap koppeling en sleutel voor de installatie.
- Afdichtmiddel.
Om lekken op de bevestigingspunten van schroefdraadfittingen te voorkomen, worden vlasvezels, fum-tape op de draad gewikkeld. Schroefdraadfittingen worden geïnstalleerd bij het verbinden van kunststof buizen met metalen buizen.
Diffusielassen:
Dit type stuiklassen, verkregen door het smelten van het materiaal van de onderdelen en de diffuse wederzijdse penetratie van moleculen. Geschikt voor verbindingsdiameters van 16 tot 40 mm. Daarnaast wordt er gebruik gemaakt van een sleeve, deze zorgt voor een laag kunststof om een naad te verkrijgen. Voor dikwandige buizen wordt diffuus stuiklassen gebruikt.
Lassen met elektrische hulpstukken
Een elektrische fitting is een connector gemaakt van polypropyleen, in zijn ontwerp heeft het een metalen verwarming, waarvan de contacten naar buiten worden gebracht.
Nadat de fitting op de buis is geplaatst, worden de metalen contacten aan het apparaat bevestigd, het element wordt verwarmd en de fitting erdoorheen.
stomplassen
Gebaseerd op het optreden van diffusie tijdens verhitting van polypropyleen. Om te werken, hebt u een schijfeenheid nodig die is uitgerust met een centreerinrichting om de uitlijning van de leidingen te garanderen. Het wordt uitgevoerd voor het lassen van segmenten met een diameter van meer dan 60 mm met een wand van 4 mm.




De technologie van werk omvat operaties:
- De pijpverbindingen worden gelijktijdig met een schijfsoldeerbout tot de gewenste temperatuur verwarmd.
- Druk de uiteinden van de pijpen tegen elkaar, zorg ervoor dat hun assen samenvallen, er is geen scheeftrekking.
- Weerstaan totdat het materiaal afkoelt.
Elk lasapparaat wordt geleverd met een instructie, waarin tabellen staan met de opwarm- en afkoeltijden voor een bepaalde wanddikte. Dikwandige buizen zorgen voor een betrouwbare naad. Dergelijke pijpleidingen kunnen in de grond worden begraven, ingebed in de muur.
Koud lassen
Het wordt uitgevoerd wanneer het materiaal wordt gesmolten door de chemische werking van de lijm. Het wordt aangebracht op de verbonden gebieden, ingedrukt en gedurende 10-15 minuten vastgehouden. Na stabilisatie van de stof verkrijgen we een afgedichte voeg. De sterkte van de verbinding is laag. Het wordt gebruikt in pijpleidingen voor het leveren van vloeistof voor koeling en andere verbindingen, lage verantwoordelijkheid.
Lijm verbinding
Een dunne laag lijm wordt op het gereinigde oppervlak aangebracht, de onderdelen worden stevig tegen elkaar gedrukt en gedurende 10 seconden vastgehouden. Het gewricht bereikt zijn hoogste sterkte in een dag
Het is belangrijk om de juiste lijmsamenstelling te kiezen, deze moet zijn ontworpen voor polypropyleen
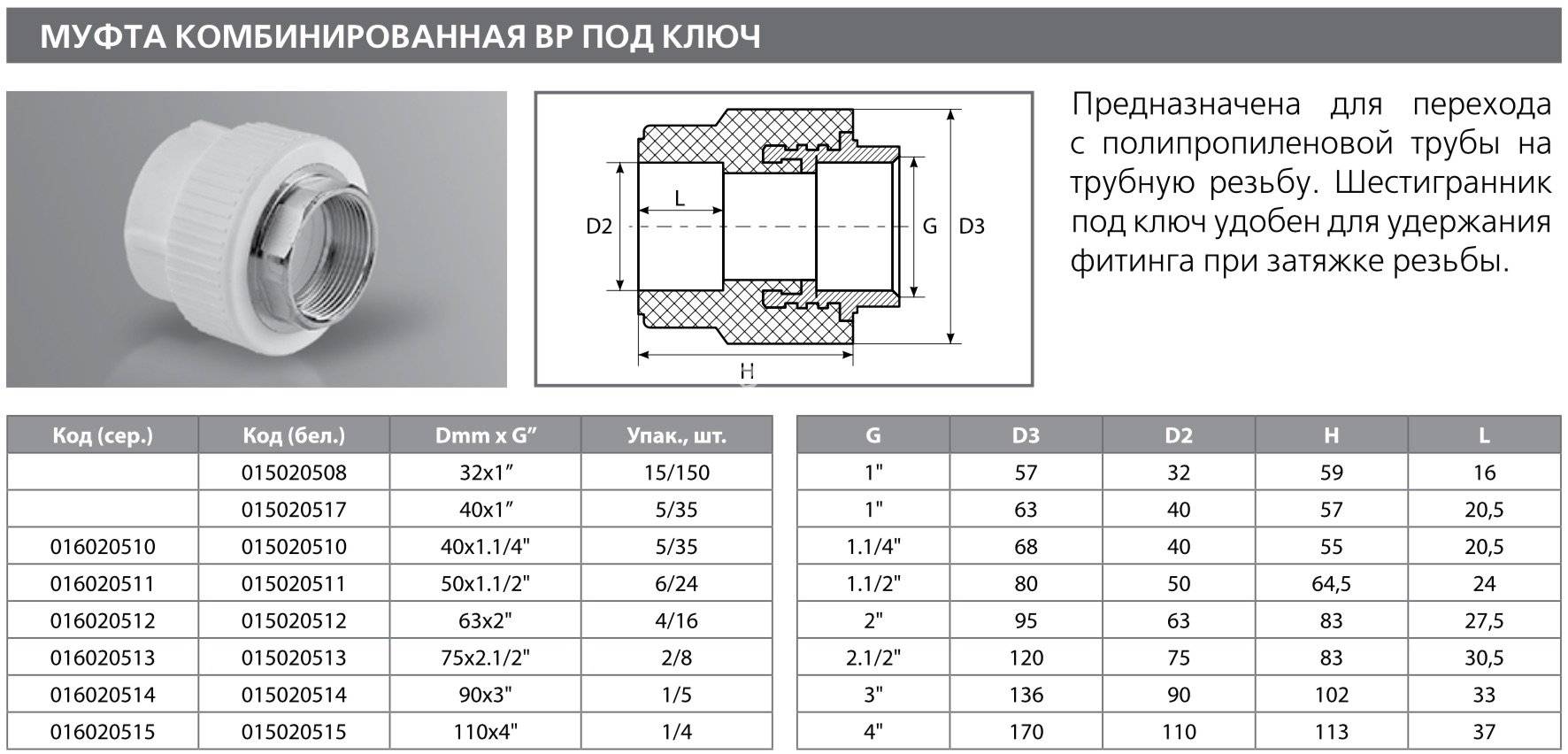
Flens toepassing:
Flenzen worden gebruikt wanneer buizen van verschillende materialen worden samengevoegd, bijvoorbeeld polyethyleen met polypropyleen. Voor de dichtheid worden rubberen afdichtingen gebruikt.
Solderen met soldeertape
Met behulp van een soldeertape kunt u de elementen verbinden zonder een soldeerbout, wat het werk aanzienlijk vereenvoudigt. Het algoritme van acties is als volgt:
- We reinigen de oppervlakken van onderdelen, ontvetten.
- We wikkelen de soldeerplaats in met tape.
- We verwarmen de plaats waar de tape wordt aangebracht totdat deze smelt.
- We zetten het samengevoegde deel op.
- We wachten tot het gewricht is afgekoeld.
- Verwijder overtollig soldeer.
We krijgen een betrouwbare verzegelde verbinding. Deze methode wordt gebruikt voor het solderen van kleine pijpen.
Met wat sanitaire vaardigheden kunt u de installatie van een intern sanitair of verwarmingssysteem met uw eigen handen doen. Om een goed resultaat te krijgen, moet u de instructies en aanbevelingen van specialisten lezen. De keuze van het gereedschap, de naleving van de technologie van het werk zal dienen als een garantie voor het verkrijgen van hoogwaardige reparaties.
Fouten bij het lassen van polypropyleen buizen:
Over numerieke en alfabetische tekens bij markering
Op dit materiaal worden veel letters en cijfers toegepast. Fabrikanten openen meestal officiële websites, waar onder andere informatie op het etiket staat en de informatie die daarop wordt vermeld. Maar het is het beste om deze uitleg te vertalen in een taal die iedereen kan begrijpen.
Druk. De meeteenheid is kg\cm2. Aangewezen als PN. Geeft aan hoe lang de leiding normaal heeft gewerkt met behoud van bepaalde kenmerken.
Hoe dikker de muur, hoe hoger deze indicator waarschijnlijk zal zijn. Ze produceren bijvoorbeeld kwaliteiten PN20, PN25. Dergelijke opties zijn nodig voor het leveren van warm water, verwarmingssystemen.
Soms worden ook rode of blauwe strepen aangebracht. Zo wordt duidelijk voor welk soort waterleidingen in de toekomst bestemd zijn.
De markering van polypropyleen buizen voor verwarming omvat gegevens met betrekking tot materialen en structuur. Er worden grote tabellen samengesteld om deze parameter te beschrijven. Maar het is voldoende om op de hoogte te zijn van de basisaanduidingen om de juiste installatie van verwarming in een gewoon gebouw uit te voeren.
- Al-aluminium.
- PEX is de aanduiding voor vernet polyethyleen.
- PP-RP. Het is hogedrukpolypropyleen.
- PP - Veel voorkomende variëteiten van polypropyleen materiaal.
- HI - brandwerende producten.
- TI is een thermisch geïsoleerde uitvoering.
- M - aanduiding van meerlaags.
- S - icoon voor enkellaagse structuren.
De markering van polypropyleen buizen voor watervoorziening kan ook gegevens aangeven met betrekking tot:
- De aan- of afwezigheid van certificaten.
- Vrijgegeven batchnummers, serieaanduiding en tijd, enzovoort. Dergelijke aanduidingen kunnen uit 15 tekens of meer bestaan.
- Fabrikanten.
- Wanddiktes en secties.
Dankzij deze informatie zal elke koper zelf een materiaal voor watervoorziening kiezen dat aan al zijn behoeften voldoet.
Nominale druk:
De letters PN zijn de aanduiding van de toegestane werkdruk. Het volgende cijfer geeft de interne druk in bar weer die het product kan weerstaan gedurende een levensduur van 50 jaar bij een watertemperatuur van 20 graden. Deze indicator is direct afhankelijk van de wanddikte van het product.



PN10. Deze aanduiding heeft een goedkope dunwandige buis, de nominale druk is 10 bar. De maximale temperatuur die het kan weerstaan is 45 graden. Een dergelijk product wordt gebruikt voor het verpompen van koud water en vloerverwarming.

PN16. Hogere nominale druk, hogere grensvloeistoftemperatuur - 60 graden Celsius. Een dergelijke buis wordt aanzienlijk vervormd onder invloed van sterke hitte en is daarom niet geschikt voor gebruik in verwarmingssystemen en voor het toevoeren van hete vloeistoffen. Het doel is koudwatervoorziening.
PN20. De polypropyleen buis van dit merk is bestand tegen een druk van 20 bar en temperaturen tot 75 graden Celsius. Het is vrij veelzijdig en wordt gebruikt om warm en koud water te leveren, maar mag niet worden gebruikt in een verwarmingssysteem, omdat het een hoge vervormingscoëfficiënt heeft onder invloed van warmte.Bij een temperatuur van 60 graden wordt een segment van een dergelijke pijpleiding van 5 m met bijna 5 cm verlengd.

PN25. Dit product heeft een fundamenteel verschil met eerdere typen, omdat het is versterkt met aluminiumfolie of glasvezel. Qua eigenschappen is de versterkte buis vergelijkbaar met producten van metaal-kunststof, is hij minder gevoelig voor temperatuureffecten en is hij bestand tegen 95 graden. Het is bedoeld voor gebruik in verwarmingssystemen, en ook in GVS.

Bedrijfsklasse
Bij het kiezen van polypropyleenproducten van binnenlandse productie, zal het doel van de buis u de bedrijfsklasse volgens GOST vertellen.
- Klasse 1 - het product is bedoeld voor warmwatervoorziening met een temperatuur van 60 °C.
- Klasse 2 - SWW bij 70 °C.
- Klasse 3 - voor vloerverwarming met lage temperaturen tot 60 °C.
- Klasse 4 - voor vloer- en radiatorverwarmingssystemen die water gebruiken tot 70°C.
- Klasse 5 - voor radiatorverwarming met hoge temperaturen - tot 90 ° C.
- HV - koudwatervoorziening.
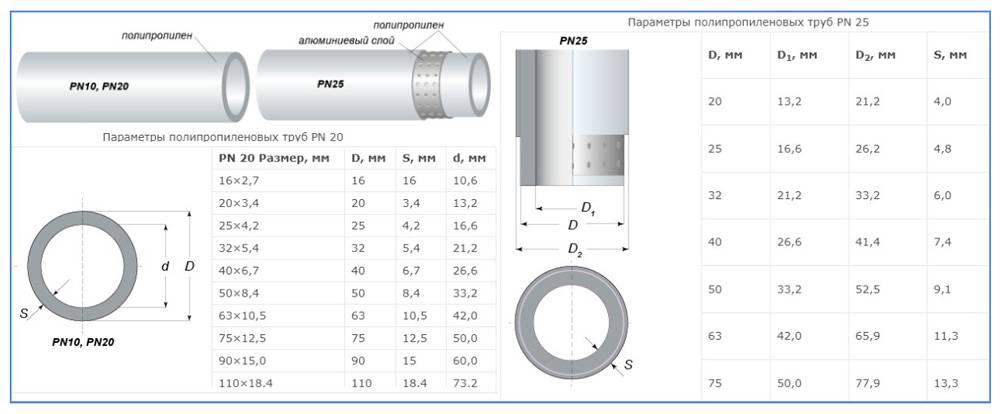
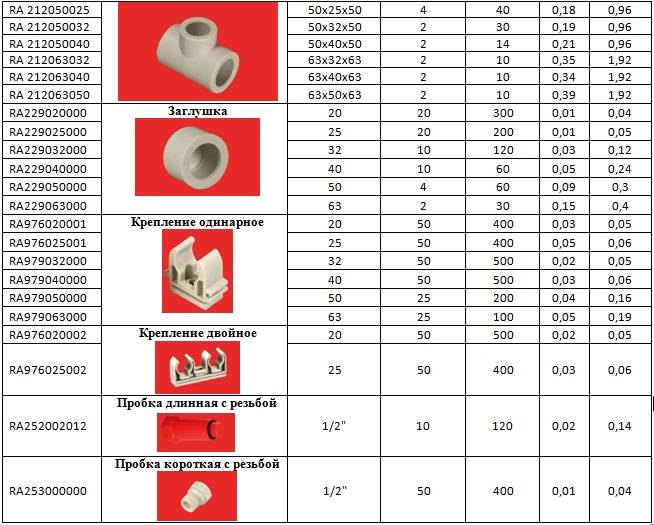
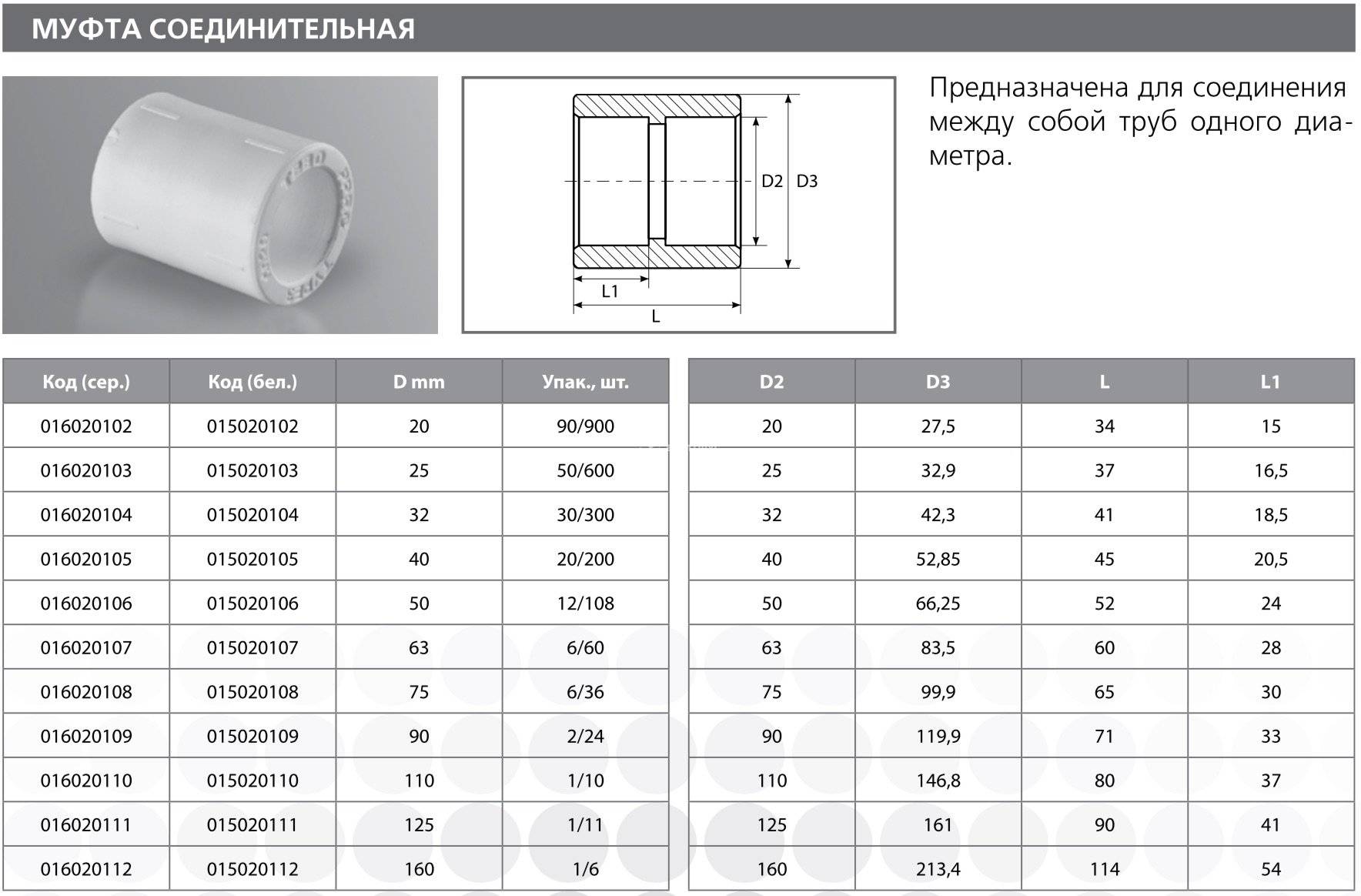
Dimensies
De afmetingen van polypropyleen buizen lopen sterk uiteen. Waarden voor buiten- en binnendiameters, wanddiktes vindt u in de volgende tabel.




