- Kenmerken en technische kenmerken van water- en gasleidingen
- Normen en afmetingen van stalen buizen
- Parameters voor rechte naadlassen
- Voorschriften voor elektrisch gelaste spiraalgelaste buizen
- Vereisten voor naadloze warmgevormde producten
- Normen voor koudgevormde naadloze buizen
- Eigenschappen en kenmerken van water- en gasproducten
- Schema van nodulair gietijzeren buizen
- Specificaties:
- Waarom kiezen voor metaal voor verwarmingssystemen?
- Soorten buizen per productiemethode
- Naadloze warmgevormde stalen buizen GOST 8732
- Buizen staal naadloos koud vervormd in overeenstemming met GOST 8734
- Elektrisch gelaste stalen buizen volgens GOST 10704
- Voor- en nadelen van metalen buizen
- Wat zijn de GOST's voor stalen buizen?
- Productie van stalen buizen: basismethoden
- Hoe worden elektrisch gelaste rechte naadproducten gemaakt?
- Productie van elektrisch gelaste spiraalnaadtypes
- Productie van warmgevormde naadloze producten
- Kenmerken van de productie van koudgevormde buizen
- Overzicht van producten van toonaangevende fabrikanten
- Fabrikant #1 - HOBAS-merk
- Fabrikant # 2 - Glascomposietbedrijf
- Fabrikant #3 - merk Amiantit
- Fabrikant #4 - Polik company
- Rechthoekige pijp
Kenmerken en technische kenmerken van water- en gasleidingen
VGP buizen zijn producten die een lasnaad hebben.Hun productie is veel goedkoper dan de productie van massief gewalste buizen. Stijve normen maken het mogelijk om gelaste buizen te produceren die qua sterkte niet onderdoen voor massief gewalste buizen. Ter bescherming wordt zowel aan de binnenzijde als aan de buitenzijde een zinklaag aangebracht.

Gegalvaniseerde VGP-leidingen onderscheiden zich door:
- weerstand tegen corrosie;
- lange probleemloze werking;
- veelzijdigheid van gebruik;
- relatief lage prijs.
Elektrisch gelaste buizen maken onderscheid tussen zwarte (zonder corrosiewerende coating) VGP-buizen en verzinkte buizen. De officiële vereisten voor deze materialen zijn uiteengezet in GOST 3262-75. Ronde VGP-buizen uit de productie worden glad geproduceerd, met een schroefdraad of een koppeling. De schroefdraad verschilt in locatie (uitwendig of inwendig) en in de wijze van aanbrengen (gekarteld, gesneden).
De walsdraad mag de binnendiameter van de buis niet meer dan 10% verkleinen. Er zijn geen strikte vereisten voor de maat van de draad - deze kan lang of kort zijn.
Gemeenschappelijk voor gevormde en gelaste ronde stalen buizen is hun gebruik in stedelijke infrastructuur, niet gerelateerd aan transportcommunicatie. Dit is het ontwerp van reclameborden, de verbetering van stedelijke straatruimte, aangrenzende gebieden, de aanleg van speeltuinen. "Niet-kern" gebruik van gegalvaniseerde buizen bereikt een aanzienlijke schaal.
We raden u aan om te lezen: Welke verwarming is beter en hoe u deze in een privéwoning kunt installeren
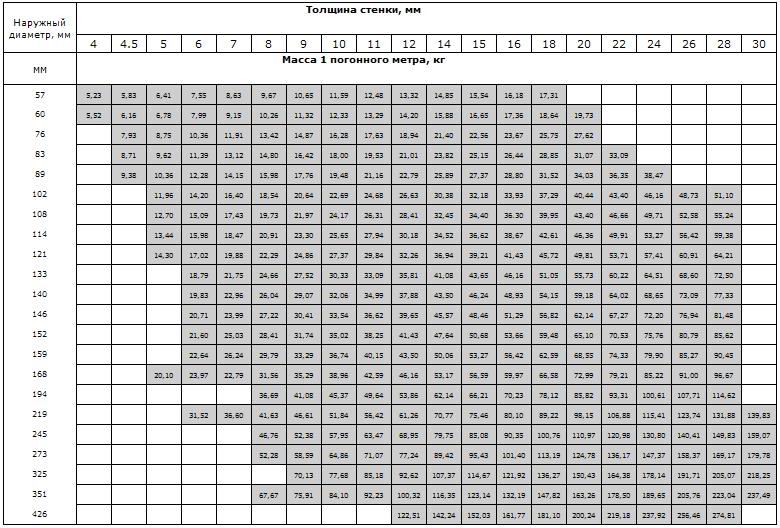
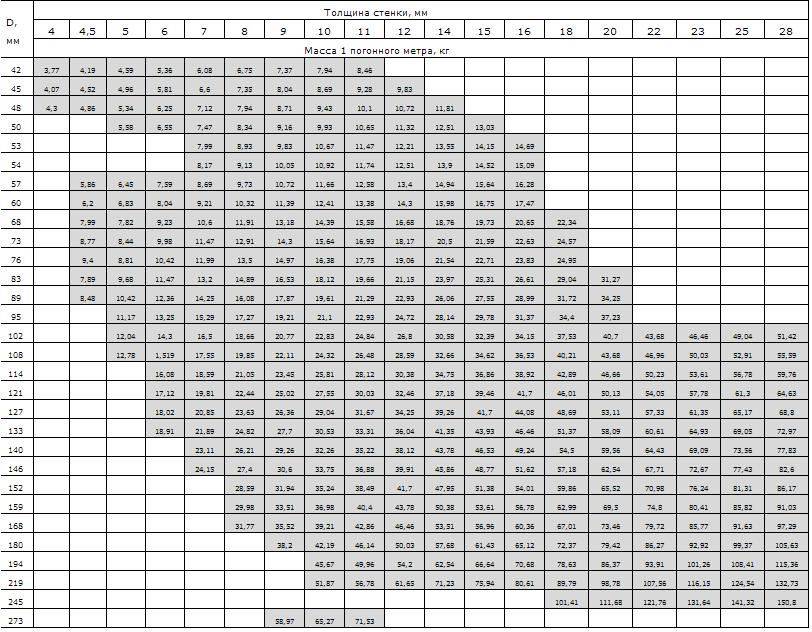
Een belangrijk kenmerk van de VGP van buismateriaal is de wanddikte. De langstlevende buizen zijn dikwandige verzinkte buizen.
Houd er rekening mee dat de dikte van de buiswand de diameter en het gewicht beïnvloedt. De buitenmaat van de verzinkt stalen VGP buis blijft ongewijzigd, ongeacht de wanddikte.Zo wordt de beste doorvoer, ceteris paribus, aangetoond door een dunwandige leiding. Buizen worden vervaardigd volgens de afmetingen en het gewicht in de tabel, de afmetingen zijn aangegeven in mm.
Met werkdruk inverse relatie. Een dunwandige buis kan tot 25 atm weerstaan, dikwandige - tot 35 atm.
Leidingen met een gemiddelde wanddikte worden gewoon genoemd. De aankoop van dit soort buisproducten gebeurt op gewicht, d.w.z. de consument betaalt niet per strekkende meter, maar de prijs is gekoppeld aan het gewicht van het product.
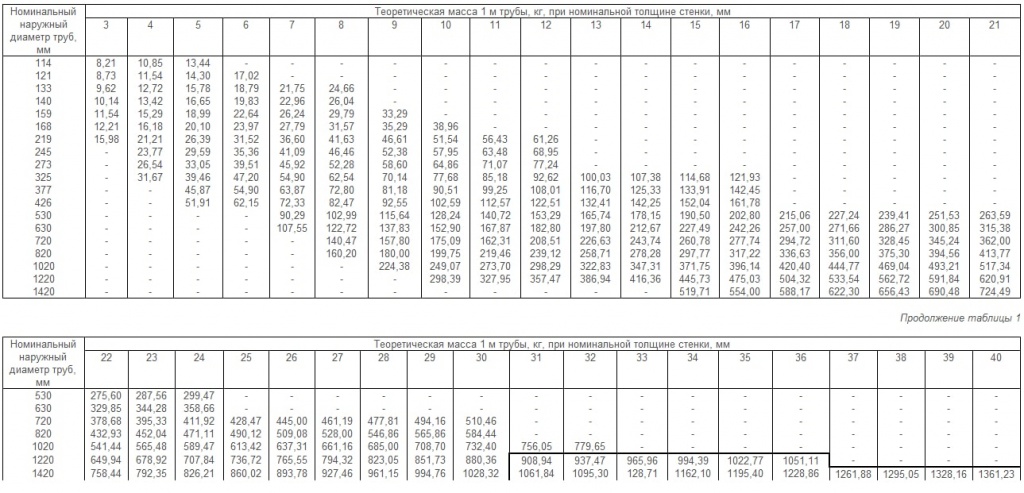
Normen en afmetingen van stalen buizen
Voor buizen van gewalst staal zijn er speciale normen en GOST's. Deze parameters beschrijven de productiemethode van het product, de basisafmetingen, doorsnede en wanddikte. Door op deze informatie te focussen, wordt het gebruiksgebied van een bepaald onderdeel bepaald.
Parameters voor rechte naadlassen
De productie van elektrisch gelaste buizen met een rechte naad wordt geregeld door GOST 10704-91. Volgens hem is de buitendiameter van het product 10-1420 millimeter en varieert de wanddikte van 1 tot 32 millimeter.
Versterking, met een diameter van niet meer dan 426 millimeter, heeft een gemeten en ongemeten lengte. In speciale gevallen worden buizen gemaakt met een sterkere, versterkte naad, maar voor hen is er een aparte speciale norm - GOST 10706.

Stalen elektrisch gelaste buizen met rechte naad zijn een veelzijdig materiaal met een breed scala aan toepassingen. Goede kwaliteit en lage prijs maken het gebruik ervan relevant, zowel in grootschalige faciliteiten als in het dagelijks leven.
Buizen van dit type worden meestal gebruikt voor het leggen van technologische communicatiesystemen met matige druk en het creëren van praktische, handige en lichtgewicht metalen constructies voor verschillende doeleinden.
Voorschriften voor elektrisch gelaste spiraalgelaste buizen
De productie van elektrisch gelaste buizen met een spiraalnaad wordt uitgevoerd in overeenstemming met GOST 8696-74. De buitendiameter van dergelijke producten is 159-2520 millimeter, de wanddikte varieert van 3,5 tot 25 millimeter en de lengte is 10-12 meter.

Elektrisch gelaste buizen met een spiraalnaad zijn duurder dan hun longitudinale tegenhangers. De kosten zijn echter goed te verantwoorden, vooral als het systeem een onberispelijk nauwkeurige, perfecte verbinding vereist.
Buizen die op deze manier zijn gemaakt, zijn duurzamer en kunnen hoge druk weerstaan. Dankzij de standaard kunnen ze zowel voor huishoudelijke als industriële doeleinden worden gebruikt om betrouwbare, afgedichte en operationeel stabiele communicatiesystemen te creëren.
Vereisten voor naadloze warmgevormde producten
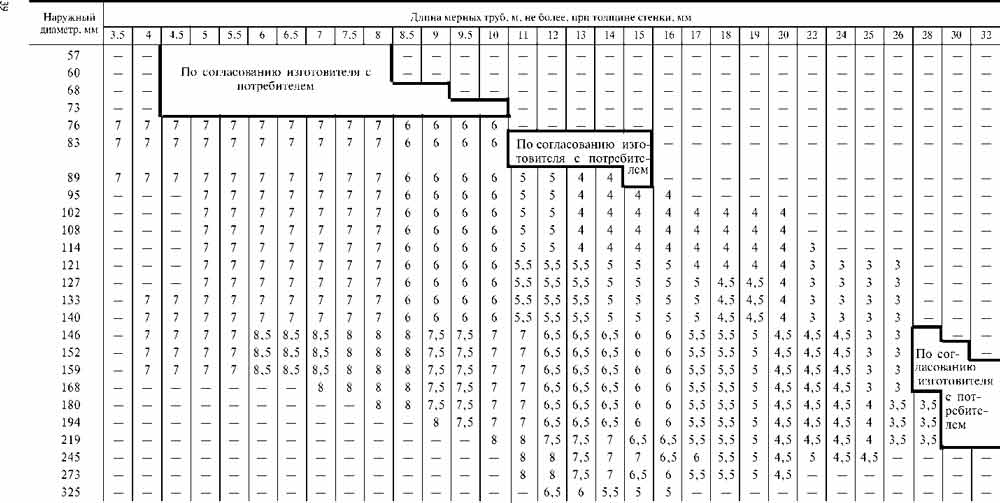
Normen voor naadloze warmgevormde buizen worden beschreven in GOST 8732-78. De dikte van hun muren is 2,5-75 millimeter en de diameter varieert van 20 tot 550 millimeter. In lengte, zowel gemeten als ongemeten, varieert de maat van 4 tot 12,5 meter.





Naadloze buizen gemaakt door hete vervorming worden praktisch niet gebruikt in het dagelijks leven. Meestal worden ze gebruikt voor industriële systemen met verhoogde eisen voor betrouwbaarheid en dichtheid.
Dergelijke buizen worden gebruikt voor het transport van zeer giftige stoffen voor de chemische industrie. De afwezigheid van een naad garandeert de onmogelijkheid van lekkage en het binnendringen van schadelijke stoffen in de grond of atmosfeer.
Het vermogen om gemakkelijk constante hoge druk te weerstaan, maakt naadloze buizen relevant voor de olie- en gasindustrie.
Normen voor koudgevormde naadloze buizen
Stalen koudgewalste buizen worden vervaardigd in overeenstemming met GOST 8734-75. De buitendiameter van de wapening varieert van 5 tot 250 millimeter en de wanddikte is 0,3-24 millimeter. Producten worden geproduceerd in willekeurige lengtes van 1,5 tot 11,5 meter en gemeten lengtes van 4,5 tot 9 meter.

Dikwandige naadloze koudgewalste stalen buizen worden op dezelfde manier gebruikt als warmgewalste buizen. En dunwandige worden meestal gebruikt waar een combinatie van onberispelijke sterkte en een laag gewicht nodig is (lucht- en ruimtevaartindustrie, scheepsbouw, enz.)
Naadloze stalen buizen geproduceerd door koudvervormen vertonen een hoge sterkte, operationele stabiliteit en betrouwbaarheid gedurende de gehele gebruiksperiode.
Eigenschappen en kenmerken van water- en gasproducten
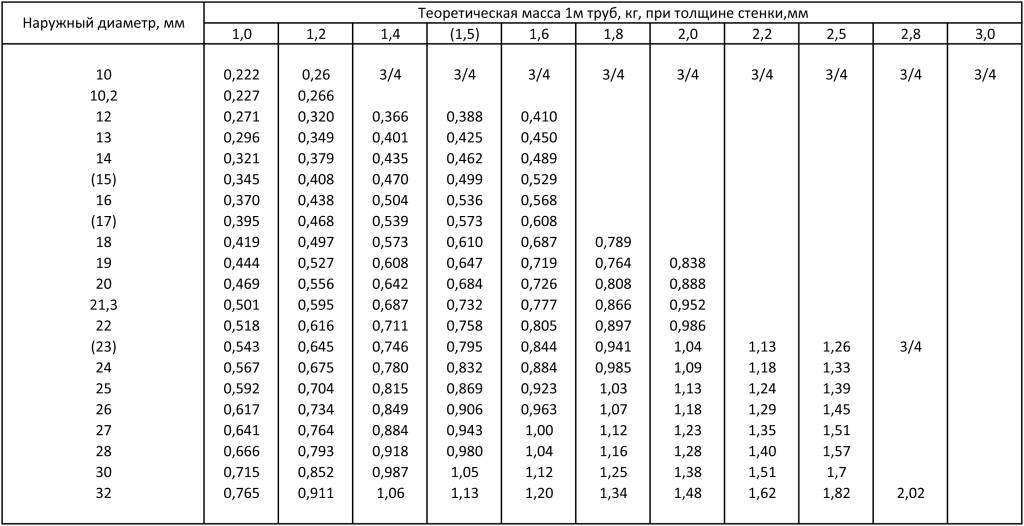
Gas- en waterleidingen worden geproduceerd volgens de voorschriften van GOST 3262-75. In een aparte norm wordt dit type gewalst metaal alleen onderscheiden door een smallere reikwijdte.
De buitendiameter van het product is 10,2-165 millimeter en de wanddikte varieert van 1,8-5,5 millimeter. Het maatbereik voor willekeurige en gemeten lengtes is hetzelfde - van 4 tot 12 meter.

Water- en gasleidingen worden voornamelijk gebruikt waarvoor ze bedoeld zijn: voor de organisatie van watervoorziening en gascommunicatiesystemen. Soms worden ze gebruikt om lichtgewicht constructies te maken of worden ze in de meubelindustrie gebruikt om stijlvolle interieurartikelen te maken.
De norm voorziet in de productie van niet alleen conventionele, maar ook gegalvaniseerde water- en gasleidingen.
Schema van nodulair gietijzeren buizen
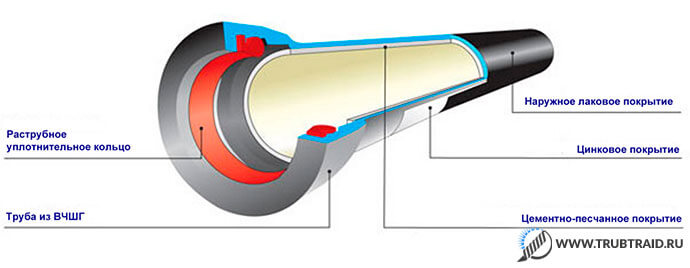 Visuele tekening van zeer sterke gietijzeren buizen met een bolvormige karaf
Visuele tekening van zeer sterke gietijzeren buizen met een bolvormige karaf
Zoals duidelijk wordt, bestaat het ontwerp uit enkele externe en interne elementen:
- Afdichtring: deze beschermlaag is nodig om de constructie sterker te maken. Het dient ook als een zekering voor het geval de leiding breekt of vervormt.
- Zinkcoating: noodzakelijk om het effect van corrosie op het buitenoppervlak van de constructie aanzienlijk te verminderen.
- Cement-zandcoating: dient als een soort aarding tegen het effect van elektriciteit op het oppervlak van de buis. Bij een ongeval met elektrische stroom is het deze beschermlaag die de dupe wordt.
- VChShG: eigenlijk het belangrijkste materiaal waaruit de constructie is gemaakt.
- De laatste laag: deze bevat de minste onzuiverheden en legeringen, omdat deze de minste belasting heeft.
Dit schema presenteert fysieke en wiskundige grootheden, op basis waarvan berekeningen worden uitgevoerd en de afmetingen van constructies worden bepaald.
Beschrijving:
- Bell, D: een fysieke grootheid die kenmerkend is voor de fundamentele parameter aan het begin van de productie - de nulcyclus. Het is de basis voor de constructie van buisconstructies.
- Nominale doorlaat, DN: nominale waarde die de doorlaatbaarheid van de transportstof door de interne kanalen van de leiding kenmerkt.
- Gemiddelde diameter, DE: Een voorwaardelijke parameter die wordt gebruikt om de ruimte tussen de binnen-, buiten- en middendiameter te berekenen.
- Buiswandoppervlak, S: fundamentele parameter bij het berekenen van de belangrijkste delen van de buis.
- L en L1: de lengte van afzonderlijke secties van de constructie.
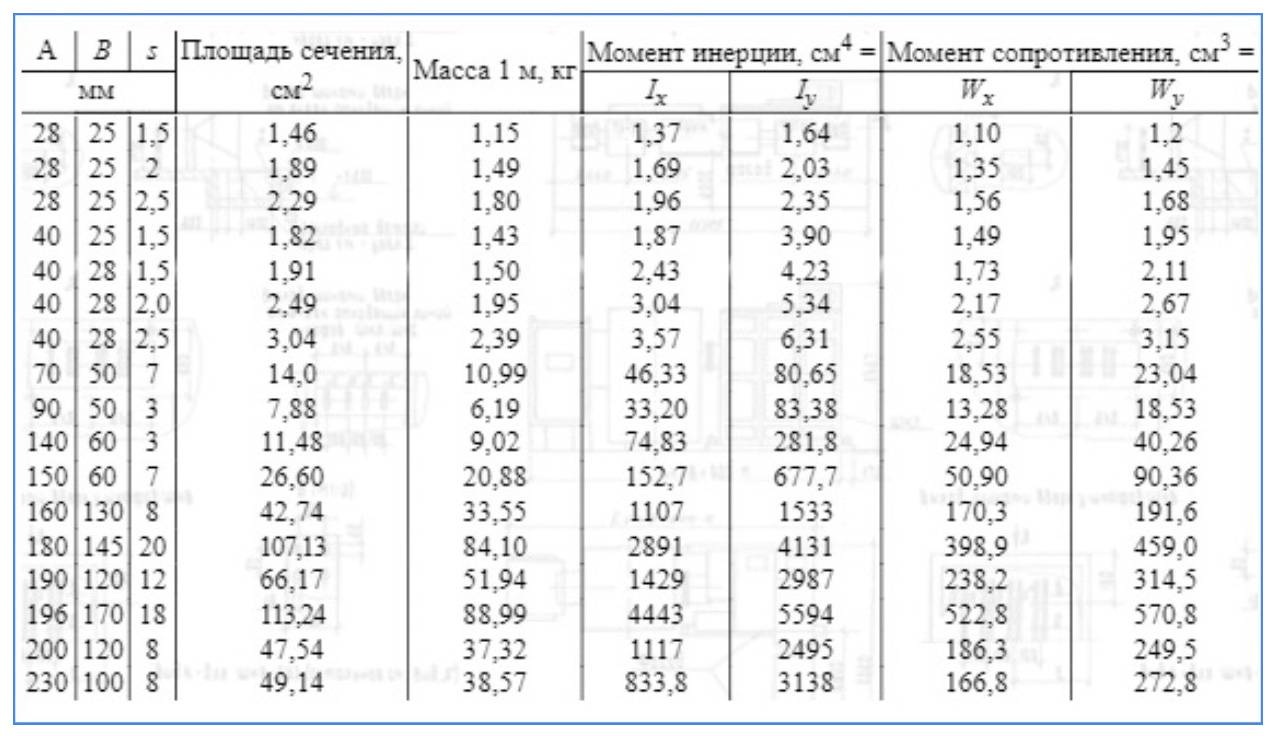
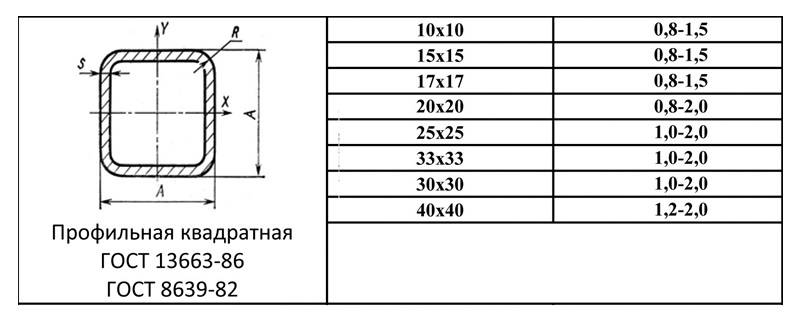
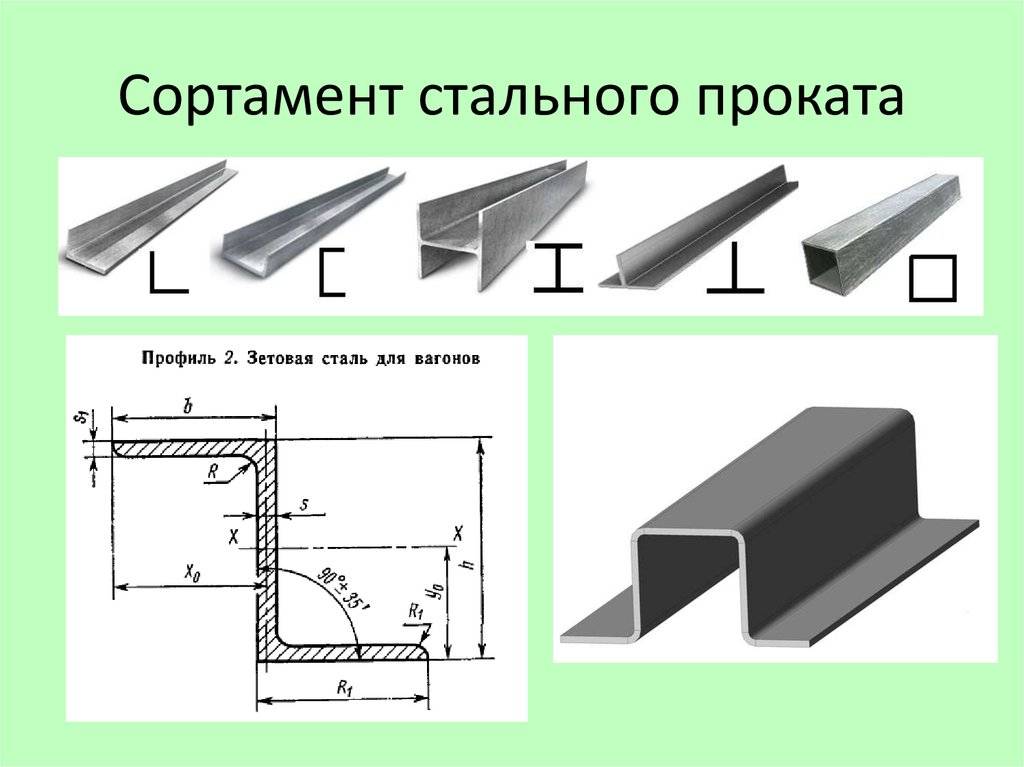
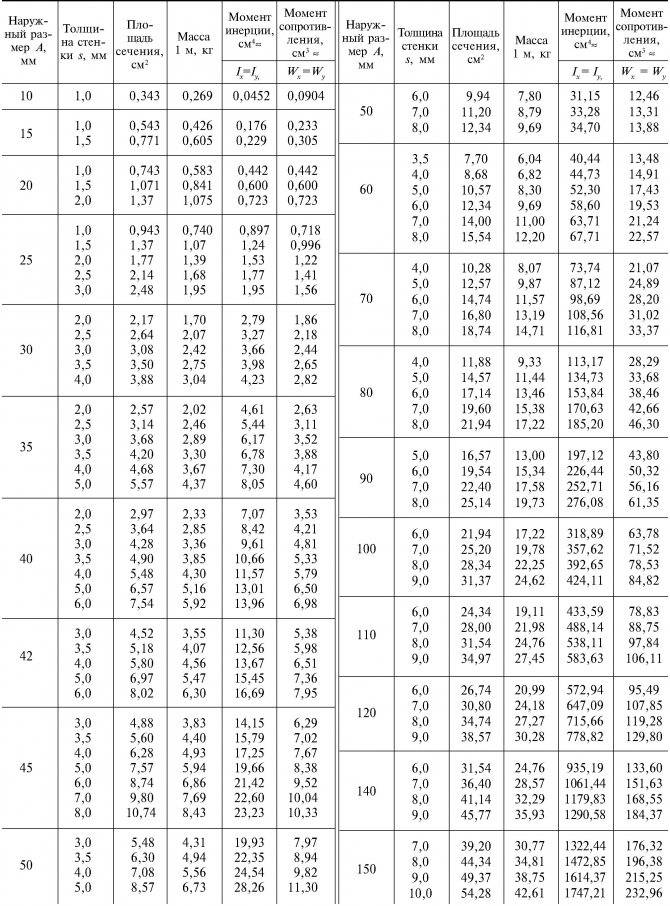
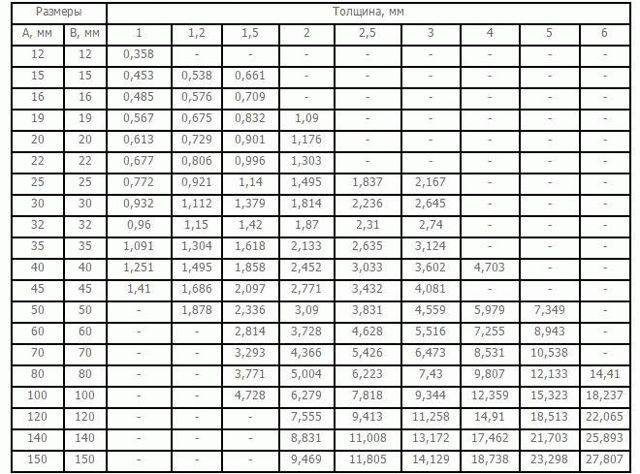
Specificaties:
Overweeg de belangrijkste technische kenmerken van een stalen profielbuis:
- Profielweergave. De belangrijkste soorten zijn vierkant, rechthoekig en ovaal.Dit criterium bepaalt de indeling van het buisprofiel in het algemene assortiment.
- geometrische afmetingen. Voor rechthoekige weergaven zijn dit de breedte en hoogte. Evenals de lengte van elk segment.
- Wanddikte. Nogal een belangrijk detail, want het bepaalt de reikwijdte van verder gebruik.
- Gewicht. Een even belangrijke beoordeling die het kwaliteitsniveau van goederen bepaalt. Aan de hand van gewicht en geometrische afmetingen kunt u de wanddikte achterhalen. Dit wordt erg handig in situaties waar de mogelijkheid om toegang te krijgen tot metingen niet beschikbaar is.
Bij het beschrijven van professionele stalen buizen, moet worden opgemerkt dat hun bereik wordt bepaald door GOST 8639-82. In dit document worden drie hoofdtypen profielen onderscheiden:
- Koud gevormd.
- Warm gewalst.
- Elektrogelast.
 De eerste twee zijn naadloos en de derde is gemaakt van plaatmateriaal met behulp van gelaste technologieën.
De eerste twee zijn naadloos en de derde is gemaakt van plaatmateriaal met behulp van gelaste technologieën.
Opgemerkt moet worden dat elk kenmerk van een pijp afhankelijk is van een aantal van zijn andere indicatoren. Om deze redenen kunnen we concluderen dat de aanwezigheid van een tabel met de bijbehorende berekende waarden van GOST het gemakkelijk maakt om erachter te komen hoe hoog het kwaliteitsniveau van een of andere fabrikant is.
Waarom kiezen voor metaal voor verwarmingssystemen?
Meer dan twintig jaar was er praktisch geen alternatief voor stalen buizen - koolstof (in de volksmond zwart metaal), gegalvaniseerd, roestvrij staal. Over het gebruik van koper voor verwarming hoorden ze in die tijd niets, kunststof buizen werden zelfs niet genoemd in vooruitstrevende wetenschappelijke tijdschriften. Nu is de situatie radicaal veranderd: verschillende soorten goedkope hightech-kunststof hebben metaal sterk uit verwarmingssystemen geduwd.

Toch zijn metalen buizen in veel situaties nog steeds onmisbaar: wanneer systemen met zeer hoge werkdrukken werken, in hotshops, wanneer een hoge sterkte van pijpleidingen wordt vereist.
Soorten buizen per productiemethode
Er zijn de volgende methoden voor de productie van pijpleidingen: warmgevormd, koudgevormd, elektrisch gelast. Afmetingen en maximale afwijkingen van producten, fabricagematerialen worden geregeld door assortimenten voor ronde stalen buizen, verschillende assortimenten voor elke productiemethode:
Naadloze warmgevormde stalen buizen GOST 8732
De productie van buizen vindt plaats in drie fasen. In het begin, in een ronde knuppel verwarmd tot 900-1200 graden, wordt een gat doorboord op speciale machines, met als resultaat een huls. Vervolgens wordt de huls in een trekbuis gerold en de laatste fase is het dimensioneren, rollen met uiteindelijke afmetingen in termen van dikte en diameter.





De afmetingen van de producten die met deze productiemethode worden verkregen, kunnen zijn: buitendiameter 16-630 mm, wanddikte 1,5-50 mm. De blanco producten zijn verdeeld in verschillende groepen, afhankelijk van het materiaal dat voor de productie wordt gebruikt:
- A - de mechanische eigenschappen van het product zijn genormaliseerd.
- B - de chemische samenstelling wordt tijdens de fabricage geregeld.
- B - mechanische eigenschappen en chemische samenstelling worden gelijktijdig geregeld;
- D - de chemische samenstelling wordt genormaliseerd en de mechanische eigenschappen worden gecontroleerd op prototypes;
- D - de waarde van de testdruk tijdens verificatie wordt geregeld.
Productie van warmgevormde buizen
Buizen staal naadloos koud vervormd in overeenstemming met GOST 8734
Voor het walsen worden ronde stalen knuppels gebruikt.Het werkstuk wordt in speciale ovens verwarmd tot de temperatuur van het begin van de kristallisatie om de nodige plasticiteit te verkrijgen. Daarna wordt het gestikt en komt het de walserij binnen, waar met behulp van walsen de ruwe afmetingen van het product worden gevormd. De laatste bewerking is het op maat maken en afsnijden tot een bepaalde lengte.
In tegenstelling tot een warmgevormde buis, krijgt een koudgevormde buis een extra warmtebehandeling tijdens het kalibreren, waardoor dergelijke producten stabiel en duurzaam zijn.
Koudgevormde producten zijn onderverdeeld in de volgende categorieën, waarbij het belangrijkste criterium de verhouding van de diameter D tot de wandmaat S is:
- Bijzonder dunwandig, met een D/S-verhouding groter dan 40. Als de afmeting D = 20 mm of minder, dan is de afmeting S = 0,5 mm of minder.
- Dunwandig, met een D / S-verhouding van 12,5 en minder dan 40. Daarnaast buizen met D \u003d 20 mm. en minder, bij S=1,5 mm, en minder.
- Dikwandig, met een D/S-verhouding van 6 op 12,5.
- Bijzonder dikwandig met een D/S-verhouding van minder dan 6.
Dunwandige en extra dunwandige buizen worden gebruikt in verschillende hydraulische systemen, automotoren, industriële koelsystemen, maar ook in de medische en voedingsindustrie. De belangrijkste toepassing van dikwandige buizen is in de olie- en gasindustrie.
Dunwandige koudgewalste producten
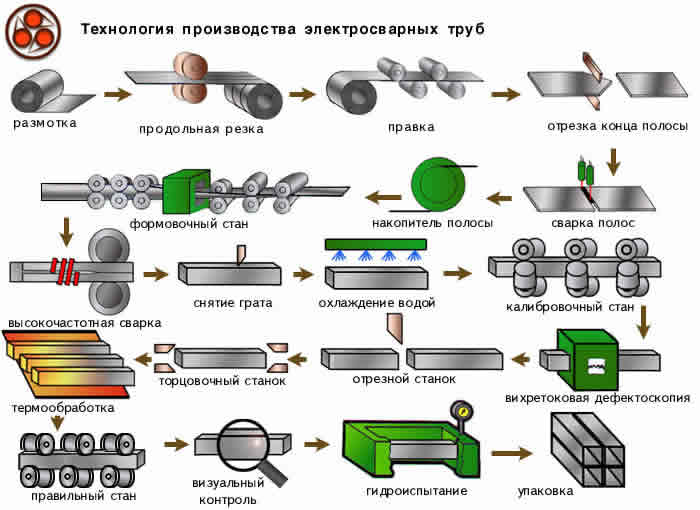
Elektrisch gelaste stalen buizen volgens GOST 10704
De productietechnologie omvat verschillende fasen, die worden gecombineerd tot één continu proces:
- Blad snijden. Het wordt uitgevoerd op uiterst nauwkeurige machines en stelt u in staat om blanco's van dezelfde grootte te krijgen.
- Om een eindloze tape te verkrijgen, worden de stroken aan elkaar gelast en vooraf door een systeem van rollen geleid om oppervlaktedefecten te elimineren.
- De resulterende knuppel wordt door een systeem van horizontale en verticale rollen geleid, waarmee het product wordt gevormd.
- Randlassen wordt uitgevoerd met behulp van hoogfrequent lassen. De randen van het werkstuk worden verwarmd door een inductor tot de smelttemperatuur en vervolgens geperst door krimprollen. Een andere manier, wanneer de randen worden verwarmd met een hoogfrequente generator, wordt stroom op de randen aangebracht met behulp van contacten.
- Kalibratie en ontbramen. Het werkstuk wordt gekoeld en vervolgens door de kalibratierollen gevoerd om ovaliteit te elimineren en de vereiste afmetingen te garanderen.
- Product snijden. De blanco's worden op de gewenste maat gesneden.
- Kwaliteitscontrole van vervaardigde producten wordt op drie manieren uitgevoerd: lasinspectie, hoge waterdruktest en afvlakking. Om de las te controleren, wordt voornamelijk de ultrasone methode gebruikt. De foutdetector bevindt zich direct op de lijn na het lassen. 100% van de producten zijn onderworpen aan controle. 15% van de producten uit de batch wordt onderworpen aan hydrotesten. En twee producten uit de batch doorstaan de afvlakkingstest.
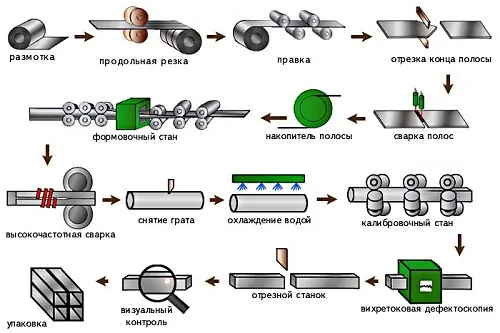 Regeling voor de vervaardiging van elektrisch gelaste buizen
Regeling voor de vervaardiging van elektrisch gelaste buizen
Elektrogelaste pijpleidingen worden veel gebruikt bij het leggen van technische netwerken die bestand zijn tegen zware belastingen en drukken. Producten met een diameter van 1200 mm. gebruikt bij de installatie van bijna alle belangrijke gaspijpleidingen en oliepijpleidingen.
Voor- en nadelen van metalen buizen
Voordelen van metalen producten:
- kracht. Staal, koper en gietijzer kunnen veel meer druk weerstaan dan plastic en zijn veel beter bestand tegen waterslag;
- sterkte als een garantie voor niet-vernietiging van leidingen bij het werken in winkels - vaak in productieomstandigheden is er een mogelijkheid van schade aan hen tijdens de werking van hefmechanismen, apparatuur, noodsituaties in hot shops. Wanneer verwarming tussen gebouwen wordt opengelegd, is ook voldoende structurele sterkte vereist - het metaal verandert minder van geometrie bij verwarming, het metaal is beter bestand tegen vandalisme;
- vuurbestendig;
- weerstand tegen temperatuurschommelingen;
- onschadelijkheid voor mensen;
- weerstand tegen ultraviolette straling;
- het gelaste systeem is in ieder geval luchtdichter dan geprefabriceerde constructies en dit kan doorslaggevend zijn bij het installeren van gassystemen;
- lage thermische uitzetting - het metaal zakt niet door en verandert niet van configuratie bij verhitting, zoals plastic;
- lange levensduur.
- warmtegeleiding. Het metalen verwarmingssysteem dient als extra warmtebron in de kamer; bij het leggen van leidingen rond de omtrek van het gebouw, kunt u de hoeken van de kamers een beetje opwarmen, de luchtbeweging erin vergroten en ze beschermen tegen vocht, schimmel en schimmel.
Algemene nadelen van metalen buizen:
- voor staal en gietijzer - een neiging tot corrosie;
- groot gewicht;
- voor staal en gietijzer - overgroeid met calcium- en magnesiumzouten van het binnenoppervlak;
- complexe installatie door lassen of schroefdraadfittingen.
Wat zijn de GOST's voor stalen buizen?
De lijst met technische indicatoren van elk type stalen buis hangt rechtstreeks af van de gebruikte fabricagemethode. Dit alles wordt bepaald met behulp van GOST's, waarvan kennis op zijn minst het mogelijk zal maken om rekening te houden met aanbevelingen voor de werking van een bepaald type pijp.
Momenteel worden de volgende regelgevende documenten voor de productie van stalen buizen het meest gebruikt:
GOST 30732-2006. Het werd in 2006 aangenomen: de bepalingen ervan hebben betrekking op buizen en hulpstukken van staal met een warmte-isolerende laag.
Staalproducten, waarbij thermische isolatie van polyurethaanschuim en een polyethyleen omhulsel worden gebruikt, of een beschermende staalcoating, worden gebruikt in gevallen waar het nodig is om ondergrondse verwarmingsnetwerken aan te leggen. De koelvloeistoftemperatuur mag niet hoger zijn dan 140 graden (verhoging tot 150 graden is slechts voor een korte tijd toegestaan). In dit geval mag de druk in het systeem niet hoger zijn dan 1,6 MPa GOST 2591-2006 (88).
GOST, ontworpen voor warmgewalst staal, werd in 2006 aangenomen, hoewel sommige bronnen het gebruik van de oude GOST - 2591-81 toestaan. Het document bevat informatie over vierkante staalproducten, voor de vervaardiging waarvan de "hete" methode werd gebruikt. Deze GOST is van toepassing op alle producten met zijafmetingen van 6 tot 200 mm.
Grotere vierkante buizen worden geproduceerd als de fabrikant en de klant een afzonderlijk contract opstellen GOST 9567-75. Het schrijft precisiebuizen van staal voor, waarvoor een hoge precisie wordt geproduceerd. Er wordt onderscheid gemaakt tussen koudgevormde en warmgewalste gegalvaniseerde of verchroomde precisiebuizen.
De machinebouwindustrie heeft vooral behoefte aan de producten van deze verhoogde GOST GOST 52079-2003. Dit document specificeert de normen voor in lengterichting gelaste en spiraalgelaste buizen van staal met een diameter van 114 - 1420 mm. Van dergelijke totaalproducten worden hoofdgaspijpleidingen, pijpleidingen waardoor olie en olieproducten worden getransporteerd, uitgerust.
GOST 52079-2003 geeft aan dat alleen producten die geen corrosieve activiteit hebben, door deze leidingen kunnen worden overgebracht. Met behulp van stalen buizen met grote diameters is het mogelijk om stoffen met een druk tot 9,8 MPa te transporteren. Voor de omgeving is een temperatuur van minimaal -60 graden ingesteld.



Tegelijkertijd is het belangrijk om te weten dat officieel GOST 52079-2003 niet langer geldig is: vanaf 1 januari 2015 is een nieuwe GOST 31447-2012.GOST 12336-66 van kracht. De bepalingen hebben betrekking op gesloten producten van het profieltype, met een doorsnede in de vorm van een vierkant of rechthoek. Vanaf 1 januari 1981 werden de bevoegdheden van GOST 12336-66 overgedragen aan TU 14-2-361-79, maar de relevantie van de bepalingen ervan is tot op de dag van vandaag niet verloren gegaan.
Vanaf 1 januari 1981 werden de bevoegdheden van GOST 12336-66 overgedragen aan TU 14-2-361-79, maar de relevantie van de bepalingen ervan is tot op de dag van vandaag niet verloren gegaan GOST 10705-91 (80).
Bevat een lijst met technische voorwaarden waaronder langsgelaste stalen buizen met een diameter van 10 tot 630 mm worden geproduceerd. Voor de productie van buizen volgens deze GOST wordt koolstof of laaggelegeerd staal gebruikt. Deze producten worden op veel gebieden gebruikt, maar de prioriteit ligt bij de pijpleiding voor het verpompen van water.
De bepalingen van de norm zijn niet van toepassing op stalen buizen waaruit elektrische kachels zijn gemaakt GOST 10706 76 (91). Betreft elektrisch gelaste stalen buizen van het longitudinale type, die een algemeen doel hebben. Zoals uit dit document volgt, ligt de diameter van dit product in het bereik van 426 tot 1620 mm GOST 10707 80.
Hier zijn de normen volgens welke elektrisch gelaste koudgevormde buizen worden geproduceerd, met een verschillende mate van nauwkeurigheid: gewoon, verhoogd en precisie.De diameter van de producten waarop dit document betrekking heeft, kan van 5 tot 110 mm zijn: in dit geval wordt ongelegeerd koolstofstaal gebruikt. Soms hebben elektrisch gelaste longitudinaal gelaste producten verwijzingen naar GOST 10707 80 in de bijbehorende documentatie: dit komt doordat in 1991 werd besloten de geldigheid van dit document te verlengen.
Productie van stalen buizen: basismethoden
Stalen buizen worden op verschillende manieren gemaakt.
De meest voorkomende fabricagemogelijkheden zijn:
- elektrisch gelast met een directe naad;
- elektrisch gelast met een spiraalnaad;
- warm bewerkt zonder naad;
- koudgewalst zonder naad.
De keuze van een geschikte metaalverwerkingsmethode hangt af van de kwaliteit van de grondstoffen en apparatuur die beschikbaar is bij de fabrikant.
Een aparte norm regelt water- en gasleidingen. Dit gebeurt echter niet omdat er een speciale fabricagemethode voor dit materiaal is, maar alleen gebaseerd op het toepassingsgebied.
In feite zijn pijpen van dit type een universeel elektrisch gelast product met een rechte naad. Meestal wordt dit type gebruikt in communicatiesystemen met matige druk.
Hoe worden elektrisch gelaste rechte naadproducten gemaakt?
Een tot een strakke rol gerolde staalplaat (band) wordt afgewikkeld en in langsstroken van de gewenste lengte en breedte gesneden. De resulterende fragmenten worden gelast tot een eindeloze band, waardoor continuïteit in de productie wordt gegarandeerd.
Vervolgens wordt de tape in rollen vervormd en wordt het werkstuk omgezet in een rond profielproduct met open randen. De verbindingsnaad wordt gelast door de boogmethode, inductiestromen, plasma, laser of elektronenstralen.
De naad op een stalen buis, gemaakt in een omgeving met inert gas met een wolfraamelektrode (het actieve element van elektrisch booglassen), is behoorlijk sterk en duurzaam. De verwerking duurt echter lang. Pijplassen met hoogfrequente inductiestromen wordt bijna 20 keer sneller uitgevoerd, daarom is de prijs van dergelijke producten altijd veel lager
Na alle manipulaties wordt de ronde stalen buis gekalibreerd in de rollen en wordt een delicate niet-destructieve controle van de sterkte en integriteit van de naad uitgevoerd door ultrageluid of wervelstromen. Als er tijdens het testproces geen fouten worden gevonden, wordt het werkstuk in fragmenten van de geplande lengte gesneden en naar het magazijn gestuurd.
Productie van elektrisch gelaste spiraalnaadtypes
De productie van stalen buizen met spiraalnaad volgt hetzelfde principe als buizen met rechte naad, alleen eenvoudigere mechanismen worden gebruikt voor de vervaardiging van producten. Het belangrijkste verschil is dat de gesneden stalen band met behulp van rollen niet als een buis, maar als een spiraal wordt opgerold. Dit zorgt voor een hoge verbindingsnauwkeurigheid in alle stadia.
Op buizen met een spiraalvormige naad vormt zich in geval van nood geen hoofdscheur in de lengterichting, die door experts wordt erkend als de gevaarlijkste vervorming van elk communicatiesysteem
De spiraalnaad wordt als betrouwbaarder beschouwd en geeft de buis een verhoogde treksterkte. De nadelen zijn onder meer de grotere lengte van de naad, waardoor extra kosten voor lastoevoegmaterialen en meer tijd voor verbinding nodig zijn.
Productie van warmgevormde naadloze producten
Als plano voor het maken van een naadloze (massief getrokken) stalen buis door hete vervorming, wordt een monolithische cilindrische knuppel gebruikt.
Het wordt op hoge temperatuur verwarmd in een industriële oven en door een piercingpers gedreven. De unit maakt van het product een sleeve (holle cilinder) en de daaropvolgende verwerking met meerdere rollen geeft het element de gewenste wanddikte en een geschikte diameter.






De wanddikte van het buismateriaal van staal geproduceerd door hete vervorming bereikt 75 mm. Buizen van deze kwaliteit worden gebruikt in moeilijke bedrijfsomstandigheden en in communicatiesystemen waar sterkte en betrouwbaarheid voorop staan.
In de laatste fase wordt de hete stalen buis gekoeld, gesneden volgens de gespecificeerde parameters en overgebracht naar het magazijn voor afgewerkte producten.
Kenmerken van de productie van koudgevormde buizen
De beginfase van het productieproces van naadloze stalen buizen door koude vervorming is identiek aan de "hete" versie. Na het doorlopen van de piercingmolen wordt de huls echter onmiddellijk afgekoeld en worden alle andere bewerkingen uitgevoerd in een koude omgeving.
Wanneer de buis volledig is gevormd, moet deze worden gegloeid, eerst worden verwarmd tot de herkristallisatietemperatuur van het staal en vervolgens opnieuw worden gekoeld. Na dergelijke maatregelen neemt de viscositeit van de structuur toe en verlaten de interne spanningen die onvermijdelijk optreden tijdens koude vervorming het metaal zelf.
Met koudgevormde stalen buizen kan een zeer betrouwbaar communicatiesysteem worden gelegd, waarbij de kans op lekkage wordt geminimaliseerd.
Nu op de markt zijn naadloze koudgewalste buizen met een wanddikte van 0,3 tot 24 mm en een diameter van 5 - 250 mm.Hun voordelen zijn onder meer een hoge dichtheid en het vermogen om hoge druk te weerstaan.
Overzicht van producten van toonaangevende fabrikanten
Onder de verscheidenheid aan gepresenteerde producten bevinden zich gerenommeerde merken met een langdurige positieve reputatie. Dit zijn onder meer producten van bedrijven: Hobas (Zwitserland), Glass Composite (Rusland), Amiantit (een concern uit Saoedi-Arabië met productiefaciliteiten in Duitsland, Spanje, Polen), Ameron International (VS).
Jonge en veelbelovende fabrikanten van composiet glasvezelbuizen: Poliek (Rusland), Arpipe (Rusland) en Plant of glasvezelbuizen (Rusland).
Fabrikant #1 - HOBAS-merk
De fabrieken van het merk zijn gevestigd in de VS en veel Europese landen. De producten van de Hobas-groep hebben wereldwijd erkenning gekregen voor hun uitstekende kwaliteit. Polyestergebonden GRT-buizen zijn spingegoten uit glasvezel en onverzadigde polyesterharsen.

Hobas leidingsystemen worden veel toegepast in riolerings-, afvoer- en watersystemen, industriële pijpleidingen en waterkrachtcentrales. Oppervlaktelegging, microtunneling en sleepplaatsing zijn acceptabel
Kenmerken van Hobas composietbuizen:
- diameter - 150-2900 mm;
- klasse SN-stijfheid - 630-10 000;
- PN-drukniveau - 1-25 (PN1 - niet-drukpijpleiding);
- de aanwezigheid van een anti-corrosie coating aan de binnenkant;
- zuurbestendigheid over een breed pH-bereik.
De productie van fittingen is gestart: ellebogen, adapters, flensbuizen en T-stukken.
Fabrikant # 2 - Glascomposietbedrijf
De firma Steklokompozit heeft een lijn opgezet voor de productie van Flowtech glasvezelbuizen, de productietechniek is continu opwinden.
Betrokken apparatuur met een dubbele toevoer van harsachtige stoffen.High-tech harsen worden aangebracht op het leggen van de binnenlaag en goedkopere samenstelling - op de structurele laag. De techniek maakt het mogelijk om het materiaalverbruik te rationaliseren en de kosten van producten te verlagen.
Het bereik van Flowtech buizen is 300-3000 mm, klasse PN is 1-32. Standaard beeldmateriaal - 6, 12 m. Op bestelling is productie mogelijk binnen 0,3-21 m
Fabrikant #3 - merk Amiantit
De belangrijkste componenten van Amiantit's Flowtite-buizen zijn glasvezel, polyesterhars en zand. De gebruikte techniek is continue wikkeling, wat zorgt voor het creëren van een meerlaagse pijpleiding.
De glasvezelstructuur omvat zes lagen:
- externe wikkeling van niet-geweven tape;
- krachtlaag - gehakte glasvezel + hars;
- middelste laag - glasvezel + zand + polyesterhars;
- herhaalde machtslaag;
- voering van glasdraden en hars;
- beschermende coating van niet-geweven glasvezel.
De uitgevoerde onderzoeken toonden een hoge slijtvastheid - voor 100 duizend cycli van grindbehandeling bedroeg het verlies van de beschermende coating 0,34 mm.

De sterkteklasse van Flowtite producten is 2500 - 10000, op aanvraag is het mogelijk om SN-30000 buizen te vervaardigen. Werkdruk - 1-32 atmosfeer, maximaal debiet - 3 m / s (voor schoon water - 4 m / s)
Fabrikant #4 - Polik company
Polik LLC produceert diverse modificaties van glasvezel Fpipes buisproducten. De fabricagetechniek (continue schuine lengte-dwarswikkeling) stelt u in staat om drielaagse buizen tot een diameter van 130 cm te maken.
Polymeercomposietmaterialen zijn betrokken bij het maken van mantelbuizen, secties van waterhefkolommen, watertoevoerleidingen en verwarmingssystemen.
 Het assortiment rioolglasvezelbuizen - 62,5-300 mm, hogedrukproducten - 62,5-200 mm, ventilatiekanalen - 200-300 mm, putmantel - 70-200 mm
Het assortiment rioolglasvezelbuizen - 62,5-300 mm, hogedrukproducten - 62,5-200 mm, ventilatiekanalen - 200-300 mm, putmantel - 70-200 mm
Behalve glasvezel buizen er zijn veel producten op de markt gemaakt van andere materialen - staal, koper, polypropyleen, metaalplastic, polyethyleen, enz. Die vanwege hun meer betaalbare prijs actief worden gebruikt in verschillende gebieden van huishoudelijk gebruik - installatie van verwarmingssystemen, watervoorziening, riolering, ventilatie, enz.





In onze volgende artikelen kunt u kennis maken met de eigenschappen van buizen van verschillende materialen:
- Metaal-kunststof buizen: soorten, technische kenmerken, installatiekenmerken
- Polypropyleen buizen en hulpstukken: soorten PP-producten voor pijpleidingmontage en verbindingsmethoden
- Kunststof ventilatiepijpen voor uitlaat: soorten, hun kenmerken, toepassing
- Koperen buizen en hulpstukken: soorten, markering, kenmerken van de opstelling van een koperen pijpleiding
- Stalen buizen: soorten, assortiment, overzicht van technische kenmerken en installatienuances
Rechthoekige pijp
De meeste rechthoekige stalen buizen worden geproduceerd door elektrisch lassen met directe naad. Het assortiment van dit type materiaal is aangegeven in GOST 8645-82, volgens welke de maximale wanddikte voor buizen van een bepaalde maat wordt bepaald. Zo zijn voor een product met zijden van 15 en 10 millimeter wanddiktes van 1 mm, 1,5 mm en 2 mm toegestaan.

Voor een buis met een afmeting van 80 * 60 mm kunnen de wanden een dikte hebben van 3,5 mm, 4 mm, 5 mm, 6 mm en 7 mm. De maximale afmetingen van een standaard rechthoekige buis kunnen 180*150 mm zijn. Met deze parameters is het toegestaan om producten te produceren met een wanddikte van 8 mm, 9 mm, 10 mm, 12 mm.
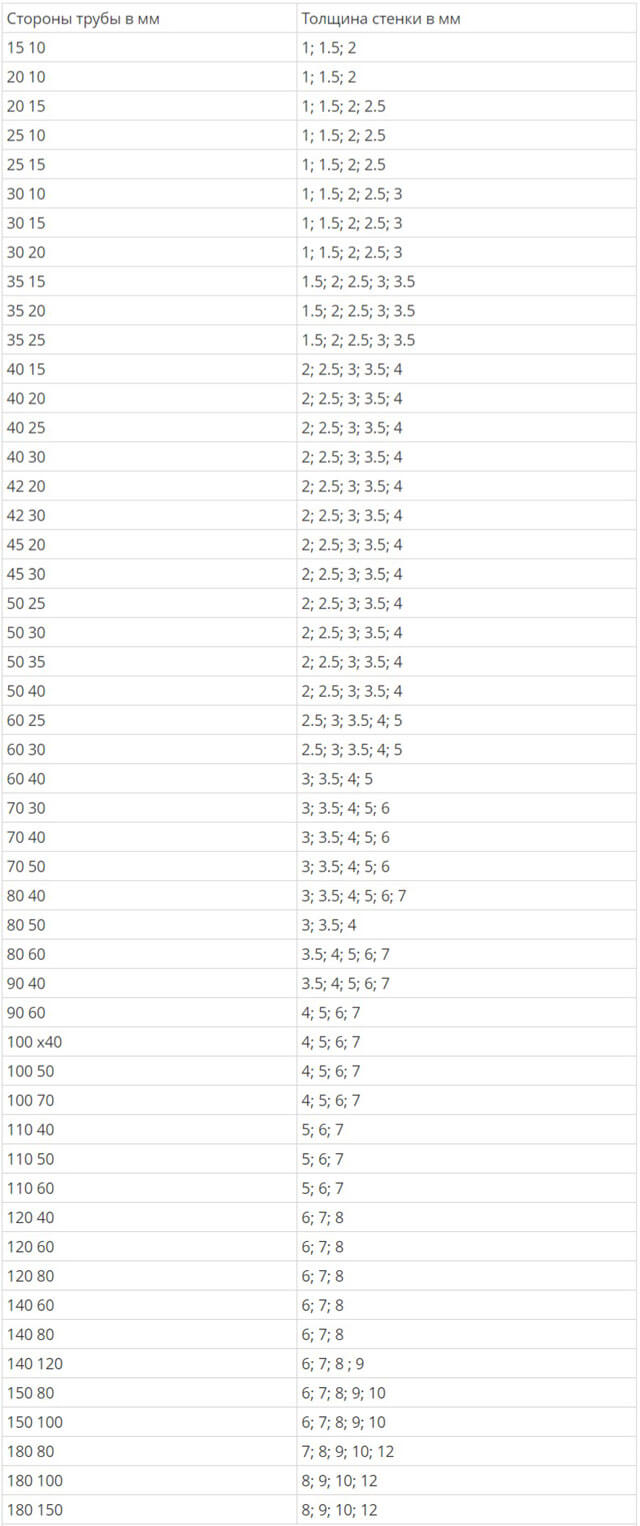
GOST 8645-82 maakt de vervaardiging mogelijk van stalen buizen met niet-standaard afmetingen, bijvoorbeeld 28 * 25 mm of 196 * 170 mm. Ook de wanddikte van dergelijke producten kent afwijkingen, respectievelijk 1,5 mm en 18 mm.

Aanvullend document 8645-68 bevat informatie over een andere lijst van rechthoekige stalen buizen. Er zijn geen speciale verschillen tussen de regelgevende documenten. De tweede norm specificeert echter speciale parameters. Ze maken de productie mogelijk van staalproducten met een rechthoekige doorsnede, met parameters van 230 * 100 millimeter.
Conclusie
Gedetailleerde beschrijvingen van het assortiment st buizen en documenten die hun productie regelen, helpen u bij het maken van de juiste materiaalkeuze voor de constructie en het selecteren van de juiste afmetingen. Gelukkig gebouw!



