
- Pijpenbuiger stationair stap voor stap instructies
- Een handmatig rolmodel maken
- Benodigde materialen en gereedschappen
- Productieproces pijpenbuiger
- Voor profielpijp
- Met middenrol
- Met breekframe
- Eenvoudige pijpenbuiger
- Voor ronde pijp
- Van de bankschroef
- Zelfgemaakte roller
- van de krik
- Kruisboogtype:
- Een kruisboogpijpenbuiger maken
- Doe-het-zelf handmatige pijpenbuiger voor profielbuizen
- Benodigde materialen en gereedschappen
- blauwdrukken
- Bouw montage stappen
- Hoe maak je een slakkenpijpenbuiger?
- Benodigde materialen en gereedschappen
- Het montageproces van de slakkenpijpenbuiger:
- Technologische kenmerken
- Welke materialen en ontwerpnuances zijn nodig?
Pijpenbuiger stationair stap voor stap instructies
Als u van plan bent om zelfstandig een kas te maken van stalen buizen, moet u niet alleen een gewone pijpenbuiger aanschaffen, maar ook een betrouwbaar product. Met deze aanpak moet u immers meer dan een dozijn profielbuizen buigen. Om het ontwerp van de kas netjes en mooi te maken, moet u een stationaire pijpenbuiger gebruiken.
Voordat u doorgaat met de vervaardiging van de kas, moet u zorgen voor de aanwezigheid van het juiste gereedschap voor het buigen van profielproducten. Voor het ontwerpen van een stationaire pijpenbuiger heb je de volgende elementen nodig:
- staaf voor 25;
- 6 lagers;
- kanaal.
Je hebt ook een lasapparaat nodig, met behulp waarvan alle componenten worden aangesloten. Stap voor stap productie-instructies stationaire pijpenbuiger ziet er als volgt uit:
- Lagers zijn aan de basis (kanaal) gelast, die onderling zijn verbonden door een as in de vorm van een stalen buis met de juiste diameter.
- Om te voorkomen dat de as te dicht bij de basis komt, moeten de lagers worden gelast op sneden van een rechthoekige buis van elk 5 cm.
- Om opzettelijk een eenheid te maken die de buigradius zou kunnen regelen, moet de basis worden gemaakt van twee kanalen die zijn verbonden door gordijnen, zoals te zien is op de bovenstaande foto.
- Twee assen met lagers bevinden zich op dezelfde hoogte en de derde (centrale) is gelast met een rechthoekige buis die 15-20 cm hoger is.
- Aan de bovenste as moet een extra buis worden gelast, waaraan het handvat wordt bevestigd. Deze as wordt aangedreven door spierkracht.
- De handgreep wordt aan de bovenas gelast, waarna het resulterende product op werking kan worden gecontroleerd.
Bij het installeren van een profielbuis van elke maat, moet u de straal van de laatste bocht aanpassen. Dit kan worden gedaan met behulp van een krik die zich onder de basis bevindt, waarop een van de assen is bevestigd. Nadat de vereiste buigradius is ingesteld, draait de hendel. Het resultaat zijn gebogen buizen van hoge kwaliteit. Het voordeel van een pijpenbuiger is de mogelijkheid om materialen van elke grootte en diameter te buigen.
Van de tekortkomingen kan alleen de mogelijkheid van bediening op één plaats worden opgemerkt.
Het is belangrijk om te begrijpen dat een dergelijk apparaat voor elke behoefte kan worden gebruikt. Voor de vervaardiging van een dergelijk apparaat is een investering van niet meer dan 500 roebel vereist.Je hoeft slechts 6 lagers te kopen en alle andere elementen zijn te vinden in het huishouden van elke meester
U hoeft slechts 6 lagers te kopen en alle andere elementen zijn te vinden in het huishouden van elke meester.
Een handmatig rolmodel maken
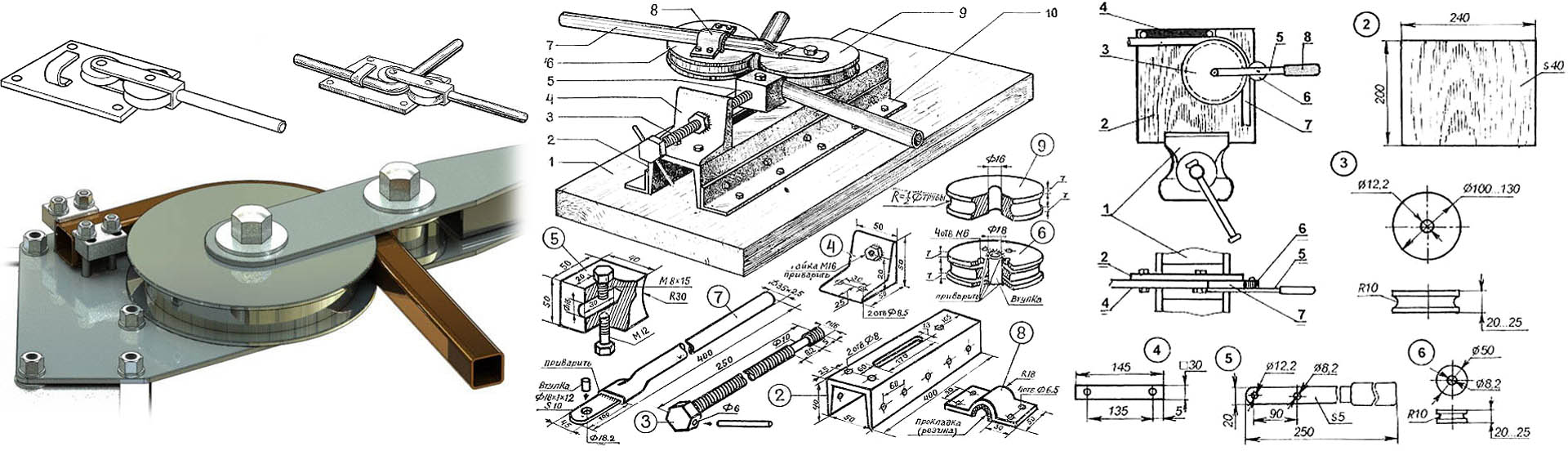
Het maken van een handmatige pijpenbuiger met uw eigen handen is alleen gemaakt van stalen onderdelen zonder het gebruik van speciale mechanische apparaten. Dit apparaat is ontworpen voor het plaatselijk buigen van pijpen. Er wordt directe handkracht gebruikt om het profiel te vervormen, dus de pijpenbuiger moet worden uitgerust met een lange en sterke arm.
Vervolgens zal het fabricageproces van een pijpenbuiger met twee rollen die aan het steunframe is bevestigd, worden overwogen. De afmetingen van het gereedschap kunnen afwijken van de voorgestelde afmetingen, afhankelijk van de behoeften en materialen.
Benodigde materialen en gereedschappen
Buisvervorming is een arbeidsintensief proces dat goede en duurzame materialen vereist, anders kan het werkgereedschap zelf worden gebogen in plaats van het profiel.
Om een mechanische handmatige radiale pijpenbuiger te maken, heb je nodig:
- Lasapparaat.
- Twee rollen van sterk staal (bijvoorbeeld klasse 1045) die zijn voorgedraaid. De diameter van de grotere is 100 mm en de kleinere is 60 mm. Beide zijn 35 mm dik en hebben een buitenradius van 0,5 inch.
- Stalen buis met een diameter van minimaal 1,5 inch met een dikke wand (minimaal 3 mm). Het zal dienen als een hefboom, dus de minimale lengte is 1,5 meter.
- Vier stalen strips van 15 x 6 cm en 4-5 mm dik voor het bevestigen van de basis van de pijpenbuiger in een bankschroef, het ondersteunen van de pijp en het maken van het handvat. Verder heb je 20-25 cm staalplaat nodig van 60 mm breed en 3 mm dik.
- Twee bouten: de eerste heeft een diameter van 0,75" en een lengte van 60 mm voor de grote rol, en de tweede heeft een diameter van 0,5" en een lengte van 40 mm voor de kleine rol.
- Staalplaat 300 x 300 mm en minimaal 3 mm dik.
- Zonde.
Tijdens het werk kunnen andere algemene huishoudelijke hulpmiddelen nodig zijn: een hamer, vijlen, schuurpapier, een liniaal, enz. De bovenstaande rollen zijn exclusief ontworpen voor pijpen van 1 inch, maar door de omtreksuitsparing eruit te halen, kunt u een universeel gereedschap krijgen voor het buigen van een metalen profiel.
Productieproces pijpenbuiger
Wanneer alle benodigde onderdelen en gereedschappen op één plek zijn verzameld, kunt u direct doorgaan met de vervaardiging van de pijpenbuiger:
- Maak een tekening die de locatie van de belangrijkste elementen aangeeft.
- Controleer de compatibiliteit van de gaten in de rollen met de diameter van de bouten.
- Boor twee gaten in twee metalen strips met een diameter van 0,5 en 0,75 inch. De afstand tussen de assen van de gaten moet exact 80 mm zijn (de som van de stralen van beide rollen).
- Maak een gat in het midden van het basisframe met een diameter van 0,75 inch. Steek de bijbehorende bout erin zonder deze aan de achterkant uit te steken. Las de bout op de metalen plaat.
- Neem geboorde metalen platen van 15x6 cm, een bout van 0,5 inch, een kleinere rol, een strook staal 35 x 60 mm en las het ontwerp van de letter "P" ervan, nadat u de bout met de rol erop in de passende gaten.
- Las de uiteinden van de bout aan de metalen strips. Je zou een soort hoorn moeten krijgen met een gat met een grotere diameter dichter bij de open rand.
- Een pijphandvat moet aan de basis van de resulterende hoorn worden gelast.
- Las de steunbalk voor de buis op het metalen frame.De afstand van de latlijn tot de as van de middelste bout moet gelijk zijn aan de straal van de grote rol plus 0,5 inch.
- Las een staaf van 15 x 6 cm aan de onderkant van het bed voor bevestiging in een bankschroef.
- Steek een grote rol in de hoorn, plaats de structuur op de centrale bout en schroef de moer erop.
- Klem de pijpenbuiger in een bankschroef en voer de eerste tests uit.
Belangrijke fabricagedetails:
Lassen zijn het zwakke punt in de gehele resulterende structuur, dus er wordt speciale aandacht aan besteed in het fabricageproces van de pijpenbuiger.
Voor profielpijp
Een profielbuis wordt vaak gebruikt om kozijnen voor kassen, tuinhuisjes, poorten en loopbruggen, luifels en nog veel meer te monteren.
Daarom roept de eigenaar van een garage of een zomerhuisje vroeg of laat de vraag op hoe je een professionele pijp thuis kunt buigen.
Een pijpenbuiger komt te hulp.
Kant-en-klare oplossingen kosten echter veel geld. Daarom is de beste optie om het zelf te doen.










Om zo'n apparaat te maken, heb je de volgende hulpmiddelen nodig:
- Haakse slijper, in de volksmond - slijper;
- Boor met een set boren voor metaal;
- Lasmachine, het beste van alles - een huishoudelijke elektrode-omvormer;
- Een set sleutels of koppen.
Voordat u aan het werk gaat, moet u een tekening maken van de toekomstige buigmachine, zodat alle details met elkaar verband houden.
De belangrijkste elementen van een pijpenbuiger voor thuis zijn:
- Frame gelast uit een stalen kanaal of I-balk met een dikte van minimaal 4 mm;
- rol assen;
- De rollen zelf;
- Sterretjes voor het aansluiten van kettingoverbrenging;
- Ketting voor het rijden van een oude fiets of gasdistributiemechanisme;
- Schroef het verlagen van de aandrukrol;
- Draaigrepen voor spanschroef en as - holle stalen buis of massieve staaf;
- Diverse accessoires: moeren, bouten, ringen, grover, splitpennen.
Het is de moeite waard om meteen te vermelden dat als je geen rollen en assen in je arsenaal hebt, het niet mogelijk is om ze zelf te maken zonder een draaibank. Als laatste redmiddel kunnen de bestaande metalen staven op maat worden gezaagd en geschuurd. Vaten met een inwendig gat kunnen als rollen worden gebruikt.
Met middenrol
De volgorde van acties bij het monteren van een zelfgemaakte pijpenbuiger met een centrale aandrukrol is als volgt:
- Snijd met behulp van een slijpmachine het kanaal of de I-balk in delen van de gewenste grootte. Pak ze puntig vast en kook dan, als het frame klaar is, over de hele lengte. Daarna kunt u om esthetische redenen de naden slijpen met een slijpschijf.
- Zorg voor poten van restjes van hetzelfde kanaal, of bevestigingsgaten voor bouten waarmee u de machine op de werkbank kunt pakken.
- Boor gaten voor de assen. Gebruik ook een boormachine en een slijper om sneden in het verticale deel van het frame te maken. Ze gaan op en neer langs de aandrukrolas. Steek de assen met de rollen erop in de gemaakte gaten en zet ze vast met splitpennen.
- De schroefdraadverbinding van de aandrukrolstang en het blindframe gebeurt met een draaibank of met een kraan. Onthoud dat draden met een grote diameter erg moeilijk te snijden zijn. Zorg ervoor dat u slijp- of ander goedkoop smeermiddel gebruikt bij het snijden van schroefdraad.
- Slijp het buitenste deel van de schachten voorzichtig aan beide kanten zodat je er sterren op kunt zetten.Zet de ketting met een lichte speling om, als u de greep te strak maakt, zal extra kracht worden besteed om de weerstand te overwinnen.
- Bevestig een hendel aan een van de assen - gebruik voor de bevestiging hetzelfde slot als voor de tandwielen. Als er een wens is om de hendel op de as te versterken, boor dan een gat en snijd de binnendraad af. Nadat de bout daar is vastgedraaid, wordt de hendel vastgezet en door de bout los te draaien kan de hendel altijd worden verwijderd voor transport. Door aan de hendel te draaien, is het mogelijk om het werkstuk door de rollen te trekken. Door de klemschroef aan te draaien, kunt u de kromtestraal van de gebogen buis wijzigen.
Tekeningen en afmetingen van een zelfgemaakt ontwerp:
Met breekframe
Niet minder populair bij de fabricage doe-het-zelf is een pijpenbuigerdiagram met breekframe. Structureel verschilt het doordat alle rollen erin stationair zijn, dat wil zeggen dat ze alleen draaien, maar op en neer bewegen.
De druk op de buis ontstaat door het deel van het frame op te tillen waar een van de extreme rollers is gemonteerd. Het assemblageproces is vergelijkbaar met het vorige, maar heeft zijn eigen nuances:
- Maak het frame voor de breukpijpbuiger niet uit één stuk, maar uit twee delen. Twee delen kunnen worden verbonden met een tapeind met twee moeren.
- Het is erg handig om de eindrol op te tillen met een schroefhefinrichting of een krik.
- Om de tandwielen te laten draaien, passen sommige ambachtslieden een AC-elektromotor aan of zelfs een benzinemotor die is verwijderd van een achterlopende tractor of een brandstofgenerator.
Maar meestal gebruiken dergelijke eenheden nog steeds de spierkracht van de gebruiker. In dit geval hebben ze bijna geen middelen nodig. Dit is hun waarde: het is heel gemakkelijk om zo'n apparaat in de kofferbak van een auto te plaatsen en naar een bouwplaats te brengen waar nog geen elektriciteit is.
Hieronder staan de tekening en afmetingen van een zelfgemaakte pijpenbuiger:
Een ander voorbeeld:
Eenvoudige pijpenbuiger
In een werkplaats aan huis kunnen verschillende soorten pijpenbuigers worden gemaakt. Veel hangt hierbij af van de behoeften van de gebruiker van het apparaat. In een situatie waarin een persoon constant een koperen buis met een kleine diameter in een rechte hoek moet buigen, lijkt het een verspilling van tijd en moeite om een stationaire pijpenbuiger met een brekend frame op basis van een krik te maken.
Hieronder vindt u de eenvoudigste en gemakkelijkst te vervaardigen soorten pijpenbuigers voor verschillende behoeften.
Voor ronde pijp
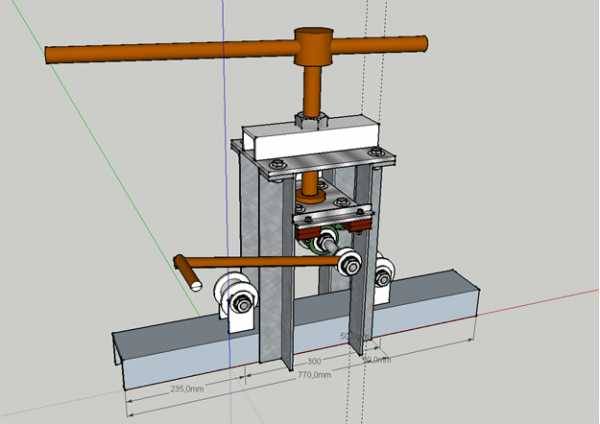
De eenvoudigste pijpenbuiger met een minimum aan onderdelen is een handmatig apparaat dat bestaat uit een basis, twee katrollen, een nadruk en een hendel.
Het is ontworpen voor het buigen van ronde buizen in een rechte hoek of minder.
De basis kan een eenvoudige metalen plaat zijn. In het midden is een katrol bevestigd. Op de as van de eerste katrol is een U-vormige beugel bevestigd. Het uiteinde van de beugel gaat verder met een hendel en in het midden is een tweede katrol bevestigd aan de ogen, die vrij ronddraait. Onder de eerste katrol zit een aanslag die voorkomt dat de buis gaat draaien.
Het mechanisme van zo'n pijpenbuiger is uiterst eenvoudig. De ronde buis wordt tussen de aanslag en de eerste katrol gestoken. De beugel raakt de aanslag met een van de randen en de buis is ingeklemd tussen twee katrollen. Door de beugel met een hendel te draaien, oefent de meester druk uit op het uiteinde van de buis en geleidelijk beschrijft de tweede katrol een cirkel rond de eerste, bewegingloze. De daartussen geklemde buis is gebogen langs de straal van de vaste katrol.










Van de bankschroef
De montagetaak wordt vergemakkelijkt door het feit dat de bankschroefbuiger geen frame nodig heeft dat de bovenste druk- en onderste drukrollen verbindt.Voor hem zijn twee kanalen van voldoende diepte voldoende om gaten in de wanden te boren voor de rolassen.
Stuwrollen zijn gemonteerd op een brede basis op een afstand van minimaal 400-600 mm van elkaar. Op een smalle basis is één rol gemonteerd, geroteerd door een hefboom van voldoende lengte. Vervolgens wordt de structuur in een bankschroef gestoken, een buis tussen de rollen geplaatst en vastgedraaid. Door aan de hendel van de hendel te draaien, wordt de buis of het profiel door de rolrollen getrokken.
Dit model is handig omdat het zo draagbaar mogelijk is en alleen uit de gereedschapskist kan worden verwijderd als dat nodig is.
Zelfgemaakte roller
De rollenpijpenbuiger kan een andere configuratie hebben. Het kan een eenvoudig handmatig mechanisme zijn, bestaande uit twee hendels, een katrol en een aandrukrol, of een vrij complex rollend apparaat met een elektrische of zelfs benzine-aandrijving.
Een belangrijk kenmerk van deze pijpenbuiger zijn de rollen, die de pijp samendrukken door eroverheen te rollen of deze van verschillende kanten samendrukken. Afhankelijk van de doorsnede van de rollen wordt het apparaat geslepen voor een ronde of gevormde buis.
In het eerste geval zal het binnenoppervlak van de rol tussen de twee ribbels concaaf zijn, in het tweede geval zal het vlak zijn.
blauwdrukken:
van de krik
Het is handig om een hydraulische krik te gebruiken om op de buis te drukken. Het gebruik ervan is gerechtvaardigd bij ronde en gevormde stalen buizen, grote diameters of dikke wanden.Aangezien een hydraulische krik meer dan drie ton kan tillen, blijkt dat de diameter en dikte van de buis die u kunt buigen nogal beperkt wordt door het ontwerp van het systeem zelf en of u de hendel kunt verschuiven terwijl u aan het werkstuk trekt.
Tekening en afmetingen:
Met een voldoende lengte van de rolhendelhendel, vereist dit type pijpenbuiger de minste fysieke kracht bij het werken met serieuze materialen.
Kruisboogtype:
Het wordt gebruikt wanneer het product tot een korte lengte buigt.
De pijpenbuiger dankt zijn naam aan een metalen driehoekig frame dat evenwijdig aan de grond is geplaatst.
Aan de bovenkant van dit frame zijn er twee steunen gericht op een ronde of gevormde buis (dit hangt af van de vorm van de inkeping op de aanslagen). Op het derde hoekpunt bevindt zich een staaf met een stoot, dat wil zeggen een naar buiten gebogen boog. Om de stempel tegen de buis te drukken, die tussen twee aanslagen vervormd is, wordt meestal een hydraulische cilinder gebruikt. In het dagelijks leven is het het gemakkelijkst om het te vervangen door een hydraulische krik.









Tekening van een zelfgemaakte pijpenbuiger van het kruisboogtype:
Dus, voor de vervaardiging van een kruisboogpijpenbuiger uitgerust met een hydraulische vijzel, is het noodzakelijk om een driehoekig frame te lassen, aan de bovenkant waarvan stopt en een klemstang zal worden geplaatst.
Een kruisboogpijpenbuiger maken
De kruisboogpijpenbuiger is de meest compacte, hoewel deze wordt gekenmerkt door een verhoogde arbeidsintensiteit van de fabricage. De volgorde van werken van de inrichting is dat de te buigen buisvormige knuppel tegen twee stalen rollen wordt gedrukt die stevig op het frame zijn bevestigd, waarvan de afstand wordt bepaald door de straal. Een handmatige hydraulische cilinder is gemonteerd in het lichaam van de pijpenbuiger (vaak gebruiken ze een rem, van een auto).Door op de trekker te drukken, wordt een hogedrukvloeistof in een van de holtes van de cilinder toegelaten, onder invloed waarvan de zuigerstang naar het vervormbare werkstuk begint te bewegen. Omdat de rollen en de cilinder op dezelfde basisplaat zijn gemonteerd, hangt de nauwkeurigheid van de kruisboogpijpenbuiger alleen af van de kwaliteit van fabricage en montage.
Het voordeel van het apparaat is de uitsluiting van fysieke belasting die door de gebruiker wordt uitgeoefend (een gewone krik kan als drukbron worden gebruikt). Het nadeel is de verhoogde complexiteit van het werk in huis bij het monteren en instellen van het apparaat: het is noodzakelijk om een draagframe te maken, het zorgvuldig aan te passen aan de bestaande afmetingen van de krik, de uitlijning van de rollen en de loodrechtheid van de beweging van de staaf naar de as van het originele werkstuk.
Doe-het-zelf handmatige pijpenbuiger voor profielbuizen
Tot buig profiel pijp met kleine dwarsdoorsnede-afmetingen zonder pijpenbuiger, gebruiken ambachtslieden sjablonen met de gewenste kromming van metaal of hout. Het werkstuk wordt handmatig tegen de randen van het segment gedrukt, waarbij één uiteinde stevig wordt bevestigd.
houten sjabloon
Het dunwandige element kan bij verhitting vervormen. De ruimte wordt met een brander verwarmd tot een temperatuur van 350-400°C en met handkracht wordt het profiel gewelfd.
Als u eenvoudige methoden gebruikt die geen productparameters toestaan, kunt u een handmatige rolpijpbuiger ontwerpen voor een profielpijp. Met zijn hulp worden bogen en bogen gemaakt voor luifels, kassen en andere structuren met een complexe vorm.
Benodigde materialen en gereedschappen
Om een apparaat te maken, heb je nodig:
- kanaal nr. 8 of nr. 10 voor een stijf frame;
- 2 gehard stalen rollen met treden voor profielen van verschillende hoogtes of beperkende ringen;
- gekerfde rol voor de beweegbare as;
- afgewerkte lagereenheden;
- 2 of 3 versnellingen of "tandwielen";
- stalen ketting;
- klemschroef;
- dunne pijp voor de poort;
- hefboom;
- lasapparaat;
- oefening;
- "Bulgaars";
- een hamer.
Nog splitpennen, moeren, schroefdraadbussen, ringen nodig. Om de afgewerkte structuur te verwerken, zijn verf en smeermiddel vereist.
blauwdrukken
De tekening is de basis die u zal helpen een pijpenbuiger te maken zonder grove fouten
Dit is vooral belangrijk bij het werken met metaal
Kant-en-klare tekeningen worden op internet geplaatst. Met voldoende ervaring zijn ze gemakkelijk te begrijpen en aan te passen aan uw mogelijkheden.
U kunt zich een voorbeeldig pijpbuigerapparaat voorstellen bij het bestuderen van de fabrieksanaloog en vervolgens een gedetailleerd diagram van uw model ontwikkelen.
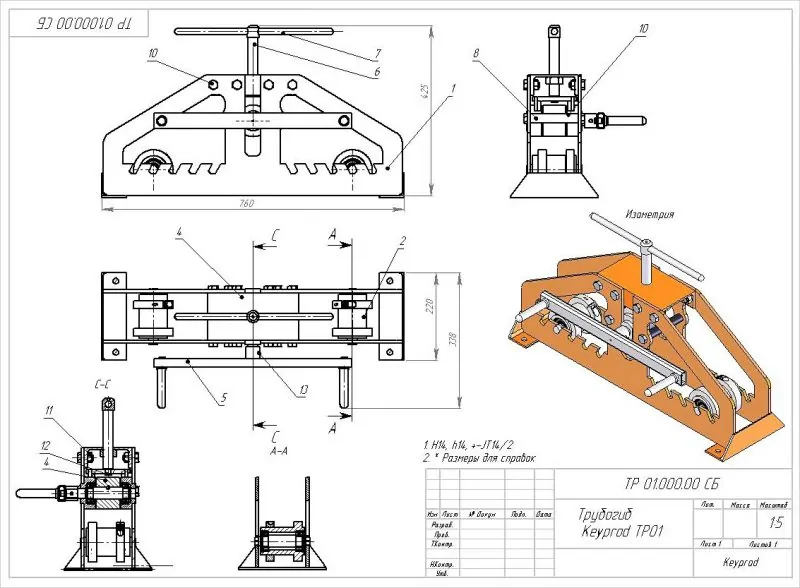 Tekening en algemeen aanzicht van een handgereedschap
Tekening en algemeen aanzicht van een handgereedschap
Bouw montage stappen
De volgorde van bewerkingen voor de vervaardiging van een zelfgemaakte rolpijpbuiger:
- Snijd het kanaal volgens de afmetingen van de rekken en basis.
- Boor gaten in de framedelen voor het monteren van de rollen.
- Las het draagframe met de staanders uit het kanaal.
- Snijd en las een lichaam met gaten voor het installeren van de aandrijfrol uit het kanaal. De as moet gemakkelijk naar binnen kunnen draaien.
- Bevestig de klemschroef aan de resulterende doos met behulp van lagers. Boor een gat in de bovenkant van de schroef voor de poort.
- Plaats een behuizing met een aandrijfrol tussen de staanders. De constructie moet verticaal vrij bewegen. Bevestig het deksel met een moer van bovenaf.
- Schroef de lagerunits op het frame.
- Steek de kraag in het gat van de klembout.
- Plaats de tandwielen van buitenaf op de asas op de spie of taps toelopende gespleten bussen met moeren. Bevestig het derde "sterretje" aan het rek. Doe de ketting om, druk op de huls voor het handvat.
- Proefproeven uitvoeren, zo nodig bijsturen.
De laatste stap is om te demonteren, het metaal te reinigen van bramen, de vaste delen te schilderen en weer in elkaar te zetten. Assemblages die tijdens bedrijf aan wrijving onderhevig zijn, moeten worden behandeld met Litol of ander vet.





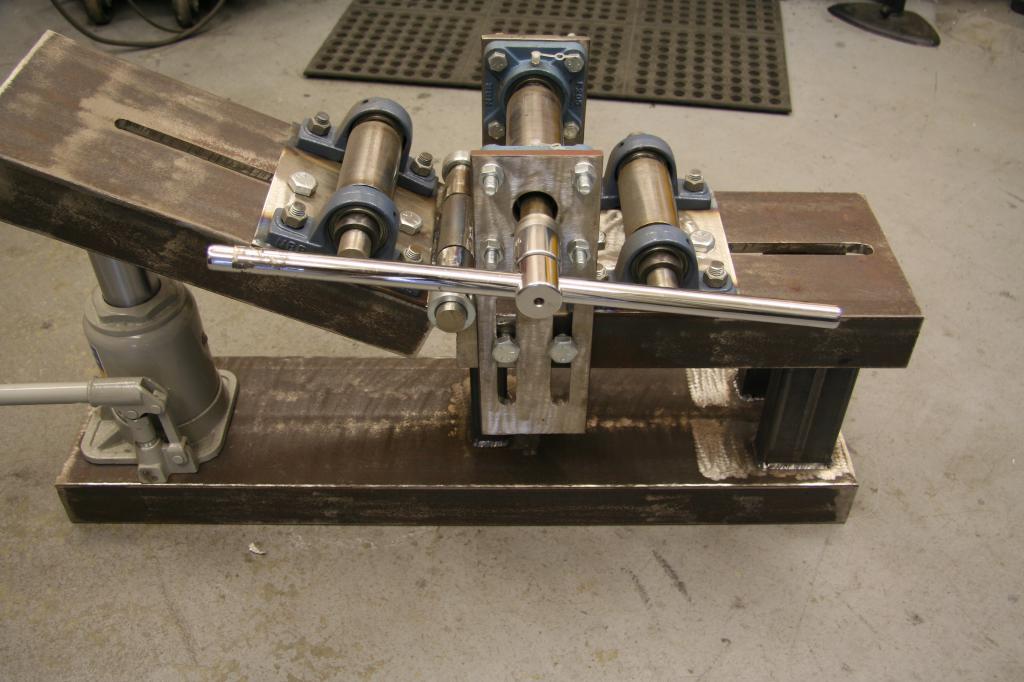


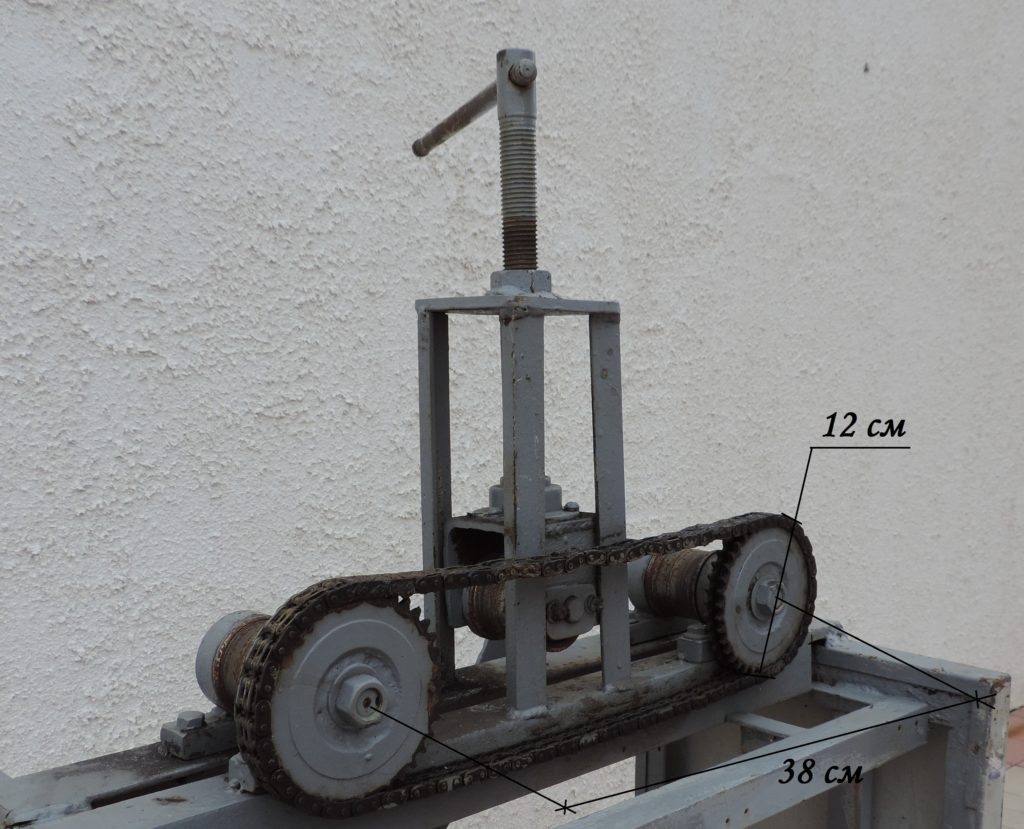
 Klaar zelfgemaakte machine
Klaar zelfgemaakte machine
Om het werkstuk te buigen, wordt het op vaste rollen geplaatst, wordt de klemschroef tot aan de aanslag neergelaten en met behulp van een roterende handgreep afwisselend in de ene en de andere richting getrokken.
Na elke verhuur wordt de schroef vastgedraaid met een kraag. Wanneer de boog voldoende kromming heeft gekregen, wordt de schroefmoer vastgezet met een borgmoer. Hiermee kunt u meerdere bogen met dezelfde straal buigen.
Zo'n zelfgemaakte pijpenbuiger kan zelfs voor professionele doeleinden worden gebruikt. Hij "meestert" profielen tot 60x60 mm of tegelijkertijd 3 buizen met een sectiebreedte van 20 mm.
Details van het productieproces van een handmatige machine zijn hier te zien.
Hoe maak je een slakkenpijpenbuiger?
Onafhankelijk productie van een slakkenpijpenbuiger lijkt misschien ingewikkeld. In feite is dit apparaat niet moeilijker te monteren dan een pijpenbuiger. Het proces verschilt alleen in de gebruikte onderdelen en montagetijd.
Met de slakkenpijpenbuiger buig je het profiel in één keer over de hele lengte en niet op één plek. Voor dit pand werd hij populair bij installateurs.
Benodigde materialen en gereedschappen
Aangezien de beschreven rolpijpbuiger geen specifieke werkdiameter heeft en gemaakt kan worden van alle beschikbare materialen, zullen de voorgestelde materialen geen specifieke afmetingen van onderdelen bevatten. De dikte van alle metalen constructie-elementen moet 4, en bij voorkeur 5 mm zijn.
Om een pijpenbuiger te maken heb je nodig:
- Kanaal - 1 meter.
- Plaatijzer.
- Drie assen.
- Twee sterren.
- Metalen ketting.
- Zes lagers.
- Metalen buis van 0,5 inch voor de vervaardiging van poorten - 2 meter.
- Mouw met binnendraad.
- Klemschroef.
Bijzondere aandacht wordt besteed aan de afmetingen van tandwielen, assen en lagers, die op elkaar moeten passen. Van oude fietsen kunnen sterretjes worden overgenomen, maar ze moeten exact even groot zijn

Stalen platen en profielen voor de vervaardiging van een pijpenbuiger mogen niet diep roesten, omdat ze tijdens bedrijf zwaar worden belast
Voordat u alle materialen kiest en koopt, moet u een tekening maken met een schematische weergave van alle structurele elementen, om ze niet te kopen tijdens het vervaardigen van een pijpenbuiger.
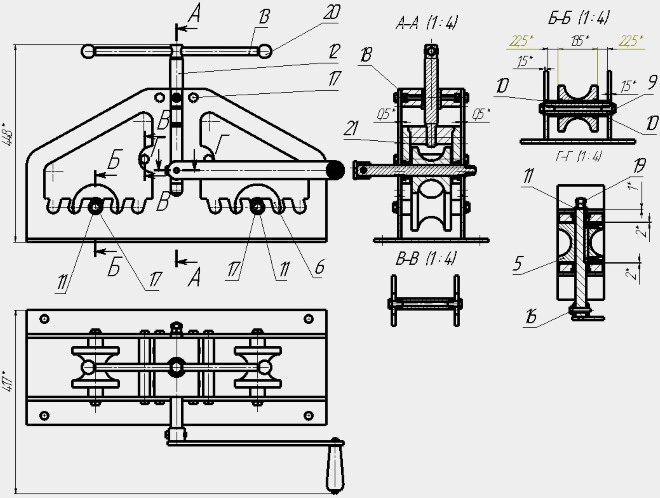
Het montageproces van de slakkenpijpenbuiger:
De montage van eventuele apparatuur begint met het opstellen van een tekenschema.
Daarna kunt u doorgaan naar de belangrijkste workflows, die worden weergegeven in de foto-instructies:
- Las de basis van het gereedschap uit twee parallelle kanalen. Indien gewenst kunt u gewoon een metalen plaat van 5 mm dik of één brede goot gebruiken.
- Plaats lagers op de assen en las twee van dergelijke constructies aan de basis. Het is wenselijk om de assen te begrenzen met metalen strips of ze in de binnenholte van de kanalen te plaatsen.
- Zet de tandwielen op en las ze, nadat je de ketting ertussen hebt gespannen.
- Snijd en las aan de basis de zijgeleiders van het klemmechanisme.
- Plaats de lagers op de drukas en monteer de persstructuur met zijaanslagen van strips of kanalen.
- Maak een basis voor de bus en las deze op de plaat.Draai de klemschroef erin.
- Las aan de bovenrand van de klemschroef en aan de aandrijfas van de buispoort.
- Smeer de lagers met motorolie.
Enkele handige tips:
Nadat u de pijpenbuiger hebt gemonteerd en getest, kunt u de structuur schilderen met corrosiewerende verf om de lassen beter te behouden. Om het werkgemak te vergroten, is er bovendien een veer aan de geleiders bevestigd om de pers terug te brengen naar de bovenste positie.
Technologische kenmerken
 De nuances van het proces met behulp van een pijpenbuiger zijn als volgt:
De nuances van het proces met behulp van een pijpenbuiger zijn als volgt:
- Bij kleine buigradii (r < 3h) is rimpelvorming waarschijnlijk onder alle vervormingsschema's. Een spiraalvormige trekveer kan helpen, waarvan de buitenmaat iets groter is dan de binnenhoogte van de buis. De veer wordt in de buis geleid totdat deze begint te vervormen, en dan volgt alles in de bovenstaande volgorde.
- Voor materialen met een laag plasticgehalte helpt de volgende techniek. Fijn kristallijn droog zand wordt in de pijp gegoten en beide eindgaten zijn stevig afgesloten met houten pluggen. Bij het buigen met een pijpenbuiger wordt tegendruk gecreëerd, die de trekspanningen in evenwicht houdt en compenseert met de overeenkomstige drukkrachten. De kans op scheuren in de buitenste vezels van het metaal wordt verminderd.
- Handmatig buigen is geschikt voor metalen profielmaterialen, waarvan de grootste dwarsafmeting niet groter is dan 50 ... 60 mm (voor non-ferrometalen en legeringen kan deze groter zijn).
- Hoe dikker de wand van de pijp, hoe langzamer het proces van vervorming door de pijpenbuiger moet zijn (houd rekening met het effect van plastische traagheid van het materiaal, dat toeneemt met een toename van de massa van een eenheidssectie).
- Het is niet nodig om een ruimtelijke pijp met verschillende buigradii te ontwerpen: dit zal niet veel opleveren en het ontwerp van de pijpenbuiger wordt ingewikkelder.
In sommige gevallen kan een geprofileerd buisdeel alleen worden geproduceerd door een recht stuk af te snijden en vervolgens samen te voegen (bijvoorbeeld bij de vervaardiging van volumetrische ventilatiekanalen). Een goede las is bijna onzichtbaar en verlaagt tegelijkertijd de uiteindelijke kosten van de montage-eenheid.







Overigens is het zelf doen van kunststof buigen van RVS buizen onmogelijk en dienen aandrijfmachines te worden gebruikt.
Welke materialen en ontwerpnuances zijn nodig?
De basis van de pijpenbuiger is gemaakt van een kanaal of twee gelaste hoeken. De dikte van de planken is maar liefst 3 mm, de breedte van de planken en de achterkant van het kanaal, selecteer de beschikbare onderdelen. Eén regel: de basis moet massief en betrouwbaar zijn.
Langs de randen van het platform kunnen verschillende gaten worden gemaakt. Via hen kunt u de machine op een soort zware basis bevestigen met zelftappende schroeven met een grote diameter. Fixatie is noodzakelijk, omdat bij het buigen van buizen met een dikke wand een aanzienlijke inspanning moet worden geleverd en het handiger is om te werken als de machine stevig is bevestigd.

Zo ziet het bed eruit in gelaste rekken voor het bevestigen van een beweegbare rol
Een paar woorden over rollen. Ze moeten van goede kwaliteit zijn, bij voorkeur gehard staal. Het is op de rollen en op de assen die ze vasthouden dat het grootste deel van de lading valt.
Het is noodzakelijk om te zeggen over de vorm van rollen. Ze mogen niet glad zijn - er moeten rollen langs de randen zijn waardoor de buis niet kan "lopen" tijdens het rollen. Alleen onder dergelijke omstandigheden zal de boog van de profielbuis gelijk zijn en niet gedraaid.Idealiter heeft elke buismaat zijn eigen rollen nodig. Maar dan wordt het ontwerp ingewikkelder - ze moeten verwijderbaar worden gemaakt om na te denken over een betrouwbare bevestigingsmethode. De tweede optie is om video's met een complexe vorm te maken, zoals op de foto. Snijd verschillende stappen voor verschillende maten pijpen.

Rollen voor het buigen van profielbuizen van verschillende breedtes
Dezelfde foto laat zien dat het bovenste deel van het bed ongelijk is, maar ingekerfd. Met behulp van dergelijke tanden is het mogelijk om de rollen op verschillende afstanden te herschikken en zo ook de buigradius aan te passen.
Over het algemeen assembleren ze zelfgemaakte buigmachines voor gevormde buizen van wat voorhanden is of wat ze goedkoop vinden / kopen. Wie heeft de mogelijkheid - slijpt rollen, voegt lagers in. Degenen die zo'n mogelijkheid niet hebben, gebruiken wat ze hebben - tot aan de bussen van fietswielen. In het algemeen is het noodzakelijk om het ontwerp te begrijpen en



